絕熱深冷設備真空性能的檢測方法分析
2014-12-04 01:02:44孫冬花朱建炳
真空與低溫 2014年5期
張 安,陳 聯,丁 棟,孫冬花,朱建炳
(蘭州空間技術物理研究所 真空技術與物理重點實驗室,甘肅 蘭州 730000)
0 引言
真空絕熱深冷設備是采用真空絕熱結構的深冷壓力容器、深冷常壓容器、真空絕熱深冷焊接氣瓶、真空絕熱管及其管件等設備的統稱[1]。真空絕熱深冷設備的典型結構包括外殼體、內筒體、外殼體與內筒體之間形成的真空空間夾層、夾層內填充的絕熱材料[2]。
真空絕熱深冷設備具有節能環保等優點,是貯存、運輸低溫液體必不可少的手段,隨著低溫液體應用日趨廣泛,各行各業對貯存和運輸深低溫液體的真空絕熱深冷設備需求不斷增長。為了保證真空絕熱深冷設備在貯存和運輸低溫液體過程中的安全性、可靠性,必須對其各項性能進行檢測。
表征真空絕熱深冷設備真空絕熱性能的指標很多,主要有夾層漏率、夾層漏放氣速率、靜態蒸發率、漏熱量等。現行有效的真空絕熱性能檢測標準是GB/T18443-2010《真空絕熱深冷設備性能試驗方法》。主要從漏率、漏放氣速率兩個關鍵真空性能指標檢測方法出發,結合多年檢測經驗,分析了現行標準可行性和注意事項,提出了優化檢測方法的途徑,進一步提高檢測的準確性和可靠性,為后續完善真空絕熱深冷設備檢測方法和相關標準修訂提供了依據,以便推動真空絕熱深冷設備行業更好的發展。
1 漏率檢測方法分析
1.1 夾層漏率檢測必要性
真空絕熱深冷設備的真空夾層必須維持在一定壓力以下,才能保證產品的絕熱性能。但是任何密閉容器,只要有漏孔存在,在一定的壓差下,高壓側氣體就會向低壓側泄漏。例如,對于一夾層為0.1 m3的真空絕熱深冷設備,如果漏率為3×10-9Pa·m3/s,在使用一年后,夾層壓力上升值為1 Pa,還可以滿足使用要求,如果漏率為3×10-8Pa·m3/s,壓力上升值就變為10 Pa,這時會導致產品絕熱性能急劇下降,不滿足使用要求。由此可知,夾層漏率是保證產品絕熱性能的關鍵指標。因此,低溫絕熱深冷設備出廠前必須對夾層漏率進行檢測,確保夾層漏率在允許范圍內。
1.2 GB/T18443-2010中規定的方法
GB/T18443-2010中規定的漏率測量方法采用氦罩檢漏法,檢漏系統如圖1所示。其基本原理為:用封閉的氦罩將被檢件外側的被檢區域罩住,被檢件內部達到一定的真空度后,罩內充氦氣。當被檢件存在漏孔時,氦氣經漏孔進入系統內部并被吸入檢漏儀,檢漏儀示出氦信號。通過與標準漏孔引起的氦信號進行比較,計算出被檢件的漏率。針對不同的夾層壓力,主要方法分為:無分流檢測法和分流檢測法。
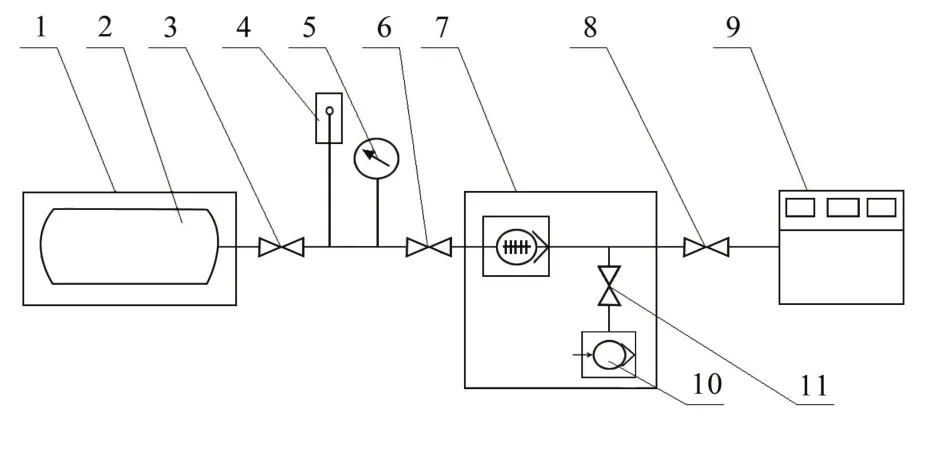
圖1 檢漏系統試驗裝置原理圖
GB/T18443-2010中已經規定了無分流檢測法和分流檢測法的詳細步驟,給出了檢測靈敏度和被檢件的漏率計算公式,但是如何提高檢測靈敏度、縮短檢測時間以及正確使用標準漏孔并沒有規定,這三點是在開展漏率檢測過程中影響快速、準確檢測出微小泄漏孔的主要因素,必須足夠重視。
1.3 檢測靈敏度分析
漏率檢測的靈敏度是所采用檢測方法所能檢測出來的最小漏率,一般要求最小可檢漏率低于被檢件允許漏率的1個數量級。影響檢測靈敏度的因素主要有系統噪聲、環境氦濃度等。這里主要討論分流對檢測靈敏度的影響。
