熔模鑄造鈦鑄件氣縮孔解決方法
2014-12-14 12:20:38王興亞
金屬加工(熱加工) 2014年17期
關(guān)鍵詞:工藝
薛!,王興亞
容易產(chǎn)生氣體是鈦合金熔模鑄造的特點(diǎn)之一。鈦屬于活性金屬,對氣體的親和力很強(qiáng),在熔注過程中,鈦金屬液吸收氣體的來源很多。澆注時(shí)液鈦與鑄型接觸會突然產(chǎn)生出大量氣體,在金屬液流極不平穩(wěn)的情況下,攪合在液體金屬中,在鈦鑄件凝固比較快的條件下,很容易生成尺寸不等的氣孔或氣縮孔。
下面舉例介紹一種熔模鑄造鈦鑄件氣縮孔的解決方法。
1.產(chǎn)品及鑄造工藝介紹
圖1是機(jī)封壓蓋鑄件,鑄件材質(zhì)為ZTA2。機(jī)封壓蓋是離心泵用于機(jī)械密封的重要零件,其鑄造質(zhì)量出現(xiàn)問題將很大程度上影響到泵產(chǎn)品的質(zhì)量。鑄造的難點(diǎn)是存在氣縮孔,且不易解決。鑄件缺陷位置如圖2所示。
我公司應(yīng)用的是氧化物陶瓷型殼工藝,面層耐火材料為難熔金屬氧化物,粘結(jié)劑用金屬有機(jī)化合物。鈦及鈦合金熔模精密鑄造工藝過程如圖3所示。除了鑄型材料、真空凝殼爐和化學(xué)腐蝕以外,基本上同鐵基和鎳基合金等精鑄一樣,采用熔模精密鑄造法,即把蠟浸到由陶瓷粉末和粘結(jié)劑配成的漿液中進(jìn)行掛漿,接著在其上撒陶瓷粒,經(jīng)過反復(fù)的涂掛達(dá)到一定的鑄型厚度為止,然后使蠟熔化并從型殼中流出,經(jīng)焙燒、冷卻后得到精鑄型殼。
2.初試方案及出現(xiàn)的問題
機(jī)封壓蓋鑄件原先用直澆道-內(nèi)澆道側(cè)注式澆注系統(tǒng),有兩個內(nèi)澆道在垂直方向連接在直澆道上,組樹工藝如圖4所示。
用此組樹工藝生產(chǎn)的鈦鑄件存在大量的氣縮孔缺陷,調(diào)整各項(xiàng)工藝參數(shù)澆注后仍存在縮孔。通過鑄造模擬軟件對此組樹工藝進(jìn)行鑄造模擬(見圖5),發(fā)現(xiàn)存在以下三個問題:
(1)金屬液堵塞排氣孔 凝殼爐鑄造鈦鑄件,澆注時(shí)坩堝在很短的時(shí)間進(jìn)行翻轉(zhuǎn),所有的金屬液即刻全部沖入型腔。在這個過程中,連接在澆口杯上的排氣孔也很快被金屬液填充,且比鑄件其他部位凝固要早,根本起不了預(yù)先設(shè)計(jì)的排氣作用。

圖1 機(jī)封壓蓋
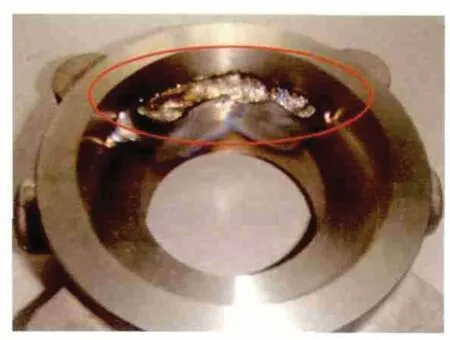
圖2 鑄件氣縮孔位置

圖3 鈦及鈦合金精密鑄造工藝過程
(2)金屬液充型不平穩(wěn) 在不能排氣的情況下澆注,氣體在型腔內(nèi)形成一定的壓力,使金屬液不能平穩(wěn)充型。從模擬過程可以看出,在直澆道內(nèi)金屬液不是沿鑄型壁流下,而是直接跌落到底部。
