包鋼無縫廠?159鋼管軋制管理系統分析
2014-12-19 01:46:26吳明宏劉建明王樂樂
制造業自動化 2014年17期
吳明宏,劉建明,王樂樂,趙 鑫,2,侯 鵬
WU Ming-hong1, LIU Jian-ming1, WANG Le-le1, ZHAO Xin1,2, HOU Peng1
(1.包頭鋼鐵公司無縫廠 信息化中心,包頭 014010;2.北京科技大學 數理學院,北京 100083)
0 引言
無縫鋼管的生產工藝極其復雜,以目前較為先進的PQF生產線為例,把鋼坯加熱到1200oC左右時(視具體材質),送到菌式穿孔機,配合導板和頂桿先在鋼坯上穿出一個孔,生成荒管,傳送到連軋機前,芯棒穿入荒管中,送入到連軋機中,軋輥在液壓系統的控制下逐一壓下,出連軋機后,經過脫管機,將芯棒拔出、回退,軋制出毛管,視工藝可選擇加入再熱爐,在經過張力減徑機,軋制出成品鋼管[1,2]。在以上的工藝中,影響最終成品鋼管的因素非常多,由于鋼坯在熱態時在軋制過程中會表現出一定的流動性,使得軋機和工具的配合非常重要,穿孔機的導板和頂桿的工藝外形尺寸如果設計不當,會出現外螺紋,內折、外折、鏈帶等質量缺陷。在連軋機的生產過程中,在荒管咬入前,軋輥處于打開狀態,當荒管到達相應的軋輥位置時,需要軋輥快速的以特定的壓下量壓下,由于下壓的軋制力非常大,軋機的機架可能會產生有一個微小的變形,在毛管的頭端會有壁厚增厚現象[3,4]。在張力減徑機上軋制鋼管時,鋼管端部離開第N機架但還沒有進入第N+1機架時,鋼管就沒有受到張力的作用,這就產生了鋼管的端部增厚。增厚嚴重時可能需要鋸切掉成品鋼管的25%。以上提到的各種工藝因素影響著鋼管生產的各個方面,如何在提高產量的同時穩定鋼管的質量并不斷加以提升,這是每個鋼管企業都會遇到的問題,包鋼在建設159生產線時選擇了CARTA(Computer Aided Rolling Technology Application,CARTA)計算機輔助軋制系統來解決這一難題。
1 CARTA系統介紹
CARTA系統涵蓋了整套159生產線,包括RHF環形爐,CTP錐形穿孔機,PQF高效優質精軋機,RF再加熱爐,SRM張力減徑機,CB冷床等關鍵設備。該系統可以分成兩個主要的模塊,第一個是CARTA-MES系統,這是一套面向車間級的生產信息化管理系統,為企業提供包括制造數據管理、計劃排程管理、生產調度管理、質量管理、設備管理、庫存管理[10,11]、工具工裝管理、生產過程控制、底層數據集成分析、上層數據集成分解等管理功能,是一個制造協同管理平臺。第二個主要模塊就是CARTA軋制管理系統,包括CARTACTP,CARTA-PQF,CARTA-SRM三個子模塊,完成對熱軋線現場生產的管理。CARTA軋制管理系統如圖1所示。在中控室有服務器系統和實時控制系統完成對整個系統的數據流的控制,在每個操作臺上都有相應的客戶端供操作員和工藝控制人員使用。