分流是影響檢測靈敏度的主要因素。在使用分流檢測時,進入氦質譜檢漏儀的氦氣分壓力可以按照公式(1)計算:

式中:Pd為進入氦質譜檢漏儀的氦分壓力,Pa;Sd為氦質譜檢漏儀對氦的抽速,L/s;SI為輔助泵對氦的抽速,L/s;PHe為檢漏儀質譜室建立的氦分壓力,Pa。
無分流檢漏時,SI=0,即Pd=PHe,則漏孔進入系統內的氦氣全部進入檢漏儀中。采用分流法檢漏時,Sd/(Sd+SI)<1,即Pd 對容積較大的容器檢漏時,需要采用較復雜的檢漏系統。這時,檢漏系統的反應時間由組成系統各段(如被檢件、管路、質譜室等)的容積及其對應的氦抽速來決定。由于被檢件容積較大,反應時間主要由被檢件中氦分壓的建立時間決定。當對被檢件施氦后,被檢件中的氦分壓PHe與施氦時間t的關系為公式(2)所示: 式中:QHe為漏孔的氦漏率,Pa·m3/s;V為被檢件的容積,m3;Sd為對被檢件的有效氦抽速,m3/s;t為施氦時間,s。 由公式(2)可以看出,當t=0時,PHe無變化;當t=∞時,PHe變化達到最大穩定值。氦分壓從零增至最大穩定值的速度由檢漏系統的響應時間V/Sd決定。由此可見,響應時間與被檢件密封容器容積,以及對被檢件的有效抽速有關。 真空絕熱深冷設備漏率檢測過程中,一方面,被檢件的容積遠遠大于氦質譜檢漏儀質譜室的容積及管路的容積,導致漏率檢測的響應時間也遠遠大于氦質譜檢漏儀自身的響應時間及管路的響應時間;另一方面,由于氦質譜檢漏儀的抽速較小,檢漏過程一般需要采用次級泵,如圖1中在氦質譜檢漏儀前增加了抽空機組7,提高抽速,降低了被檢件中的氦分壓力建立時間,即降低了反應時間,提高漏率檢測效率。但需要注意的是,降低響應時間與提高檢測靈敏度往往是矛盾的,需要綜合考慮,最合理的做法是使用抽空機組7作為縮短檢漏等待時間和響應時間的手段,檢漏過程中應盡量關小分流閥11,提高檢測靈敏度。 在漏率檢測過程中,必須要使用標準漏孔開展系統檢測靈敏度測量。但是,真空絕熱深冷設備漏率檢測選用的漏孔一般為滲透型漏孔,按照圖1的安裝方式,在系統本底氦信號獲得過程中,標準漏孔閥必須處于常閉狀態,這時標準漏孔滲透出來的氦氣會累積在標準漏孔閥和滲透膜之間的腔體內。校準系統時,如果直接打開標準漏孔閥,會造成累積的氦氣大部分進入真空夾層內;一方面導致標準漏孔開啟后,檢漏儀指示值偏高,虛假的提高了檢測靈敏度;另一方面,進入真空夾層內的大量氦氣很難被抽掉,系統內的氦分壓力無法快速回到標準漏孔閥關閉的狀態,延長了檢漏時間,降低了檢漏效率。更為嚴重的是,標準漏孔所處位置與被檢件上漏孔所處位置相差很大。即使漏率相同,在檢漏儀上產生的信號大小將會相差很大。因此,這時用標準漏孔來校準被檢件上漏孔的漏率就毫無意義。 解決方法為:(1)在被檢件端部設計一帶截止閥的接口,不校準時截止閥處于關閉狀態,校準時,將標準漏孔安裝在該接口上。打開截止閥,先抽真空,然后再標準漏孔上施氦,對系統靈敏度和反應時間進行校準,解決了校準結果的準確性問題;(2)標準漏孔選擇不帶氦室的通道型標準漏孔,不校準時截止閥打開,但標準漏孔入口端不施氦,只有在進行校準時才施氦。這就解決了帶氦室漏孔的氦氣累積時間及大量氦氣進入夾層后的清除難問題。 真空容器在使用過程中,導致壓力上升的因素除了泄漏外,固體材料表面放氣和滲透也是主要因素之一。