自定心卡盤精度的維修
2014-12-02 01:32:28山東威海職業學院264210劉國通
金屬加工(冷加工) 2014年3期
山東威海職業學院 (264210)劉國通
自定心卡盤在機械制造中應用特別廣泛,是使用最多的一種夾具,由于在使用過程中的磨損和受一定夾緊力的影響,常出現如下問題:①定心誤差變大,工件夾緊后徑向跳動較大。②卡爪前端磨損嚴重,后端磨損較輕,裝夾工件時前端不受力,只有后端在夾緊工件,使工件裝夾不穩定,容易造成加工出來的工件成為三棱形,或發生其他意外,加工較困難。
從自定心卡盤的結構上講,它的各個部分幾乎都是間隙配合,各個部位之間,都存在一定的間隙。比如卡爪的工字槽和卡盤殼體來回滑動,存在一定的間隙,平面螺紋套在殼體的心軸上需要轉動,存在著間隙,卡盤固定在法蘭盤上也存在著徑向竄動量,這些誤差一起形成嚴重的積累誤差,集中的反映在工件的徑向圓跳動上。隨著長期使用磨損的增加,各部位的間隙也明顯的增加,這就是定心誤差變大的原因。
卡盤夾緊工件時,后端受力,前端不受力,造成這種情況的原因有兩種,一種是工字槽的磨損加大后,夾工件時,三個爪一吃力,它們的外側靠向床頭方向,里側靠向尾座方向,使三個爪本身形成了“喇叭口”的狀態,其受力情況如圖1 所示。

圖1
操作者按順時針方向旋轉錐齒輪,卡盤爪向里移動卡爪受到工件的阻力,是a 的方向,對于卡爪來說,受力部位在前端,由于卡盤體的工字槽有軸向間隙,使三個爪呈“喇叭口”狀態。
第二種情況,由于卡爪的前端更接近車刀和切削力,平時受到的力比后端大,再加上平時裝夾短工件的機會多,所以先磨損,結果使卡爪后面部分高于前面部分,裝夾工件時,后面受力,前面不受力,使工件裝夾不穩,有時這兩種情況同時存在,問題就會更加明顯。
如果出現了上述這些問題,會給裝夾工件造成很大的麻煩,比如,一個工件車好外圓或內孔之后,調頭另一端倒角,由于工件裝夾后徑向跳動特別厲害,倒角就會出現一側角度很大,另一側角度很小,倒角倒的很偏,車出的端面不平行、不垂直。軸類零件要求兩端鉆中心孔時,兩中心孔也不在同一軸線。
在卡盤的工字槽和其他部位磨損較重的情況下,為使卡盤達到或基本接近出廠時的定心精度,并能克服“喇叭口”現象,我們采用了下面的修復方法,首先做三個相同的彈性體形狀,如圖2 所示。
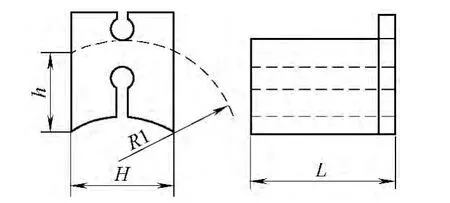
圖2
然后,利用卡盤相鄰兩爪間近似于平行的兩個斜面,分別安裝上三個彈性體,使三個爪的等分更為均勻,形成裝夾工件的模擬狀態,用裝有砂輪車內孔用的刀桿,對卡爪進行高速修磨,這樣使卡盤達到理想的精度,三個彈性體安裝后如圖3 所示。

