機器人視覺技術在電路貼裝生產中的應用研究
2014-12-18 08:03:58劉振國曹云翔金武飛
制造業自動化 2014年19期
劉振國,曹 翀,郭 瑞,曹云翔,金武飛
(北京機械工業自動化研究所,北京 100120)
0 引言
在電子產品大規模貼裝生產中,主流生產方式是采用貼片機,但是貼片機目前無法實現腔體類工件內部的貼裝與檢測。隨著機器視覺技術日趨成熟,因其獲取的信息量大、更直接反應工件的位置偏差狀況[1],將其與機器人集成一體,這為上述問題提供了有效的解決途徑。因而在實現機器人智能化貼裝的過程中,如何將視覺技術與機器人技術準確、可靠集成,使圖像分析結果參與機器人的控制決策[2]是解決此問題的關鍵。從某種程度上講,二者融合是衡量設備智能化水準的一個主要標志。
1 貼裝機器人系統構成與功能
通常機器人與視覺系統搭建的智能工作站,根據視覺系統安裝的位置不同,主要可歸結為以下兩種[3,4]:
1)移動式:視覺系統直接安裝在機器人法蘭上,與執行手爪設計為一體。該系統的典型特點是柔性更大,借助機器人的可達半徑,在較大范圍內可對不同工件進行識別定位,特別適合裝配貼裝領域。
2)固定式:視覺系統安裝在外部機架上,不直接安裝在機器人上。該系統的典型特點是特別適合機器人僅作為準確拾取工件的場合。與移動式相比,若達到既準確拾取又精確裝配的目標,通常需配置多臺固定相機且分布在不同位置,故投資成本較大。
針對腔體類工件貼裝的典型問題,本文構建了一套移動式視覺導引機器人系統,主要由1臺6軸工業機器人,1套Cognex視覺系統,1支可控LED光源,1套機器人專用手爪,1套PLC控制系統等組成,其中機器人末端工具如圖1所示。基于本系統,可實現如下關鍵功能:
1)自動計算各電路位置偏差,準確地定位電路并可識別電路;
2)將偏差準確轉化為機器人的運動補償量,可靠地抓取電路;
3)自動計算殼體位置偏差,將電路準確地貼裝到殼體內部;
4)對貼裝后各電路的相對位置進行AOI檢測與判斷。
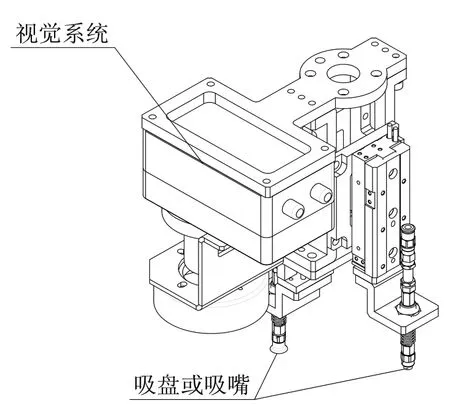
圖1 機器人末端工具
2 系統關鍵技術分析
2.1 坐標系標定
機器人側坐標系應合理選取殼體與電路的特征位置,通過示教準確建立工件坐標系,本文建立的坐標系如圖2(a)所示。相機側主要是指相機坐標系的建立與參數標定,本文選用2mm靶紙進行標定,結果如圖2(b)。注意工件坐標系方向須與相機坐標系x、y方向一致。
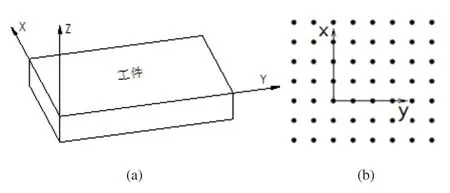
圖2 工件坐標系與相機坐標系標定
2.2 圖像信息處理
圖像信息處理是本系統的核心,直接關系到系統的貼裝精度。在盡可能保證獲取高質量灰度圖像的前提下,充分利用圖像預處理、圖像分割與增強、特征提取等手段,提取所需特征信息。需要強調的是,在獲取圖像前要充分考慮實際工件背景,選取合適的背光[5]。本案中工件為鋁合金殼體,電路為深棕色附金色印制線,綜合分析后選用白色背光。獲取的電路與工件圖像如圖3所示。
