切削加工表面粗糙度的預測模型與參數優化
2014-12-18 08:04:00韓興國祖曉琳
制造業自動化 2014年20期
關鍵詞:模型
韓興國,祖曉琳
(內蒙古科技大學 經濟與管理學院,包頭 014010)
0 引言
切削加工表面粗糙度主要取決于切削殘留面積的高度,切削速度,背吃刀量等[1]。而影響切削殘留面積高度的因素主要包括:刀尖圓弧半徑,主偏角,副偏角及進給量等[2]。而刀尖圓弧半徑,主偏角,副偏角都由刀具決定,所以進給量(f)、切削速度(v)、背吃刀量(ap)是影響粗糙度的主要切削參數。故本文選取粗糙度為試驗指標,選取以上三只能夠切削參數為影響因素。
響應曲面法是一種實驗條件尋優的方法,適宜于解決非線性數據處理的相關問題,它包括了試驗設計、建模、模型檢驗及尋求最佳組合條件等實驗和統計技術[3]。響應曲面法按方法可分為中心復合試驗設計(CCD)和Box-Behnken試驗設計。而中心復合試驗設計又根據軸向點α的取值分為中心復合序貫設計(CCC),中心復合有界設計(CCI),中心復合表面設計(CCF)。對于中心復合表面設計(CCF)就是取α=1,這時在沒有改變立方體原來的點的設置的前提下將軸向點設在了立方體的表面上。在CCF設計中每個因素的取值水平只有3個(-1,0,1),而一般的CCD設計,因素的水平是5個(-α,-1,0,1,α),這在更換水平較困難的情況下是有意義的。CCF設計的劣勢是失去了旋轉性。但保留了序貫性,即前一次在立方點上已經做過的試驗結果,在后續的CCF設計中可以繼續使用,可以在二階回歸中采用。故本文采用中心復合表面設計。
