基于圖像處理和機(jī)器學(xué)習(xí)的船舶焊接缺陷識(shí)別技術(shù)
2014-12-19 08:35:18樊凌
艦船科學(xué)技術(shù) 2014年12期
樊 凌
(蘇州市職業(yè)大學(xué) 計(jì)算機(jī)工程學(xué)院,江蘇 蘇州215104)
0 引 言
在現(xiàn)代船舶制造業(yè)中,焊接技術(shù)發(fā)揮著至關(guān)重要的作用[1]。焊接技術(shù)的發(fā)展促使造船方法由“整體建造法”轉(zhuǎn)變?yōu)椤胺侄谓ㄔ旆ā保冗M(jìn)的船舶焊接技術(shù)操作簡(jiǎn)單、成本低,可以減少船體重量、提高船體密封性,從而有效地提高船舶制造的效率和質(zhì)量,降低制造成本[2]。而焊接質(zhì)量直接關(guān)系到船舶安全,由于焊接產(chǎn)品質(zhì)量問(wèn)題造成的事故屢見(jiàn)不鮮,據(jù)對(duì)船舶斷脆事故的調(diào)查分析,40%的事故由焊接接縫缺陷處開(kāi)始,因此,焊接質(zhì)量檢測(cè)越來(lái)越受到人們的重視。
傳統(tǒng)船舶焊接檢驗(yàn)可分為破環(huán)性檢驗(yàn)和非破壞性檢驗(yàn)2 種。破壞性檢驗(yàn)是指破壞局部焊縫或焊接接頭以查明焊接質(zhì)量的方法,非破壞行檢驗(yàn)是指采用探傷設(shè)備來(lái)發(fā)現(xiàn)缺陷的檢驗(yàn)方法。在船舶建造過(guò)程中,為了保證焊接構(gòu)件的產(chǎn)品質(zhì)量,依照國(guó)家相關(guān)規(guī)定,對(duì)焊縫必須進(jìn)行無(wú)損檢測(cè)。本文分別提出了基于深度信息的焊接缺陷特征提取方法,以及基于SVM 的焊接缺陷分類(lèi)識(shí)別方法。實(shí)驗(yàn)結(jié)果表明,本文提出的方法具有較強(qiáng)的魯棒性和較高的識(shí)別率。
1 圖像處理技術(shù)在焊接檢測(cè)中的應(yīng)用
1.1 焊接缺陷類(lèi)型
焊接是一種以加熱、高溫或者高壓的方式結(jié)合金屬或其他熱塑性材料(如塑料)的制造工藝及技術(shù),焊接缺陷是指焊接接頭的不完整性,及焊縫質(zhì)量不符合技術(shù)要求規(guī)定,在船舶建造業(yè)中,焊接缺陷主要包括兩大類(lèi),分別為外部缺陷和內(nèi)部缺陷。
1)外部缺陷