CARTA-CTP,由于穿孔機的工藝相對簡單,該模塊負責設計穿孔機軋制中使用的工具,它以內置的數學模型為基礎對錐形穿孔機的軋輥和guide shoe進行運算(如圖2所示),能夠保證軋輥等工具處于最佳狀態,使得毛管具有理想的形狀。它能夠針對不同的規格精確的計算出與成品鋼管想配套的頂頭的形狀,方便軋輥加工人員進行操作。
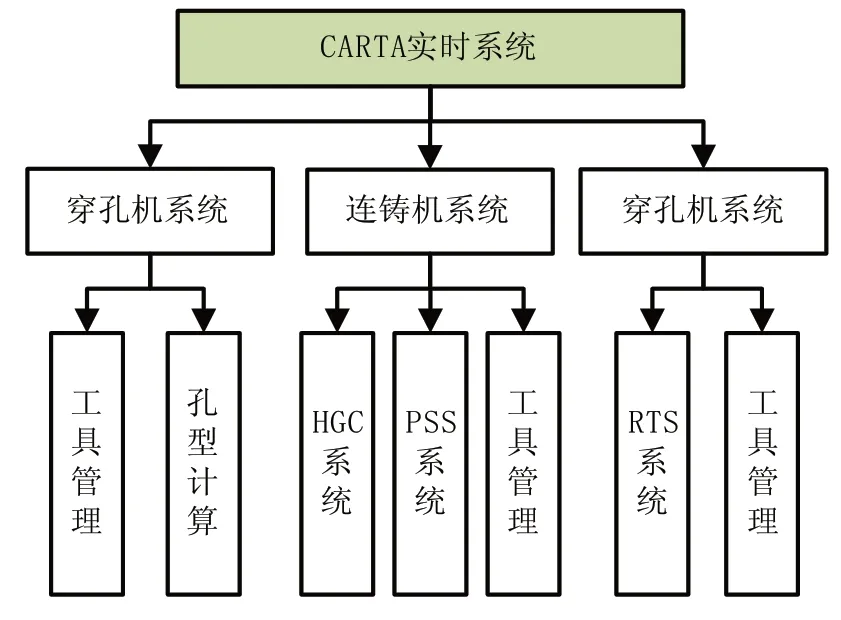
圖1 CARTA系統構成
圖2 軋輥輥形計算系統
CARTA-PQF,由于連軋機工藝復雜,其主要功能由PSS(Process Supervisor System)過程指導系統和HGC(Hydraulic Gap Control)液壓輥縫控制(又稱為HCCS)兩部分完成。基本結構如圖3所示,虛線框內的部分是現場直接生產部分。
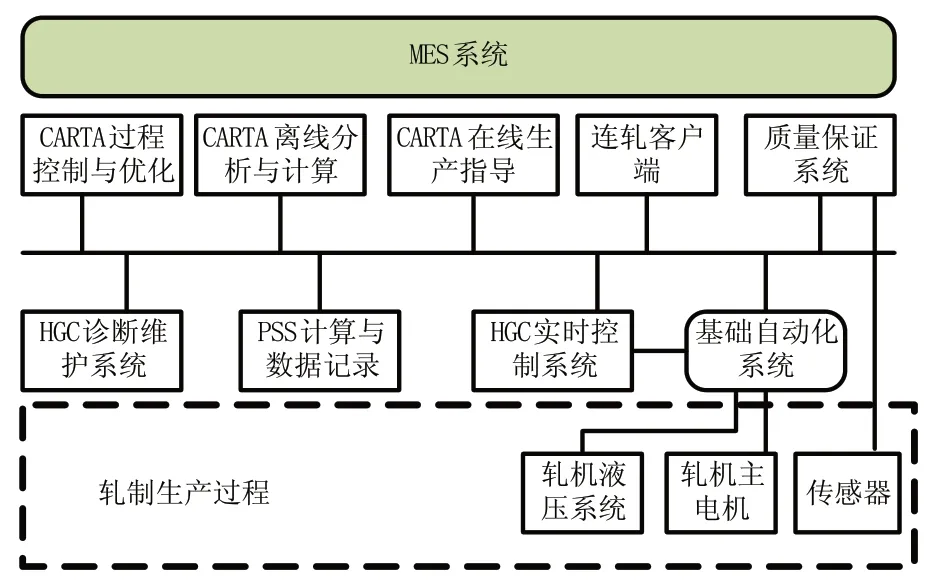
圖3 CARTA系統與其他系統的邏輯關系
PSS系統主要完成對整個PQF區域的軋制過程的質量和產品數量的優化控制,為操作員,工藝工程師和維護工程師提供相關的支持。主要功能有對基礎自動化系統預設值的設定,包括限動齒條循環的協調節奏,PQF主電機的軋制速度,脫管機主電機的軋制速度,芯棒循環冷卻和抗氧化站的工藝參數,同時也負責對PQF輥縫的設定,軋制力的設定,以及其他相關的工藝功能參數的設定;對在線和離線生產軋制數據的顯示和分析;以及相關的關鍵的工藝參數和軋制數據的記錄。為了實現以上的功能,PSS內置了PQF預設的用于計算的數學模型。
HGC系統主要完成對軋制過程的實時控制,以雙閉環的方式在軋制過程中對液壓缸的位置和軋制力進行控制以使鋼管達到PSS設定中的壁厚值,核心的功能有沖擊補償,頭尾削尖等。可以自動按預設定值對軋輥定位、自動補償軋制過程中由于鋼管沖擊引起的峰值壓力、自動補償軋管過程中軋輥機架變形。基本的數據流如圖4所示。
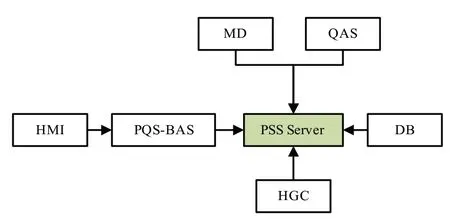
圖4 CARTA連軋系統構成
從數據流的角度看,PSS是整個的連軋工藝的控制核心,由操作員在HMI(操作員站)根據系統計算所得的工藝參數進行選擇和確認后,發送到連軋的基礎自動化系統,再發送到PSS服務器,PSS將所得到的數據分發到電機控制系統和液壓控制系統,并收集反饋值,綜合來自質量保證系統的毛管和荒管的溫度值以及芯棒冷卻前和冷卻后的溫度值加以記錄,存儲到數據庫中。為工藝分析、質量優化奠定基礎。
