刀具涂層對42GrMo鋼切削性能的影響研究
2014-12-18 08:04:32張法光
制造業自動化 2014年24期
張法光,黃 勤,張 磊
(貴州大學 機械學院,貴州 550025)
0 引言
近年來,隨著石油機具產品向著多品種、小批量方向發展,產品的開發周期、生產周期越來越來短,因而對產品的材料性能和加工技術要求越來越高。由于42GrMo鋼具備強度高,淬透性高,韌性好,淬火時變形小,高溫時具有高的蠕變強度與持久強度,價格低廉等優點,使其成為制造石油機具重要的金屬材料之一[1,2]。某石油機械公司的石油機具產品零件中廣泛采用42GrMo鋼,由于其零件具有加工直徑和長度尺寸較大的特點,為提高加工效率,加工過程中常出現刀具磨損現象嚴重的情況,刀具使用壽命很短。為了實現高效加工要求,本文以有限元軟件DEFORM-3D為平臺,對涂層硬質合金車刀車削42GrMo合金鋼的切削過程進行動態數值模擬,對兩種不同涂層的硬質合金車刀在車削42GrMo合金鋼時其切削力、切削溫度的變化進行分析比較,得出了較適宜車削42GrMo合金鋼的硬質合金刀具涂層。
1 建立有限元模型
在彈塑性變形時國際上通常采用Johnson-Cook本構模型[3]。本文中工件在受到刀具作用時先發生彈性變形,而后切削力達到一定數值發生塑性變形,因此采用DEFORM-3D軟件自帶的Johnson-Cook本構模型對42GrMo鋼進行切削仿真可以很好地接近實際切削,減少切削試驗次數。
本文采用山特維克可樂滿涂層硬質合金刀具對直徑為200mm的42GrMo鋼進行切削仿真。根據刀具使用手冊選定合適的刀具結構尺寸,在SolidWorks軟件中建立車刀的三維模型,然后將其導入DEFORM-3D中建立有限元分析模型。以下是DEFORM-3D的Machining[Cutting]模塊預處理設置:
1)工作條件設定。機械加工類型為車削,單位標準SI。轉速n為600r/min,其對應切削速度VC為170m/min,進給量f為0.2mm/r,背吃刀量為0.5 mm。環境溫度為20℃,刀具涂層為Al2O3時摩擦系數為0.55,涂層為TiN-Al2O3-TiCN 時摩擦系數為0.4,熱導率為62W·m-1·℃-1。