外部缺陷是指暴露于焊縫外表面,用肉眼或者低倍放大鏡可以看到。如焊縫尺寸不符合要求,常見(jiàn)的包括咬邊、焊瘤、弧坑、表面氣孔、表面裂紋等,相關(guān)圖例如表1 所示。
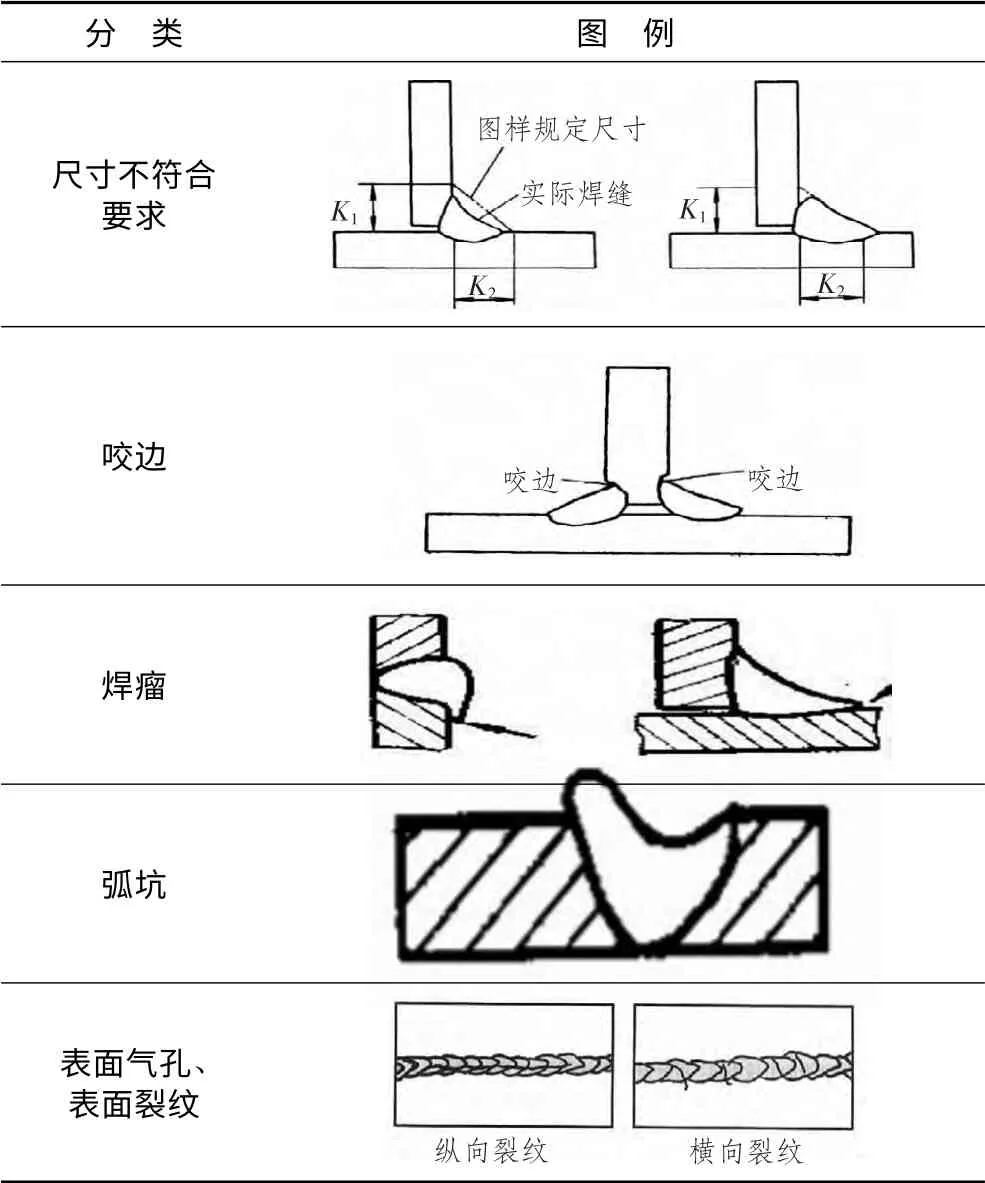
表1 外部缺陷Tab.1 External defect
其中,焊縫尺寸不符合要求是指焊縫外觀形狀寬窄不齊、高低不平、焊縫過(guò)寬或過(guò)窄、余高過(guò)高或過(guò)低、角焊縫單邊等;咬邊是指沿著焊趾的母材部位,由于焊接參數(shù)選擇不當(dāng),或者操作工藝不正確,使得電弧燒熔母材而形成凹陷或者溝槽,咬邊減弱了母材的有效面積和焊接接頭的強(qiáng)度,極易發(fā)生裂紋,導(dǎo)致結(jié)構(gòu)破壞;弧坑是指焊縫收尾處產(chǎn)生的下榻現(xiàn)象;焊瘤是指在焊接過(guò)程中,熔化的金屬流淌到焊縫以外的未熔化的母材上所形成的金屬瘤,又稱滿溢;在焊縫或熱影響區(qū)出現(xiàn)裂縫,用肉眼或放大鏡可以觀察到的稱為表面裂紋,殘留在焊縫表面的熔渣且植根于金屬內(nèi)部而不容易脫落的稱為表面夾渣,焊縫表面有小的空洞,或單個(gè)或連續(xù)的稱為氣孔或連續(xù)氣孔。
2)內(nèi)部缺陷
內(nèi)部缺陷位于焊縫的內(nèi)部,如未焊透、內(nèi)氣孔、內(nèi)部裂紋、內(nèi)部夾渣,詳細(xì)信息如圖1 所示。

圖1 內(nèi)部缺陷Fig.1 Internal defect
1.2 基于圖像的焊接缺陷提取與識(shí)別研究現(xiàn)狀分析
基于圖像的焊接缺陷檢測(cè)流程如圖2 所示。
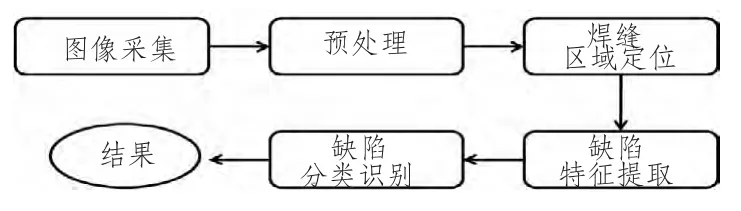
圖2 檢測(cè)流程Fig.2 Detecting process
國(guó)外對(duì)焊接缺陷的無(wú)損檢測(cè)技術(shù)研究比較早,目前在無(wú)損探傷、無(wú)損檢測(cè)、無(wú)損評(píng)價(jià)等方面都取得了較大的成果。在國(guó)內(nèi),隨著船舶工業(yè)的逐漸繁榮,越來(lái)越多的科研機(jī)構(gòu)和企業(yè)開(kāi)始關(guān)注焊接檢測(cè)技術(shù),許多研究成果也成功應(yīng)用到了生產(chǎn)實(shí)踐中。無(wú)損檢測(cè)技術(shù)主要分為4 類(lèi)[3],分別為:
1)激光檢測(cè)技術(shù)