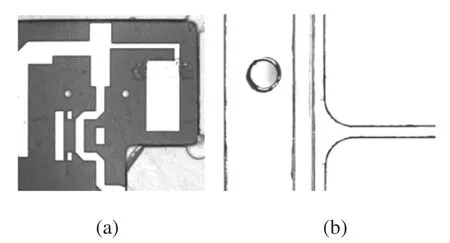
圖3 電路與殼體原始圖像
處理電路圖像前,必須要確定所提取的特征信息(本例中為兩線交叉點),圍繞此特征進行分析處理。先建立一個搜索定位模板,模板選擇時必須取一個能代表此種電路的唯一性圖案。模板選定后,對獲取的一幀圖像可快速準確地搜索到感興趣的窗口區域。待窗口確定后,為進一步提高圖像處理的效率,同時結合圖像的自身特點,在此窗口中進一步分割小窗口。對本案而言擬提取的特征信息為電路的線性偏差與角度偏差,因此可選定電路的一個直角區域作為識別特征即可得到上述偏差。其中兩個直角邊的交點可確定電路的線性位移量偏差,任一直角邊與坐標軸的夾角可以確定電路的角度偏差。電路圖像的處理流程如圖4所示,實際處理結果如圖5、圖6所示。
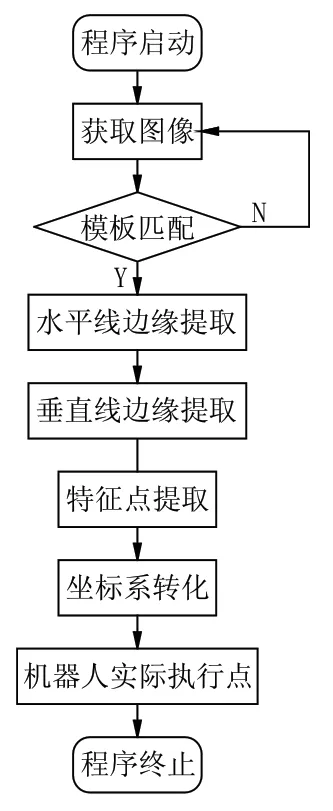
圖4 視覺圖像處理流程
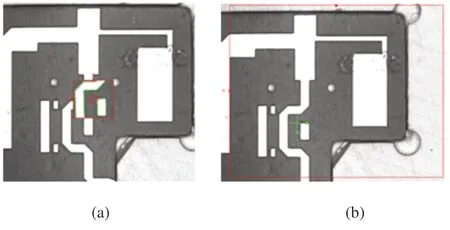
圖5 建立匹配模板與定義搜索區域
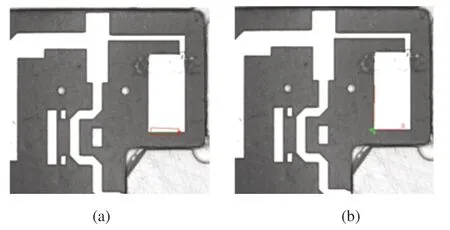
圖6 水平邊與特征點提取(交叉點)
其中,圖6(a)沿白到黑方向搜索,篩選特定散點灰度圖像,通過最小二乘原理擬合出最優直線y =kx +b,設圖像像素點為(xi,yi)。為求得k、b,根據數學原理,須使:

最小,即 φ(k ,b)分別對k、b求偏微分,且滿足:
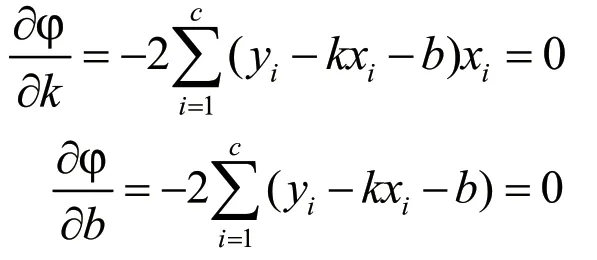
便可擬合出所需水平直線。垂直直線提取與此類似,不再贅述。圖6(b)可由前述的兩條直線計算出交點坐標,并給出一條直線相對于x軸的角度。
獲取殼體的偏差信息,亦與電路側類似,機器人持視覺系統運動至殼體上方獲取圖像,圖像處理后,將處理結果通過坐標系轉化,即可對電路原放置點進行修正。實際處理結果如圖7所示。
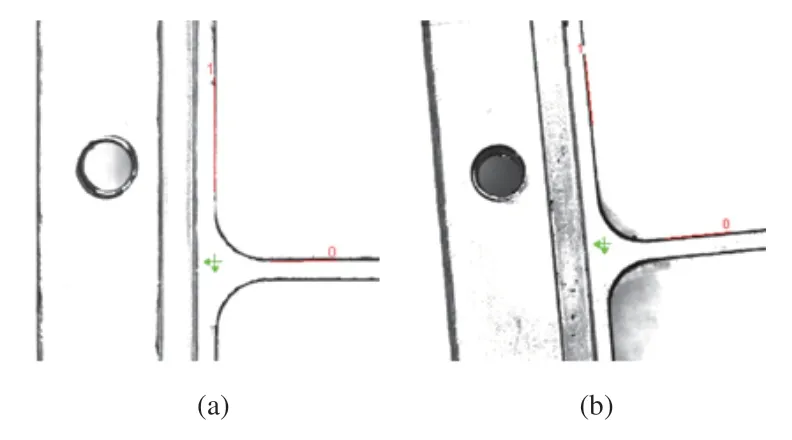
圖7 殼體處理結果
2.3 坐標系轉化
因只涉及工件平面拾取,對于z向偏差不敏感,所以標準工件坐標系可歸結為Cw0(xw0,yw0,aw0),其中xw0、yw0、aw0分別代表工件xy平面線性位移與角度偏差,示教機器人時先對標準工件坐標系進行歸零化處理,xw0=0,yw0=0,aw0=0。
視覺獲取的標準工件坐標系為Cv(xv,yv,av),假定視覺標定的轉化關系為V,則Cv(xv,于是,工件的實際拾取坐標系Cw(xw,yw,aw)變為:
假定機器人工具坐標系為T,電路側工件坐標系為Cwchip,殼體側工件坐標系為Cwshell,則應在Cwchip與T坐標系下,示教電路拾取點Ppick;在Cwshell與T坐標系下,示教電路在殼體中的放置點Pput。