2)刀具參數設定。選用兩種不同涂層的硬質合金刀具,一種涂層是厚度為14μm的TiN-Al2O3-TiCN復合層,另一種涂層是厚度為14μm的Al2O3單層。刀具網格劃分數為10000個。硬質合金YT15基體的性能參數如表1所示,涂層的性能參數如表2所示。
3)工件設定。工件材料為42GrMo,屬性為塑性,外圓車削模型,直徑為90mm,旋轉角度為90°,網格劃分數為10000個。42GrMo鋼的物理力學性能如表3所示。
4) 仿真條件設定。運算步數為2000步,每25步存儲一次,切削終止角度為95°。
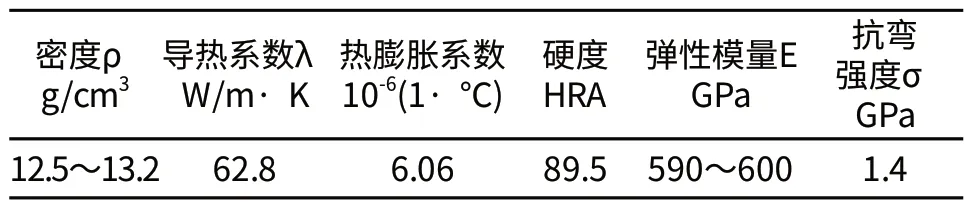
表1 YT15基體的物理力學性能參數
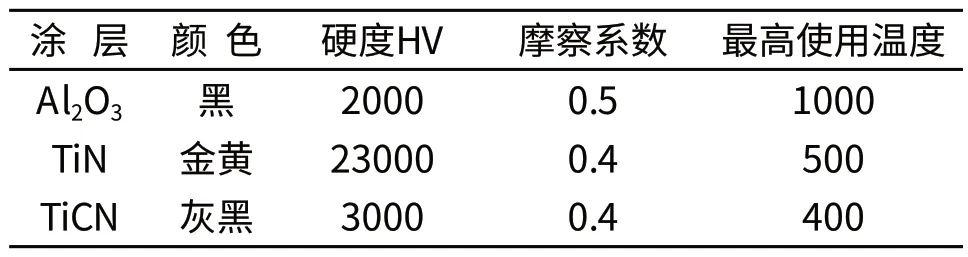
表2 涂層的物理性能參數
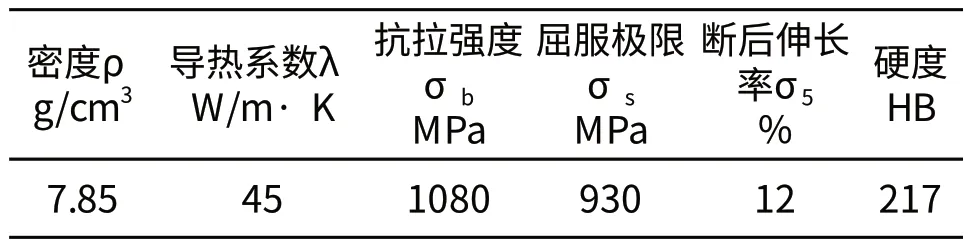
表3 42GrMo鋼的物理力學性能
2 仿真結果及分析
2.1 切削力仿真結果及分析
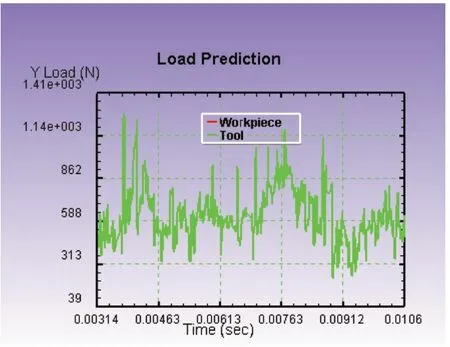
圖1 切削力隨時間變化曲線
切削力隨時間的變化的模擬仿真結果如圖1所示。車削過程中,切削力在一恒定值的上下波動,這與實際切削過程中切削力的變化是一致的。切削力主要來源于被加工材料對彈塑性變形的抗力和刀具與工件之間的摩擦力[2]。刀具在剛接觸工件時,工件材料先產生彈性變形,繼而內部晶格進行滑移發生塑性變形,切削力增大,當切削刃附近工件材料的剪應力超過其強度極限時,切削力達到最大,隨著材料被剝離,切削力又會隨之降低。此過程周而復始,因而切削力在一定的范圍內波動。取切削力的穩態部分求均值[3],經計算得到:采用復合層TiN-Al2O3-TiCN涂層的硬質合金車削時,切削力為806N;采用單層Al2O3涂層硬質合金車削時,切削力為822N,兩者切削力大小相差1.95%,由此可知涂層對切削力的影響并不明顯。
2.2 切削溫度仿真
切削溫度是影響刀具耐用度的主要因素之一。降低切削過程中的切削溫度,對提高刀具耐用度和表面加工質量具有重要意義。對兩種涂層刀具車削過程的溫度場仿真分析結果如圖2、圖3和表4所示。
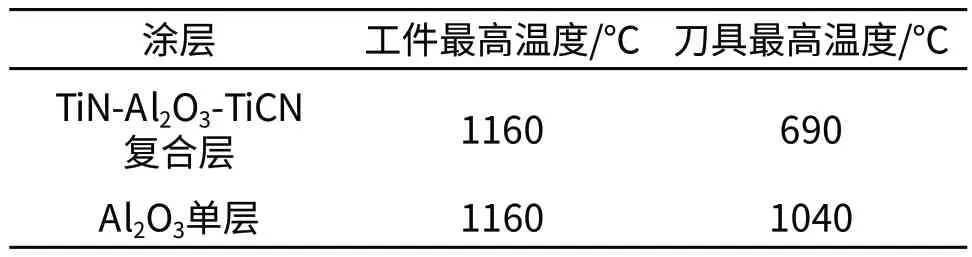
表4 刀具及工件最高溫度

圖2 刀具溫度場云圖
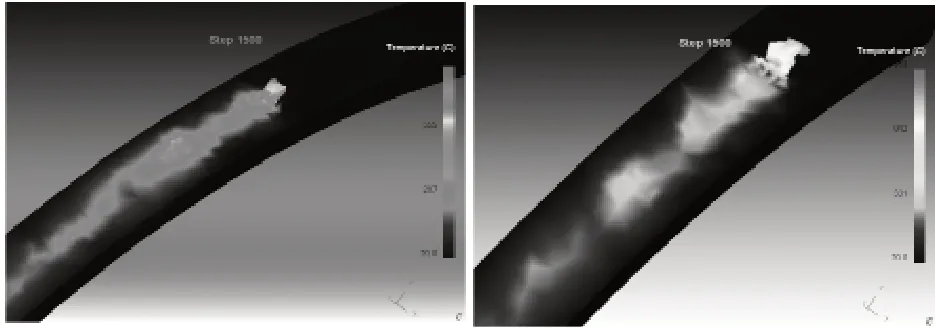