(3)氣體不能排出鑄件型腔 機(jī)封壓蓋有上下兩個內(nèi)澆道,澆注時(shí)由于澆注速度快,使上下兩個內(nèi)澆道同時(shí)充型,最終使氣體不能排出鑄件外,而憋在鑄件的中間位置。
鑄造模擬分析的結(jié)果和生產(chǎn)的實(shí)際情況十分相似,可以得出結(jié)論:機(jī)封壓蓋鑄件的氣孔缺陷是由于型腔內(nèi)氣體不能排出,最終憋在鑄件內(nèi)所致。
3.工藝改進(jìn)及解決方法
直澆道-內(nèi)澆道澆注系統(tǒng)的缺點(diǎn)是直澆道太長,金屬在充型過程中易產(chǎn)生流動不平穩(wěn),卷入氣體。若縮短直澆道長度,則會大大降低鑄件出品率。真空凝殼爐澆注鈦鑄件,由于其澆注速度太快,連接在直澆道上的排氣孔根本起不了排氣作用,因此必須采用開放式的排氣系統(tǒng)。
根據(jù)以上分析的情況,對機(jī)封壓蓋的熔模組樹工藝進(jìn)行了改進(jìn)。改進(jìn)后的工藝用橫澆道-內(nèi)澆道式頂注澆注系統(tǒng),其各組元的比例為:ΣF內(nèi):ΣF橫:ΣF直=1:1.4:1.1。內(nèi)澆道用圓柱形狀,設(shè)在鑄件頂部。在底部連接了一段橫向的集氣槽,其與鑄件之間用φ20mm的通道連接。集氣槽既可以存集氣體,又可以保證模組的強(qiáng)度。
用鑄造模擬軟件對這種組樹工藝進(jìn)行了模擬澆注,結(jié)果顯示:金屬液先充入橫澆道和中間的鑄件,然后充滿其他鑄件,最后將氣體全部排入了底部的集氣槽內(nèi)和橫澆道的頂部。集氣位置如圖6所示。
根據(jù)模擬結(jié)果,型殼制作完成后,在圖6所示的集氣位置,打φ4mm的排氣孔,這些孔在澆注時(shí)可以使鑄件內(nèi)的氣體及時(shí)順利排出至型腔外。由于真空凝殼爐熔煉鈦合金低的過熱度,以及鑄型的加熱溫度不是很高,鈦液在通過φ4mm的出氣孔時(shí)會迅速凝固,所以金屬液不會通過排氣孔流出鑄型外。
經(jīng)過以上的工藝改進(jìn)后,機(jī)封壓蓋鈦鑄件的氣縮孔缺陷大大減少,鑄件質(zhì)量明顯提高。
4.結(jié)語
(1)鈦合金鑄造由于其本身易產(chǎn)生氣體的特點(diǎn),使得在鑄造過程中必須考慮型腔內(nèi)氣體的順利排出。
(2)熔模精密鑄造過程,在型殼上打開放的排氣孔,有利于氣體順利排出,是防止鈦鑄件氣縮孔缺陷的有效方法。
(3)經(jīng)過多次試驗(yàn)和生產(chǎn)驗(yàn)證,在精鑄型殼集氣部位打排氣孔的方法能夠有效解決熔模鑄造鈦鑄件氣縮孔問題。
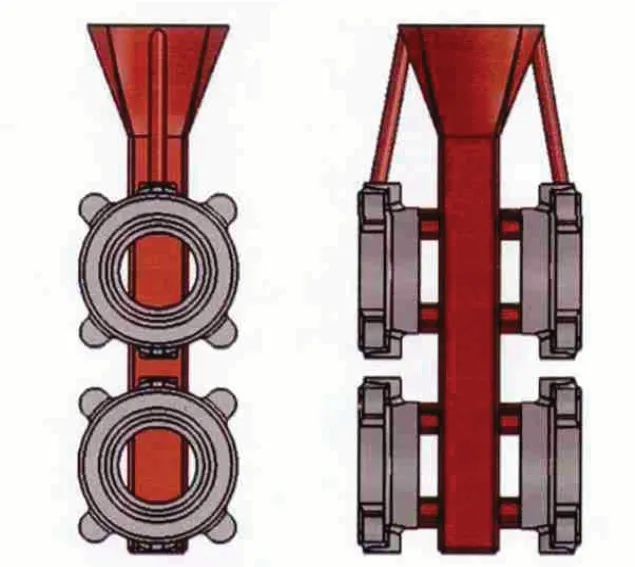
圖4 側(cè)注式組樹方案
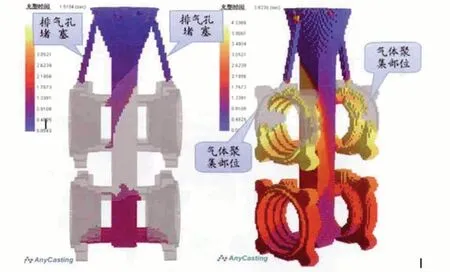
圖5 模擬澆注過程
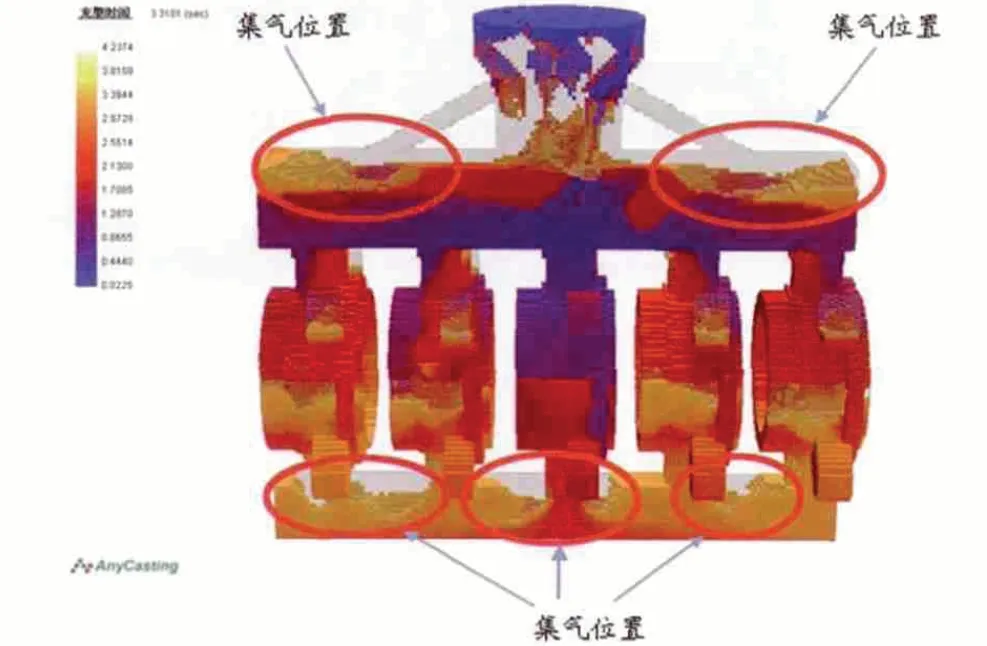
圖6 鑄件集氣位置
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