激光技術(shù)在無(wú)損檢測(cè)領(lǐng)域的應(yīng)用開(kāi)始于1970年,主要包括激光全息檢測(cè)、激光超聲檢測(cè)等,該檢測(cè)技術(shù)可應(yīng)用近距離、高溫、表面超薄、超細(xì)的樣品檢測(cè)。
2)超聲檢測(cè)技術(shù)
該檢測(cè)技術(shù)具有適用對(duì)象范圍廣、缺陷定位準(zhǔn)確、檢測(cè)靈敏度高、成本低、對(duì)人體無(wú)傷害等特點(diǎn),是目前國(guó)內(nèi)外適用最為廣泛的檢測(cè)技術(shù)。
3)射線檢測(cè)技術(shù)
射線檢測(cè)技術(shù)主要應(yīng)用到工業(yè)生產(chǎn)中,主要包括射線膠片照相檢測(cè)技術(shù)、射線實(shí)時(shí)成像檢測(cè)技術(shù)、計(jì)算機(jī)射線照相檢測(cè)技術(shù)、數(shù)字平板射線成像檢測(cè)技術(shù)、工業(yè)CT 技術(shù)。
4)其他檢測(cè)技術(shù)
其他檢測(cè)技術(shù)主要是指金屬磁記憶方法和表面檢測(cè)技術(shù)。
通過(guò)對(duì)近年來(lái)公開(kāi)發(fā)表的研究成果的研究學(xué)習(xí),將具有代表性的缺陷檢測(cè)技術(shù)和方法進(jìn)行分析介紹。
1)缺陷區(qū)域定位
焊縫缺陷位置確定的方法主要有:①利用缺陷灰度變化特性;②多尺度濾波,去除背景;③S -T非線性灰度變法,在提高圖像清晰度和對(duì)比度之后,利用缺陷的線灰度波形梯度會(huì)發(fā)生2 次以上正負(fù)變化的特點(diǎn),確定缺陷位置;④基于形態(tài)學(xué)的濾波方法,例如多尺度形態(tài)學(xué)濾波框架下的固定閾值分割方法、形態(tài)學(xué)兩級(jí)分水嶺法等;⑤模糊聚類(lèi)法。
2)缺陷特征提取
缺陷特征提取的方法主要有:①曲線擬合,利用曲線擬合對(duì)異常波形建立數(shù)學(xué)模型;②基于空間對(duì)比度與空間方差;③利用遺傳算法確定焊縫的位置、官渡、長(zhǎng)度、角度等信息;④基于特征參數(shù),例如平坦性、對(duì)稱性、傾角、灰度分布等;⑤基于字典的概率松弛標(biāo)記法。
3)缺陷分類(lèi)識(shí)別