圖3 工件溫度場云圖
由表4可以看到,兩種涂層刀具在切削過程中溫度相差很大,復合涂層刀具的最高溫度為690℃,單層涂層刀具的最高溫度為1040℃,復合涂層刀具比單層涂層刀具的最高溫度低33.65%。由刀具的溫度場云圖可以看到,刀具的最高溫度是位于離刀刃有一定距離的地方,即位于第二變形區。刀具的熱量主要來源于克服刀屑摩擦做功和切屑與工件間的熱傳遞[2]。由于TiN-Al2O3-TiCN復合層的外層TiN的摩察系數小,中層Al2O3的導熱系數小,刀屑之間的摩擦小,切屑上的熱量不容易傳到刀具上,所以復合涂層刀具的切削溫度較低。又由于涂覆Al2O3可提高刀具的抗粘附和耐磨損性能,涂覆TiCN可提高刀具的耐磨損性能,使得復合涂層刀具的耐用度和切削質量明顯優于單層Al2O3涂層刀具。
兩種車削條件下工件的最高溫度相等,為1160℃。
3 結論
從以上有限元仿真結果可以得到如下結論:
硬質合金刀具的涂層在切削42GrMo鋼時,對切削力的影響不大。
TiN-Al2O3-TiCN復合層涂層刀具的最高溫度比單層Al2O3涂層刀具的最高溫度低33.65%左右,為保證刀具耐用度和切削加工效率,在選用較高切削速度切削42GrMo鋼時,采用TiN-Al2O3-TiCN復合涂層刀具較好。
[1]扈延光,于榮莉.熱處理制度對42GrMo鋼缺口拉伸性能的影響[J].金屬熱處理,1997(2):24-34.
[2]楊漢高,侯惠君,劉仲武,等.42GrMo鋼等離子氮碳共滲厚化合物層工藝及組織性能[J].金屬熱處理,2012,37(12):10-13.
[3]Thakur D G.Study on the machinability characteristics of superalloy Inconel718 during high speed turning [J].Materials and Design,2008,7(11):l-6.
[4]盧秉恒.機械制造技術基礎[M].北京:機械工業出版社,2007年12月.
[5]朱茹敏,紀蓮清,劉書鋒.基于Deform_3D切削鎳基合金的有限元仿真研究[J].鑄造技術,2012,33(11):1353-1355.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