1 粗糙度預測模型
表面粗糙度預測理論模型是通過對表面粗糙度的形成過程進行研究,分析各因素對表面粗糙度的影響,建立表面粗糙度的預測模型,實現對表面粗糙度的預測[4]。
1.1 試驗準備
試驗時使用的車床為國產C5112單柱立式車床,該車床的主軸最高轉速為200r/min,總功率為18KW,最大進給量為0.38mm/r。工件是法蘭盤,加工直徑為466mm,加工材料為ZCUAl10Fe3(硬度>980HB)的鑄造銅合金,此材料具有高的力學性能,耐磨性和耐腐蝕性能好。刀具選擇YT15,硬度大于91HRA的刀具。在試驗中整個加工系統處于穩態,不研究刀具材料和參數對切削力和表面粗糙度的影響。
1.2 試驗設計
文章進行試驗的目的是建立粗糙度的預測模型,并驗證模型的正確性。使得在實際生產中可以優化個加工參數,減少調試次數,減少次品的生成。
文章采用中心復合表面設計,α=1,為了滿足預測值都有一致均勻精度,三個因子的試驗點數為:立方體點8個,軸向點6個,中心點6個。設定進給量f為x1;切削速度v為x2;背吃刀量ap為x3。本試驗為三因素、三水平,如表1所示。
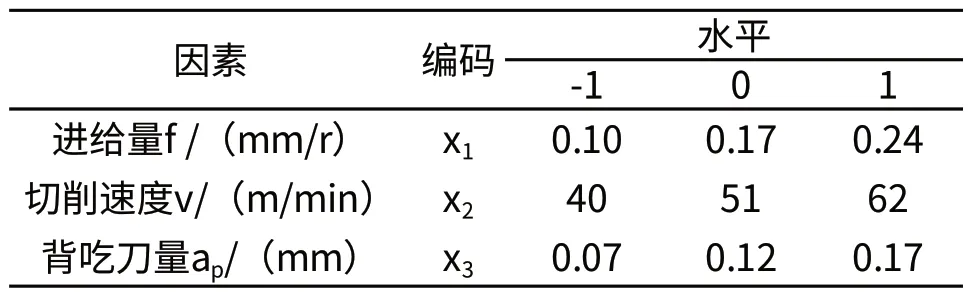
表1 切削因素水平編碼表
響應曲面法采用多元二次回歸方程來擬合因素與響應值之間的函數關系故,文章有三個切削參數,故文章的表面粗糙度與切削參數之間的關系如式(1):