真空絕熱深冷設備在設計中普遍選用放氣率和滲透率小的結構材料,在制造過程中采用表面清洗、烘烤除氣等被動手段,以及采用放置吸附劑等主動手段降低真空夾層的放氣率,從而降低真空夾層壓力上升速率,延長產品的使用壽命,但是這些手段均為制造單位的核心工藝,尚無統一的行業標準,實際效果如何,需要經過最終用戶的長時間使用后才能確定。因此,在真空絕熱深冷設備制造過程中,為了達到預估產品使用壽命的目的,需要在出廠前,對產品的夾層漏放氣速率進行測量。 GB/T18443-2010中規定的漏放氣速率測量方法有直接測量法和間接測量法兩種,其本質是通過一定時間段內真空夾層中壓力的上升量實現漏放氣速率測量。其中間接測量法,根據抽空閥門的開啟時機和數據處理方法的不同又分兩種測量方法:一種間接測量法需要在測量全過程中保持抽空閥門處于開啟狀態,數據處理時需要扣除測量管道的漏放氣速率;另一種間接測量法僅在測量真空夾層中壓力的某段時間內保持抽空閥門處于開啟狀態,在兩個測量段之間的等待時間保持抽空閥門處于關閉狀態。由于抽空閥門開啟時間較短,可以忽略輔助測量管道漏放對測量結果的影響。 GB/T18443-2010中已經規定了具體的漏放氣速率測量步驟,但是在長期檢測過程中發現,測量環境溫度、壓力平衡時間、夾層吸附劑填充量對測量結果影響較大,有時由于對測量時機選擇的不合理會導致出現錯誤的測量結果。 漏放氣速率測量時,靜置時間一般要大于2 h,由于時間較長,環境溫度變化對外筒體的內表面影響較大,不能忽略。環境溫度影響主要在有兩個方面。 (1)真空低溫絕熱深冷設備真空夾層內氣體可以按照理想氣體考慮,氣體狀態滿足理想氣體狀態方程中的查理定律,即一定質量的氣體,如果其體積維持不變,氣體的壓力與其絕對溫度成正比。對于真空絕熱深冷設備真空夾層中壓力測量而言,當溫度變化時,真空夾層內氣體壓力也發生變化,但是這種變化一般很小,在室溫情況下,按照前后兩次測量最大溫差為20℃考慮,依據查理定律,可以計算出,前后兩次壓力測量的變化量不超過10%,在真空測量規的測量不確定度范圍內; (2)真空絕熱深冷設備真空夾層壓力按照真空行業的劃分,屬于低真空到高真空狀態,這時真空夾層內的殘余氣體主要為水。水作為一種常溫下為可凝的可壓縮性氣體,其飽和蒸氣壓受溫度影響明顯,例如20℃水的飽和蒸氣壓為2.2 kPa,40℃時為6.4 kPa,0℃僅為0.6 kPa。當測量過程中溫度發生變化時,會導致真空夾層內固體材料,特別是隔熱材料,如絕熱紙或珠光砂內吸附的水氣發生吸附或冷凝,從而導致真空夾層內壓力發生明顯變化。這種變化受被檢件真空夾層的容積、隔熱材料種類和總量、殘余水氣含量等多種因素影響,目前,尚無明確的理論和試驗數據證明其影響程度,需要進一步開展研究。 漏放氣速率測量一般在被檢件抽空工作完成后進行,在對被檢件真空夾層抽氣時,被檢件與真空機組間需要配置一段抽空管道,導致被檢件與泵口處存在壓力梯度、被檢件內部由于抽氣作用也存在壓力梯度。在開展漏放氣速率測量時,關閉抽空閥后,輔助抽空管道內和被檢件內部壓力需要一定時間才能達到平衡。對于產品使用過程中的定期檢驗,由于檢測前不需要對被檢件真空夾層抽空,這時被檢件內部的壓力平衡因素可以不考慮。