CARTA-SRM,又稱實時CATRA,這一模塊主要完成對張減機部分的控制,主要工作任務有工具設計及管理、軋制表計算、生產過程監控管理、軋制數據存儲和分析。159生產線的張減機的驅動模式選擇了控制精度較高的單獨傳動模式,從工藝角度來看,單獨傳動系統對張力的調節最好,對成品鋼管規格最大化是最有利的,對實現諸多過程控制提高鋼管成材率及產品質量是最有利的;軋輥調速靈活、快速,調速精度很高,機組生產組織靈活;軋機傳動結構被大大簡化,使傳動的可靠性提高;軋輥轉速能迅速可靠改變。但是與此同時單獨傳動的電機總功率遠大于其他傳動方式,電氣設備數量多且復雜,維修較困難,投資較大;由單機架承受沖擊負荷,導致此機架電機轉速出現明顯下降,從而會增加管端增厚的長度;由于在軋制管子前后段的過程中載荷的變化,機架間軋輥的速比產生變化,導致張力的穩定性受到影響,故管子前、后段容易出現壁增厚現象。為克服以上缺點以及提高軋制質量,CARTA提供了CEC和WTCA等功能,CEC,即End Control,即頭尾削尖。WTCA,Wall Thickness Control,Average,即平均壁厚控制。WTCL,Wall Thickness Control,Local,即局部壁厚控制。
2 CARTA-MES系統工作流程
MES系統以訂單為工作起點,以鋼管為工作核心,負責將所有的數據整合到鋼管中。訂單的前置數據是由工藝工程師提前在MES系統中輸入的軋制程序,軋制程序告知每一個機組的生產工藝人員該使用何種的參數來生產相應規格的鋼管。軋制程序有兩種生成方法,一是使用系統內置的生成器,由系統自帶的算法,產生各機組的參數而生成;二是由工藝工程師自行計算各項工藝參數。前者較為方便,但限制較多,后者需要有經驗的工程師,同時需要大量的實驗來支持。
系統的操作運行起點是由計劃操作員在MES系統客戶端輸入生產訂單數據,配合相應的軋制程序一起將生產訂單下載到各一級系統(各個機組的參數只傳遞到相應的機組),在一級系統經過操作員確認參數無誤后即可伴隨相應的軋批在一級系統中生效,系統跟蹤運行起點是原料區,稱重設備是第一個關鍵點,稱重完畢后,鋼管則被分配給一個物料跟蹤號,同時稱重數據被反饋回二級系統,加以記錄,與此類似,每個工藝關鍵點的生產數據都會以報文的形式反饋到MES系統當中,工藝關鍵點包括三個主軋機的轉速、轉矩、電流、主軋輥的壓力,從毛坯到張減機入口各個軋制開始點的物料溫度,芯棒的冷卻的情況,以及三個主軋機的機架的使用情況。
3 CARTA軋制管理系統工作原理
CARTA實時系統的工作流程如下,通過模擬量輸出模塊,經過光電隔離器后給到控制張減機的驅動電機的PLC,該速度給定的影響范圍是張減機轉速的10%,以±10V對應于轉速的±10%,并采集來自于控制張減機的驅動電機的PLC反饋回的電機的轉速和轉矩,規則與轉速控制相同。實時系統有一套專門的硬件負責,獨立于CARTA-SRM工藝系統,它的輸入和輸出模塊和一般的PLC的模塊類似,屬于菲尼克斯IB IL系列,但是它的CPU非常特殊,不是傳統意義上的PLC CPU,而是一臺服務器,采用Linux操作系統。