式中Y為表面粗糙度估計值;Ra為表面粗糙度;β為試驗誤差,bi(i=1,2,…,9)為系數的估計值;xi(i=1,2,3)為切削參數編碼。
1.3 試驗結果及分析
根據中心復合表面設計(CCF)試驗點計劃表,進行20次試驗,得試驗結果如表2所示。
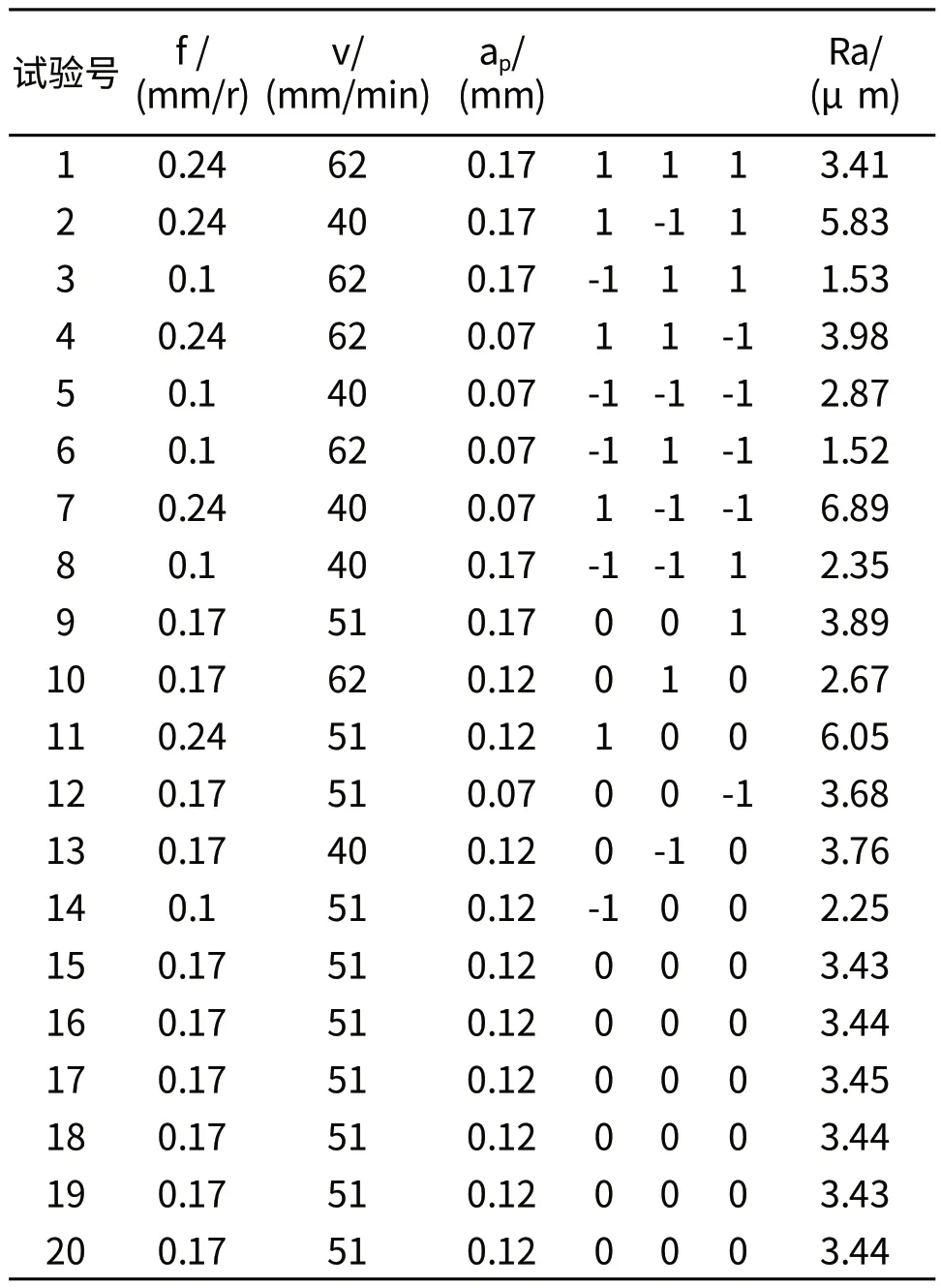
表2 試驗結果
根據試驗結果,用minitab軟件擬合選定的模型,運用最小二乘法,得到公式(1)的系數,如公式(2)所示。
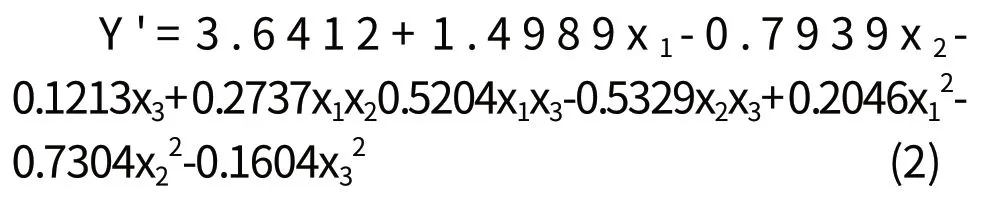
分析式(2)的有效性,得到方差分析如表3所示。殘差平方即回歸方程之決定系數R2=0.9338,非常接近1,故回歸方程很顯著。F對應的概率P接近0,α=0.05,P<α,拒絕H0,回歸模型成立。

表3 方差分析表
故用響應曲面法得到的粗糙的預測模型如式(2),根據響應模型可以得到兩兩交互作用下的切削參數對粗糙度的影響,如圖1所示。

圖1 響應面模型
分析響應曲面法的曲面圖,從圖1(a)中可以看出在切削速度和背吃刀量的共同作用下對粗糙度的影響并不顯著;從圖1(b)可以看出粗糙度與進給量呈正相關關系,而背吃刀量對粗糙度基本沒有影響;從圖1(c)可以看出粗糙度與切削速度呈負相關關系,及切削速度增大,粗糙度減小。
在進行實際生產中,可將各加工參數的值所對應的水平值帶入模型中,即可得到該切削參數組合下的表面粗糙度的估計值,從而判斷該切削參數組合是否符合生產工藝要求。