缺陷分類(lèi)識(shí)別的方法主要有:①k - 近鄰分類(lèi)器;②基于勢(shì)函數(shù)的分類(lèi)機(jī)制;③支持向量機(jī);④神經(jīng)網(wǎng)絡(luò);⑤最大期望方法。
雖然能夠應(yīng)用到焊接缺陷檢測(cè)的方法較多,但是能夠達(dá)到應(yīng)用水平的還有限,因此需要在圖像處理和機(jī)器學(xué)習(xí)等方面進(jìn)行深入的研究。
2 基于深度信息的焊接缺陷特征提取方法
在本文中,利用深度信息進(jìn)行焊縫區(qū)域的定位與分割。深度圖像具有不等候光源照射和物體表面反射特性的影響,并且不存在陰影,所以能夠準(zhǔn)確地表現(xiàn)物體目標(biāo)表面的三維深度信息。通過(guò)利用Kinect 獲取焊縫的深度信息,然后采用ISM 單目標(biāo)檢測(cè)法進(jìn)行焊縫區(qū)域提取。
Kinect 是微軟公司研制的一款體感外設(shè),它屬于一種3D 體感攝影機(jī)。在Kinect 中,共有3 個(gè)攝像頭,從左向右依次為紅外線發(fā)射器、RGB 彩色攝像頭、CMOS 紅外感應(yīng)設(shè)備。Kinect 通過(guò)連續(xù)光(近紅外線)對(duì)測(cè)量空間進(jìn)行編碼,在通過(guò)CMOS紅外感應(yīng)器得到編碼的光線,將數(shù)據(jù)傳遞給系統(tǒng)芯片PS1080 進(jìn)行解碼運(yùn)算,從而產(chǎn)生具有深度信息的圖像。焊縫深度圖像如圖3 所示。
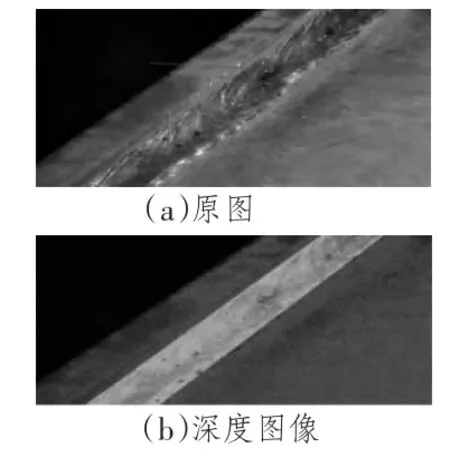
圖3 深度圖像Fig.3 Deep image
在獲取深度圖像后,首先對(duì)深度圖像進(jìn)行預(yù)處理,本文采用中值濾波算法。中值濾波是用一種非線性算法,目的是去除場(chǎng)景中存在德古拉噪聲點(diǎn),同事保留目標(biāo)邊緣信息。本文采用的5×5 鄰域窗口:

中值濾波后,在進(jìn)行膨脹和腐蝕操作,進(jìn)一步消除噪聲。預(yù)處理后,采用二維最大熵法進(jìn)行圖像分割,獲取焊縫缺陷區(qū)域。
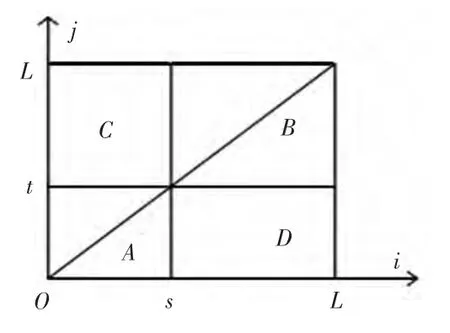
圖4 二維直方圖XOY 平面Fig.4 Two-dimensional histogram XOY plane
二維最大閾值分割算法是運(yùn)用點(diǎn)灰度和區(qū)域灰度特征來(lái)分離圖像中背景信息和目標(biāo)信息的方式[4]。
