提高壓梗合格率的改進措施
2014-12-11 03:46:11馬媛媛
中國科技縱橫 2014年22期
馬媛媛
(河南中煙工業有限責任公司許昌卷煙廠,河南許昌 461000)
提高壓梗合格率的改進措施
馬媛媛
(河南中煙工業有限責任公司許昌卷煙廠,河南許昌 461000)
壓梗機是生產梗絲的關鍵設備,對切梗絲質量和梗絲膨脹效果都有重要影響。但通過現場觀察和數據分析發現,蒸壓梗出口質量穩定性差,不能滿足后工序加工要求,為進一步提高梗絲的應用效果,提高質量的穩定性,通過在壓梗機前增設電子皮帶秤、在進口振槽上加裝導流條和用蒸汽噴吹壓梗機壓輥,優化蒸壓梗相關的加工方式,通過改進,穩定了煙梗流量,消除了梗粘附在壓輥上,使壓梗質量合格率由改進前的34%提高到改進后的86%,提高了制梗絲質量。
煙梗 質量 壓梗 流量 蒸汽
梗絲是卷煙的重要填充料,具有焦油、煙堿含量低,填充性能好等特點。隨著梗絲摻配量的增加,梗絲制的好壞,直接影響成品卷煙的質量。制梗過程經過潤梗—洗梗—蒸梗—壓梗—切梗絲—烘梗絲等工序。制梗絲工藝生產過程控制復雜,特別是蒸梗水份、壓梗厚度、壓梗合格率等因素更為重要,壓梗合格率的大小直接影響梗絲的質量和填充值,對卷煙的吸味有較大的影響。因此,如何通過實施改進和數據優化等方法,提高壓梗質量穩定性是我們亟待解決的問題。
1 原因分析
通過數據數據收集分析(見表1)可知,壓梗合格率平均僅為34%,遠低于壓梗合格率≥80%的工藝標準要求。通過現場觀察和測量發現,由于壓梗前來料流量不穩和端面堆積不均勻,進入壓梗機的物料也不均勻,經過一段時間的運行,導致壓輥面在軸向位置磨損不一致,壓輥中間部分磨損嚴重,兩端磨損較輕,兩壓輥之間的間隙有差別,從而造成壓后的梗條厚薄不均,嚴重影響壓梗合格率。同時,在現場還發現,梗條黏附在壓輥表面,致使黏附梗條和新進入的梗條相互疊壓,壓輥間隙增大,部分梗條就不會被碾壓,也是造成壓輥不合格率低的重要因素。(見表1)

表1 壓梗合格率統計表
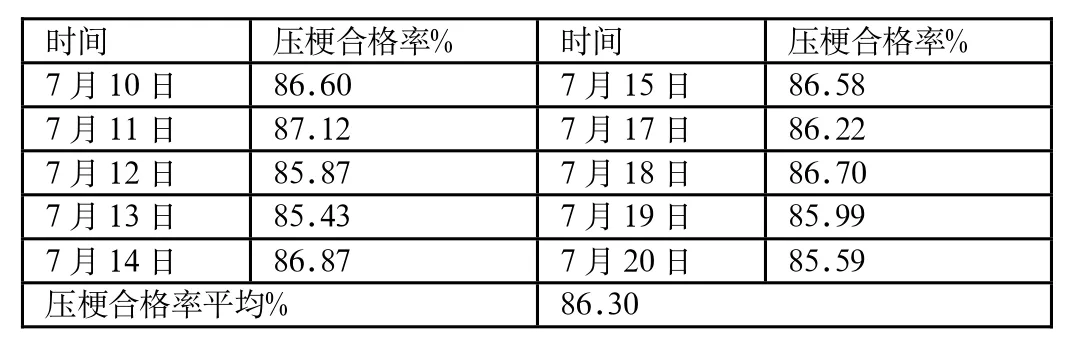
表2 蒸壓梗質量合格率統計表
2 改進措施
2.1 在蒸壓梗機進口前安裝電子秤
原蒸壓梗流量控制為(計量管+計量帶)控制,控制精度較低,流量波動較大,致使進入壓梗機的物料忽多忽少,嚴重影響壓梗質量,為了降低流量波動,改為計量管+電子皮帶秤控制,使流量波動值由改進前的3.6%降低到改進后的0.8%,由于流量比較穩定,可使壓輥間隙保持恒定,為提高壓梗質量提供良好的前提。
2.2 在壓梗機進口振槽上加裝導流條
煙梗在從電子皮帶秤上進入壓梗機前振槽時,可以起到松散攤薄的效果,但不是很均勻,出現壓梗在振槽中間厚,兩邊薄的情況,致使進入壓梗機時,也是在壓輥軸向位置,中間物料多,兩端物料少,厚薄不均,直接影響壓梗質量,并且也是壓輥在中間位置磨損嚴重,造成壓梗間隙中間大、兩端小的問題,進一步加劇了壓梗質量的降低。通過在進口振槽底板上加裝兩組導流條,高度為12mm,使中間物料向兩邊運動,保證了在振槽截面上煙梗厚度是均勻一致了,進入壓輥的物料在軸向方向也是均勻一致的,提高了壓梗質量,同時又保證了壓梗磨損的均勻。
2.3 在壓梗機處加裝噴射蒸汽裝置
由于二級貯梗后煙梗水分較大,壓梗機在使用過程中,在壓力作用下,壓輥表面會粘附部分煙梗,從而造成壓輥間隙無法保證,壓梗合格率較低。通過分析,在壓梗機壓輥上方加裝蒸汽噴嘴,對壓輥表面進行濕潤和加溫,消除煙梗粘附在壓輥表面,造成的粘附煙梗和新進煙梗的疊加碾壓現象,保證了壓輥之間的間隙恒定,保證了壓梗的均勻一致,可提高壓梗合格率。