2 參數優化
模型可以用來預測粗糙度,減少生產過程中的調試次數,但對于提高生產效率卻并不顯著,從響應曲面法得出的曲面圖也不能形象的看出各切削參數對粗糙度的影響大小,故在在進行參數優化時分析各切削參數的效應和邊際效應來判斷各切削參數對表面粗糙度的影響。
擬合出各因素對表面粗糙度值的二次回歸擬合曲線(圖1),并得到各單因素子模型的回歸方程:
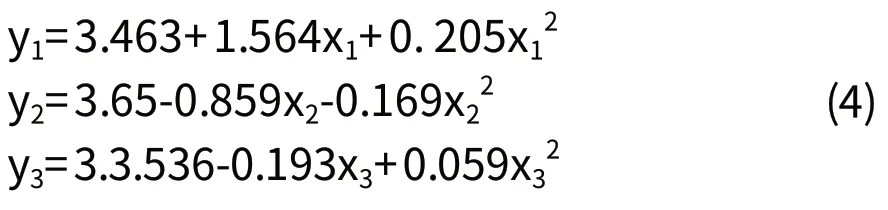
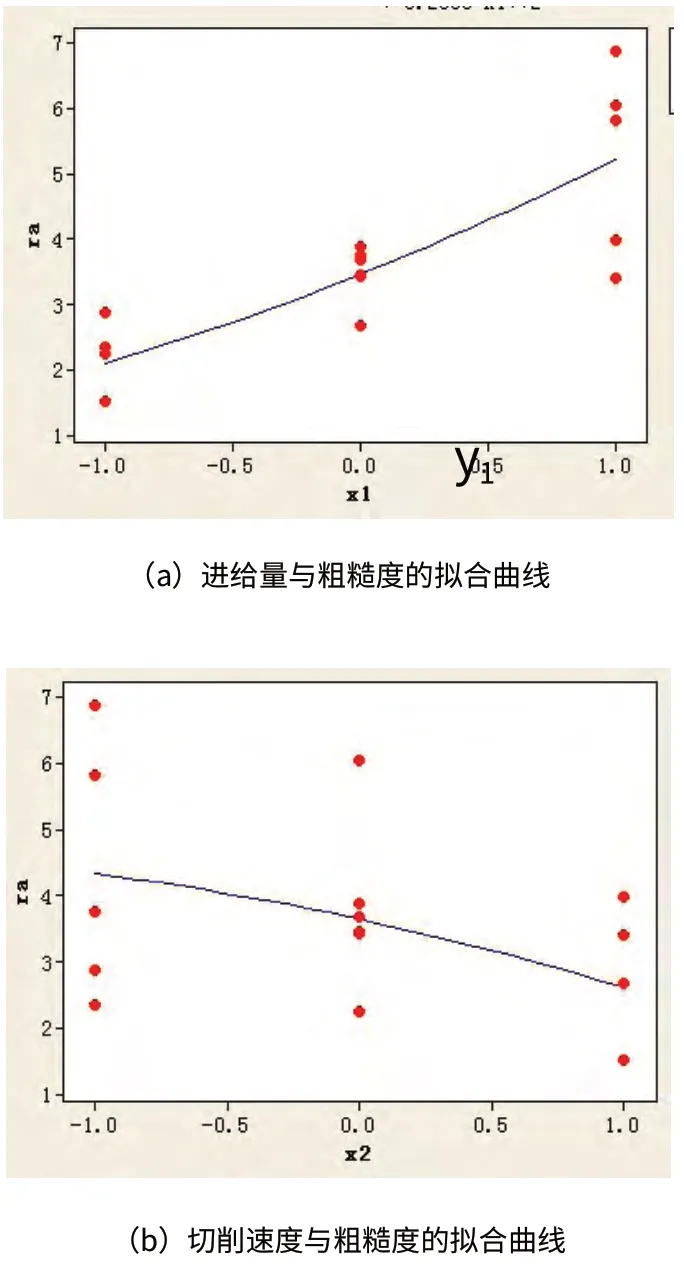
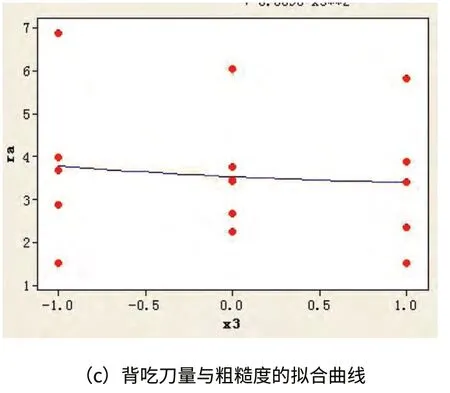
圖2 表面粗糙度與各切削參數之間的擬合曲線圖
從圖2可以得到和圖1一樣的結論,但圖2還不能形象的看出各因素對表面粗糙度影響程度的大小,故對方程(4)分別對各自因素求導,得出各因素在不同水平下表面粗糙度的邊際方程(5),并畫出邊際效應圖(圖3)。
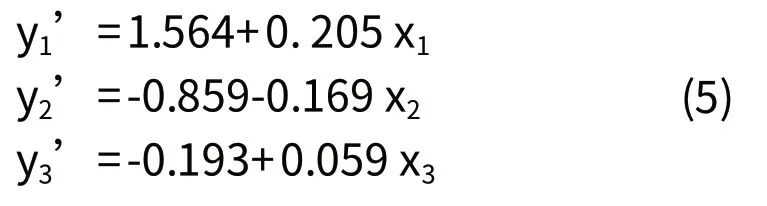
圖3 各切削參數的邊際效應圖
從各切削參數的邊際效應圖(圖3)可以看出進給量和切削速度對加工零件的表面粗糙度的影響最大,并且切削深度對粗糙度的影響很小。這三個參數對粗糙度影響程度按從大到小的順序為:進給量(f)>切削速度(v)>背吃刀量(ap)。