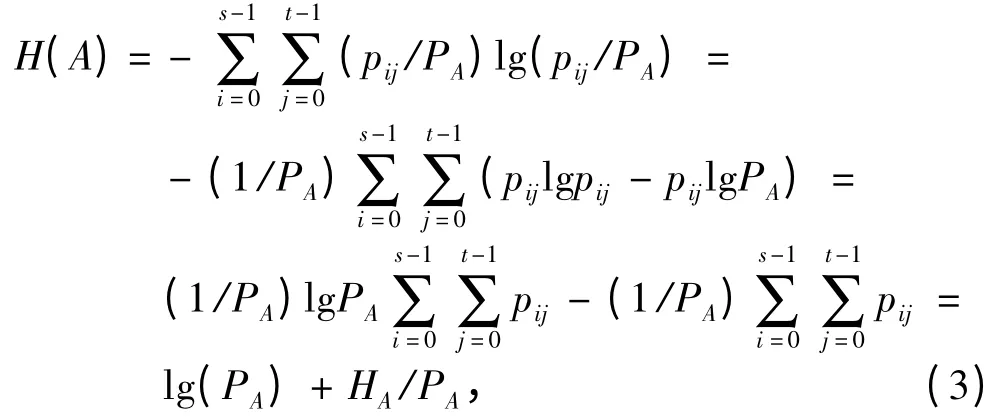
如圖4 所示,假設(shè)A 區(qū)和B 區(qū)具有不同的概率分布,用A 區(qū)和B 區(qū)的后驗(yàn)概率對(duì)各區(qū)域概率Pij進(jìn)行歸一化處理,使各分區(qū)熵之間具有可加性。如果閾值設(shè)在(s,t),則有:

定義離散二維熵為:

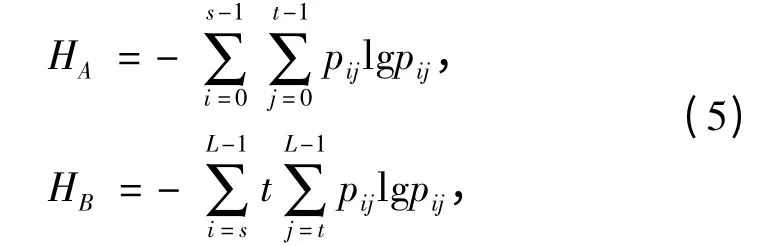
則A 區(qū)和B 區(qū)的二維熵分別為
同理,

其中,
由于C 區(qū)和D 區(qū)包含關(guān)于噪聲和邊緣的信息,概率較小,因此將其忽略不計(jì),即假設(shè)C 區(qū)和D 區(qū)的Pij=0,可以得到


熵的判別函數(shù)定義為
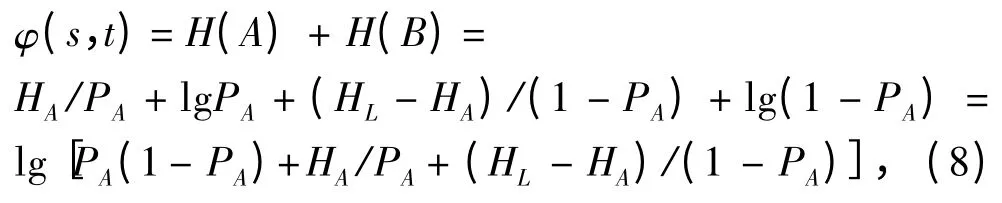
選取的最佳閾值向量滿足:

在焊縫區(qū)域分割是,A 區(qū)和B 區(qū)分別代表目標(biāo)和背景,C 區(qū)和D 區(qū)代表邊界和噪聲。焊縫區(qū)域提取效果如圖5 所示。
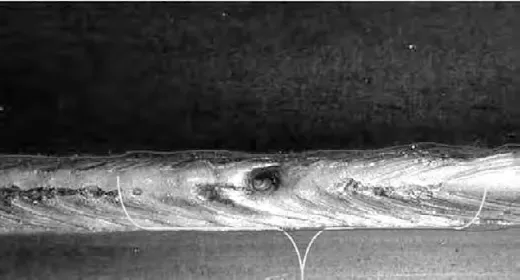
圖5 提取效果Fig.5 The extraction results
3 基于SVM 的焊接缺陷分類(lèi)識(shí)別方法
在本文實(shí)驗(yàn)樣本中,焊接缺陷主要包括氣孔、夾雜、未焊透、未熔合四類(lèi)。其中氣孔缺陷為43個(gè),夾雜缺陷為25 個(gè)、未焊透缺陷28 個(gè),未熔合缺陷16 個(gè)。由于樣本集為不平衡樣本,因此本文選取支持向量機(jī)理論進(jìn)行缺陷類(lèi)型的分類(lèi)識(shí)別。
支持向量機(jī)(SVM)是在統(tǒng)計(jì)學(xué)理論上發(fā)展起來(lái)的一種機(jī)器學(xué)習(xí)方法,它基于結(jié)構(gòu)風(fēng)險(xiǎn)最小化準(zhǔn)則,能夠在訓(xùn)練誤差和分類(lèi)器容量之間達(dá)到較好的平衡[5]。由于本文問(wèn)題是多分類(lèi)問(wèn)題,因此,采用基于二叉樹(shù)的SVM 方法。算法機(jī)構(gòu)如圖6 所示。
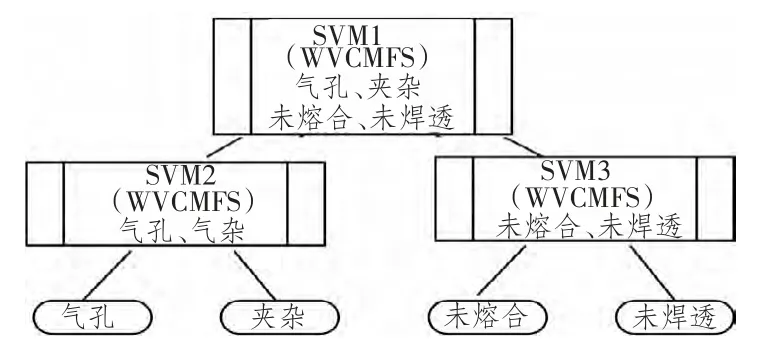