對于圖6(b),視覺系統提取電路的特征點位置偏差Cv(847.835pixel,755.332pixel),角度偏差359.798°,經過坐標轉化,電路坐標系的偏差應為ΔCwshell(6.579mm,-1.821mm),角度偏差359.798°。同樣,圖7(a)中提取殼體的特征點位置偏差Cv(705.825pixel,984.467pixel),角度偏差0.568°,經過坐標轉化,殼體坐標系的偏差應為ΔCwshell(2.734mm,-4.732mm),角度偏差0.568°。
2.4 成品AOI檢測
殼體內電路貼裝完畢后,為提高系統的智能化水平與自診斷能力,需對貼裝的電路進行初步AOI達標檢測,主要檢測電路相對于殼體的位置度。檢測前,須先確定一個參考基準,本例選取殼體上的兩個螺紋孔,建立兩孔圓心的連線,以此作為檢測基準線,檢測原理如圖8所示。
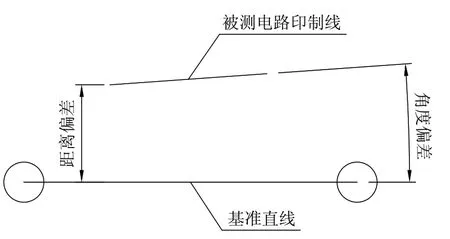
圖8 AOI檢測原理
選取上方電路的一條水平印制線,計算此線特定端點離基準直線間的距離,以此作為位移偏差;計算此線與基準直線的夾角,以此作為角度偏差。通過統計分析,設定合理的距離與角度經驗閾值,超過此閾值為貼裝合格,反之為不合格并報警。下方電路檢測與上方相同,且可通過一次拍照,判定兩個電路的貼裝質量,識別效率高。實際處理結果如圖9所示。
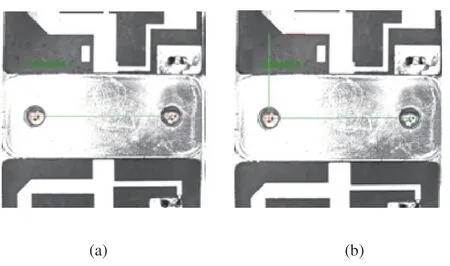
圖9 建立基準線與計算上方電路位置度
2.5 錯誤處理
電路拾取可能出現的問題主要是電路印制條紋存在瑕疵、電路在料盤中錯放、料盤當前位置電路空缺等,機器人持視覺系統移至料盤上方拾取電路前,先對當前電路進行模板對比,即可對上述問題反饋,并及時報警,但機器人無法主動糾正上述偏差。
貼裝過程可能存在的主要問題是殼體初始位置超差、殼體反光嚴重等,其中位置超差系統無法主動糾正,殼體反光問題可通過視覺系統進行自適應曝光控制來解決。
3 結論
通過生產線反復試生產,文中構建的機器人視覺系統在電路自動貼裝生產中發揮了重要作用,結合工件特點設計的各類圖像處理算法較好適應了圖像處理的需求,解決了以往實際生產中全部依靠手工操作的問題,提高了生產效率,優化了生產工藝,改善了生產環境。特別是視覺技術與機器人技術的成功引入,為提升行業自動化水平具有重要借鑒意義。
[1]顏發根,劉建群,陳新,丁少華.機器視覺及其在制造業中的應用[J].機械制造,2004,42(11):28-29.
[2]倪受東,劉洋,袁祖強.機器人視覺伺服綜述[J].機床與液壓,2007,35(9):227.
[3]黃孝明,陳錫愛.應用于自動化生產線的視覺機器人系統[J].可編程控制器與工廠自動化,2005,12:104.
[4]黎志剛,段鎖林,趙建英,畢友明.機器人視覺伺服控制及應用研究的現狀[J].太原科技大學學報,2007,28(1):25.
[5]顧寄南,樊帆,關號兵,陳艷,沈巍.上下料機器人視覺控制系統的研究[J].機械設計與制造,2013,8:150.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