機械產品單間的生產時間主要包括三部分,即準備時間、加工時間和刀具更換時間。而單件生產成本由五種成本因素組成:1) 準備費用;2) 切削費;3) 換刀費;4) 刀具費與折舊費;5) 經常費。可見無論從生產時間和生產成本來看,刀具的壽命都會影響幾下加工的生產效率,故本文從切削用量對刀具的壽命的影響入手,在保證粗糙度的前提下,優化切削參數,提高刀具的使用壽命。本文是車床切削外圓,刀具的壽命公式為[5]:

式中d為工件直徑,L為工件長度,A為切削余量。在本文中d=466mm,L=π·d,A=2mm。刀具使用壽命的單位為小時。
從式(6)可以看出進給量,切削速度,背吃刀量都對刀具壽命有影響。而進給量對粗糙度的影響最大,為了保證粗糙度先選擇合適的進給量,本文在選定f=0.24mm/r的前提下,通過對切削速度和背吃刀量的優化來提高刀具壽命,背吃刀量的變化范圍比較小,故主要影響刀具壽命的切削因素是切削速度。對公式(6)和公式(2)做刀具壽命和粗糙的等值線圖,如圖4所示。
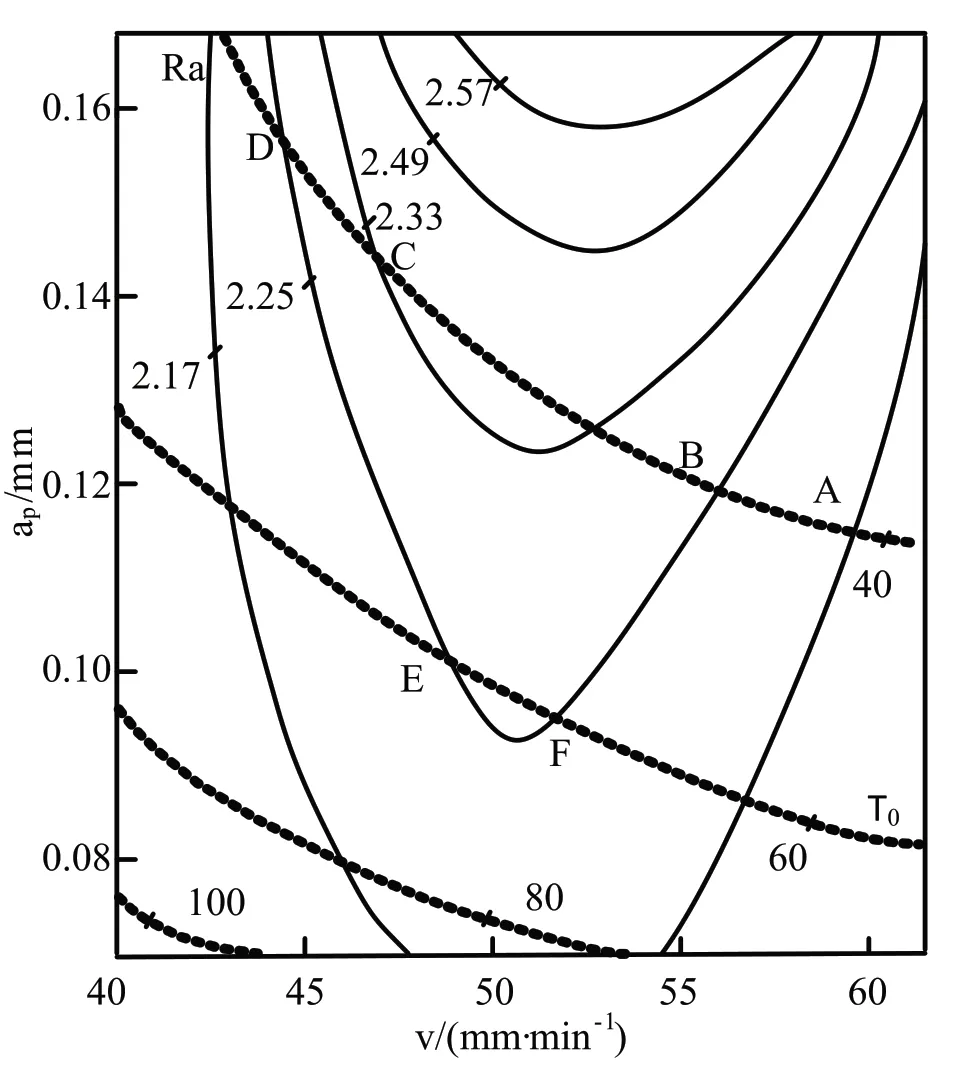
圖4 f=0.24mm/r時刀具壽命和粗糙度等值線圖
從圖4中看出當Ra=2.25μm時與刀具壽命的等值線圖交于B、D、E、F四點,這表明有四組切削參數可以使粗糙度為2.25μm,但這四組切削參數的刀具壽命卻不相同,E、F兩點的刀具壽命為60小時,B、D兩點刀具壽命為40小時。所以在保證粗糙的前提下我們可以選擇刀具壽命長的切削參數組合,這樣就減少刀具更換時間、換刀費、刀具費與折舊費等,從而減少加工成本,提高生產效率。故在實際生產中結合粗糙度預測模型、刀具壽命公式和實際加工條件,選擇最優的切削參數組合。