因此,在采用間接法測量時,需要考慮到壓力平衡對測量結果的影響,而GB/T18443-2010中未對平衡時間作出明確規定。研究者依據大量的檢測數據分析,對于50 m3左右的容器,得出平衡時間一般為5 min。開展漏放氣速率測量時,可以取閥門開啟后的5 min時刻壓力測量值作為起始計算壓力值。 真空絕熱深冷設備在生產制造過程中,為了確保真空夾層漏放氣速率指標滿足要求,延長產品使用壽命,需要在真空夾層內填充一定量的吸附劑。按照吸附理論,當吸附平衡時,吸附量是溫度與氣體壓力的函數,吸附飽和后,吸附劑就不具備吸附能力,在溫度升高的情況下,吸附的氣體會再次釋放出來。因此,在開展真空絕熱深冷設備夾層漏放氣速率測量時,如果真空夾層填充的吸附劑量多,或者產品出廠前漏放氣速率測量時吸附劑未飽和,具有較大吸附能力,真空夾層內固體材料釋放出來的氣體會被吸附劑吸附。由于吸附劑的存在,導致測量獲得的漏放氣速率小于真實漏放氣速率,特別是在降溫過程中,由于溫度降低,吸附量增大,會導致第二個測量點的壓力小于第一個測量點的壓力,出現漏放氣速率小于0的不合理結果。經過一定時間使用后,吸附劑達到飽和,不具備吸附能力,吸附劑能力顯著下降,這時如果再次開展漏放氣速率測量,會發現漏放氣速率明顯增大。 目前,標準中并沒有給出吸附劑對漏放氣速率測量結果影響的修正,建議開展相關研究,在后續標準修訂中對檢測時間加以規定,必要的情況應考慮吸附劑填充量對漏放氣速率測量結果的影響。 真空絕熱深冷設備的真空性能是反映產品絕熱性能和使用壽命的重要指標之一,與真空絕熱深冷設備有關的產品標準中給出了具體指標要求,GB/T18443-2010中也規定了詳細的測量方法,可以滿足基本測試要求。但是通過上述分析可以看出,在標準的具體執行過程中,由于部分影響因素并未考慮,影響了測量結果的準確性,甚至出現錯誤的測量結果。為了進一步提高檢測的準確性和可靠性,推動真空絕熱深冷設備行業發展,建議加強相關影響因素分析和研究,在未來標準修訂中,希望影響因素考慮的更全面,檢測步驟規定的更合理,提高標準的可執行性。 [1]舒文華,周偉明,羅曉明,等.GB/T 18443-2010,真空絕熱深冷設備性能試驗方法[S].北京:北京標準出版社,2010. [2]達道安.真空設計手冊[M].第三版.北京:國防工業出版社,2006. [3]壽比南,王曉雷,陳學東,等.TSG R0004-2009,固定式壓力容器安全技術監察規程[S].北京:北京標準出版社,2009. [4]薛季愛,周偉明,羅凡,等.真空絕熱深冷設備性能試驗方法標準修訂綜述[J].壓力容器,2009(12):43-46. [5]壽比南,周偉明,孫洪利,等.GB18442-2011,固定式真空絕熱深冷壓力容器[S].北京:北京標準出版社,2011. [6]黃宏,王麗紅,陳聯,等.低溫絕熱壓力容器檢漏系統分析[J].真空與低溫,2009,15(3):160-164.1.4 響應時間分析

1.5 標準漏孔的安裝位置
2 漏放氣速率檢測分析
2.1 漏放氣速率檢測必要性
2.2 GB/T18443-2010中規定的方法
2.3 環境溫度影響分析
2.4 壓力平衡時間影響分析
2.5 吸附劑影響分析
3 結論
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12