具體安裝措施是:安裝噴射蒸汽管路,加裝手動截止閥4、減壓閥5、電磁閥6,在壓輥上方均布蒸汽噴射噴嘴3,均勻分布于壓輥上方,保證整個壓輥表面都受到濕潤和加溫。
控制程序是:開始生產時,當壓梗機前的電子皮帶秤的瞬時流量高于200Kg/h,延時15S,電磁閥6打開,開始對壓輥表面噴射蒸汽。當電子秤瞬時流量低于200 Kg/h,延時15S,電磁閥6關閉,停止噴射蒸汽。根據現場噴射蒸汽情況和壓輥不粘附煙梗為標準,通過調節減壓閥5來控制噴射蒸汽壓力,以到達既是煙梗不粘附壓輥,又不浪費蒸汽的目的。
3 改進效果及效益分析
通過以上三項實施改進,在現場觀察可以看出,流量比較穩定,在整個振槽槽體內都布滿了厚薄均勻的煙梗,保證了進入壓輥的煙梗也是均勻一致的;同時由于在壓輥上方加裝蒸汽噴射裝置,對壓輥進行了濕潤和加溫,消除了煙梗粘附在壓輥上的現象,消除了壓梗相互疊加的現象。統計了2014年7月10日—7月20日壓梗質量數據(見表2),并進行分析。
從表2可以看出,壓梗質量合格率由改進前的34%提高到改進后86.3%,效果如何,利用假設檢驗來驗證改造前、后,壓梗合格率是否有提高?
分析:(1)建立假設:H0:μ前≥μ后HA:μ前<μ后
(2)正態性檢驗:P1=0.661>0.05,P2=0.749>0.05,數據正態。
(3)等方差檢驗:P=0.058>0.05,數據等方差。
(4)均值檢驗:P=0.000<0.05,拒絕H0。
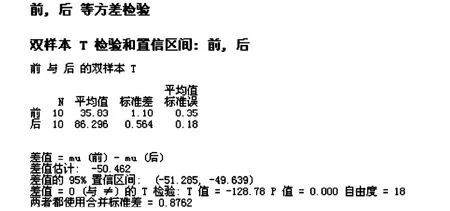
(5)結論:依據95%的置信水平,我們有足夠的統計證據證明改造前壓梗合格率低于改造后。
綜合以上分析,我們可以看出,通過改造,壓梗合格率達到工藝標準要求,蒸壓梗出口水分趨于穩定,全面提高了蒸壓梗工藝質量的穩定性。
在改進前,煙梗在高溫高濕的情況下粘附在壓輥上,造成壓輥中間部分磨損嚴重。加裝蒸汽噴射系統后,有效解決了壓輥粘煙梗的問題,提高了壓輥使用壽命。(見表3)

表3 改造前、后壓輥修磨周期
按每對壓輥使用壽命算,此次改造,我們可以每2年可節省一對壓輥,節約13萬余元,節約了維修費用,降低了職工的勞動強度,創造了可觀的經濟效益和社會效益。
4 結語
本文從提高蒸壓梗工藝質量穩定性入手進行統計分析,通過在蒸壓梗前增設電子皮帶秤、在進口振槽上加裝導流條和用蒸汽噴吹壓梗機壓輥,優化蒸壓梗相關的加工方式,提高了壓梗合格率,為切梗絲和梗絲膨脹提供了優質的原料,提高了梗絲加工質量。并將此改進思路加以推廣,應用至新制梗絲線設備技改中,為進一步提高梗絲加工過程質量提供技術支撐。
[1] 黃嘉礽.卷煙工藝[M].2版.北京:北京出版社,2000.
[2] 童谷余.卷煙機械[M].北京:北京出版社,1989.
馬媛媛,大專學歷,畢業于焦作工學院建筑裝飾技術專業,現于許昌卷煙廠工作,從事制絲車間工藝質量員,主要從事制絲工藝質量研究。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
汽車觀察(2016年3期)2016-02-28 13:16:26
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
現代企業(2015年8期)2015-02-28 18:55:23