3 結論
1)響應曲面法能有效的對立式車床切削過程中影響因素較多的非線性切削參數建模,并且模型的顯著性好。
2)依據切削加工響應曲面模型和二次回歸擬合曲線可得:切削加工時進給量和切削速度對粗糙度的影響顯著,并且進給量對粗糙的影響大于切削速度對粗糙度的影響,而背吃刀量對粗糙度的影響不顯著。粗糙與進給量呈正相關性,切削速度與進給量呈負相關性。
3)通過粗糙度和刀具壽命的等值線圖,可形象的看出在同一粗糙度下可以有多組切削參數,這些參數直接影響刀具的使用壽命。因此可根據等值線圖,在保證粗糙度的前提下選擇可以使刀具壽命最長的加工參數,從而減少成本,提高生產效率。
[1]張坤領.車削零件表面粗糙度成因分析及降低措施[J].煤礦機械,2013(5):166-168.
[2]王先逵.機械制造工藝學[M].北京:機械工業出版社,2006.
[3]王濤,顏明,郭海波.一種新的回歸分析方法-響應曲面法在數值模擬研究中的應用[J].巖性油氣藏,2011(4):100-104.
[4]段春爭,郝清龍.切削加工表面粗糙度預測方法[J].組合機床與自動化加工技術,2013(8),4-7.
[5]陸劍中,孫家寧.金屬切削原理與刀具[M].北京:機械工業出版社,1993.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