圖6 基于二叉樹(shù)的SVM 結(jié)構(gòu)Fig.6 The SVM structure based on binary tree
識(shí)別結(jié)果如表2 所示。

表2 識(shí)別結(jié)果Tab.2 Identify results
4 結(jié) 語(yǔ)
本文首先對(duì)焊接缺陷分離進(jìn)行介紹,然后對(duì)近年來(lái)有關(guān)焊接缺陷識(shí)別取得研究成果進(jìn)行分析歸納,最后提出基于深度信息和SVM 的船舶焊接缺陷識(shí)別方法。實(shí)驗(yàn)結(jié)果表明,該方法具有較好的識(shí)別率。
[1]郭澤亮.激光焊接技術(shù)在艦船建造中的應(yīng)用[J]. 艦船科學(xué)技術(shù),2005,27(4):81 -84.
[2]王冰,李勇.國(guó)外船舶焊接技術(shù)發(fā)展近況[J].艦船科學(xué)技,2009,31(5):156 -159.
[3]孫正.基于圖像的焊接缺陷提取與識(shí)別算法研究[D].中國(guó)礦業(yè)大學(xué),2010.
[4]LI Y X,MAO Z Y,TIAN L F,et al. A kind of twodimensional entropic image segmentation method based on artificial immune algorithm[C]//Proceedings of the 6thCongress on Intelligent Control and Automation,2006(2):10412 -10415.
[5]VAPNIK V N. An overview of statistical learning theory[J].IEEE Transactions on Neural Networks,1999,10(5):988 -998.
猜你喜歡
艦船科學(xué)技術(shù)(2022年14期)2022-09-22 03:07:40
船舶(2021年4期)2021-09-07 17:32:22
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學(xué))(2019年10期)2020-01-18 09:16:22
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13