圖3
彈性體在制作時,要在一個圓環體上截取,特別是寬度,要用平磨精加工,以保證尺寸一致,材料選用彈性較好的材料。淬火回火后硬度35~45HRC,因為在這個硬度范圍內彈性較好。另外彈性體還應注意以下幾點:
(1)卡盤的規格不同,卡盤體的內孔直徑也不同,為了安裝穩定,使彈性體與卡盤孔徑的內壁吻合,彈性體R1的尺寸應等于卡盤體孔徑的一半。
(2)彈性體寬度H 的選擇:寬度越寬,修磨時三個爪形成的圓弧越大;反之,三個卡爪形成的圓弧就小。修磨后卡爪牙尖上形成的R 就隨著修磨時圓弧的大小而固定下來。它直接影響工件的裝夾效果,工件裝夾時如果這個R 大于工件的半徑,卡爪和工件形成的是三條線接觸,這時裝夾的牢固性最差,如果原料較細,粗車外圓的時候,會出現三個棱,從端面看工件呈三角形,這在加工小零件時很常見。當卡爪牙尖形成的R 等于工件的半徑時,形成的是三個圓弧面的接觸,這時定心效果最好,當卡爪牙尖形成的R 小于工件的圓弧半徑時,形成的是六條線接觸(見圖4),這時夾毛坯料穩定性最好。
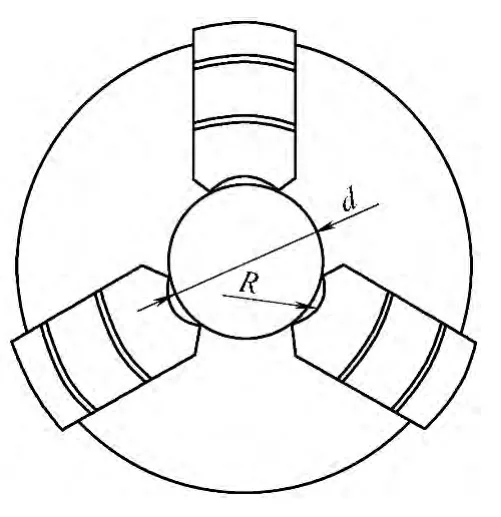
圖4
由于上述原因,在修磨卡盤之前,我們要參考機床平時加工工件的直徑來適當的選擇卡爪牙尖的R,這個R 太大了不好,太小了也不好,R 選定以后,再計算出彈性體H 的尺寸。每一個卡盤都有它的最小夾緊尺寸r,可用下面公式計算出寬度

卡爪牙尖的R 和彈性體寬度的關系,是個函數關系,上面的公式是個一次函數關系式,在實際當中,由于多種原因,會產生不超過1mm 的誤差,例如:在修磨200mm 的卡盤時,測量它的內孔直徑是65mm,根據平時加工零件的直徑大小,我們想把卡爪牙尖磨成R=15mm,同時又量得卡盤的最小夾緊直徑是3mm,根據上面的公式,計算出寬度應是23.38mm,厚度和卡盤殼體的直徑有關,取厚度h 為16mm,長度L 一般取30mm 即可。
(3)卡爪牙尖兩側是兩個斜面,兩個斜面所形成的夾角大約為108° (見圖5a)。這樣可以知道,相鄰兩爪的兩個斜面是不平行的,它們形成的夾角是12°左右(見圖5b),而彈性體就是利用了卡盤本身結構的特點,夾在這個12°的夾角間,代替工件支撐著三個卡爪,以抵抗修磨時的磨削力。
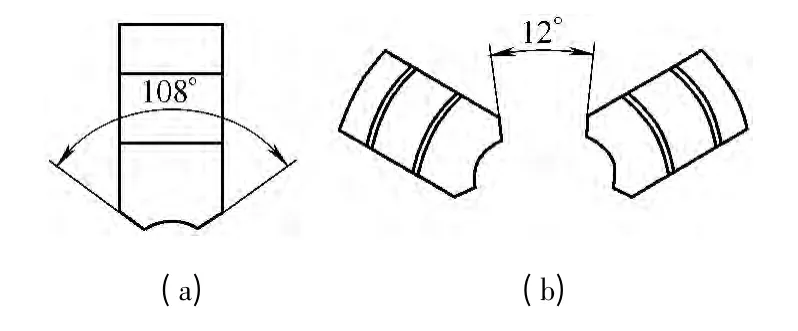
圖5
(4)安裝彈性體時一定要放正,防止歪斜,修磨的卡盤定心精度才能好。并在修磨前對卡盤進行清洗。