常見的操作系統為滿足系統硬件資源的利用率,往往采用分時系統,將系統中的資源輪流的交給系統中的各個進程或者線程,采用類似剝奪式的管理方法對硬件資源進行調度,使得我們的每個操作都能夠得到系統的響應,但是操作的開始響應時間和執行完畢時間都受系統中的其他進程或線程影響。而在工業生產中,這樣的處理流程是不被允許的,例如生產中的“急停”操作,一旦發出,必須馬上無條件執行,否則后果不可預料,所以在常規的生產領域中,是不會使用普通的linux系統或其他的操作系統直接控制硬件設備,往往采用專門的PLC CPU進行控制。但是這種CPU的缺陷也很明顯,其處理速度明顯無法與目前主流的服務器相比,甚至無法與個人計算機相比,為了提高性能,CARTA系統中的所有PLC設備均采用了real time 的Linux系統進行控制,配合工作的服務器為HP的ML系列服務器,這樣帶來的便利有很多,首先是性能提升,該服務器的處理器的運算速度、內存的容量遠超過傳統類型的PLC CPU,能直接將反饋回的電機轉速和轉矩存儲到自身的數據庫中,再傳遞到CARTA-SRM工藝系統中,其次是利于維護,CARTA實時系統本身就帶有一整套完整的診斷工具,硬件模塊的狀態,控制進程的狀態,通訊的狀態等關鍵數據直接顯示在維護人員面前,而不需要另行添加維護終端,為提高系統的強壯性,該系統的服務器采用一用一備的方式進行工作,其工作方式被分為在線、準備和離線三種狀態,無論何時,兩臺服務器最多只能有一臺處于在線狀態,另一臺可以是準備或者是離線,準備即實時接收來自其他設備的數據并存儲,但是不發出任何數據,離線則不做任何工作。如果在線服務器出現故障,可以直接把備用服務器切換到在線狀態,整個過程可以在一分鐘內完成,對軋制過程基本不會造成影響。
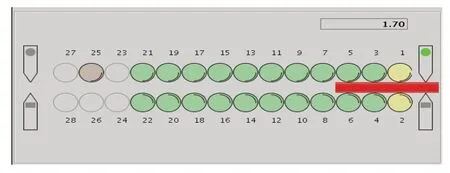
圖5 鋼管進入張減機時的工作狀態
圖5為鋼管進入系統時的工作狀態,圖中最右側即為入口的對射激光傳感器,距離張減機第一架50公分,整個系統有三個傳感器,均為數字量型,前兩個為普通的熱金屬傳感器,依靠檢測能量進行觸發,產生信號,第三個也就是最靠近張減機的那個為激光對射傳感器,因為荒管的尾端往往有火焰噴出,如果用傳統的熱金屬傳感器,可能會將尾焰當作鋼管的一部分進行誤判,采用激光傳感器可以有效的消除這一問題。在荒管經過第一個傳感器時,CARTA實時系統應該已經收到來自測量系統的壁厚和外徑數據(依靠MES系統進行物料跟蹤,在每個系統生產時將關鍵數據與對應的鋼管進行標識),如圖6所示,收到的壁厚數據會以便于操作人員查看的方式進行儲存。CARTA實時系統會利用這些測量數據對頭尾削尖、WTCL等功能進行控制。
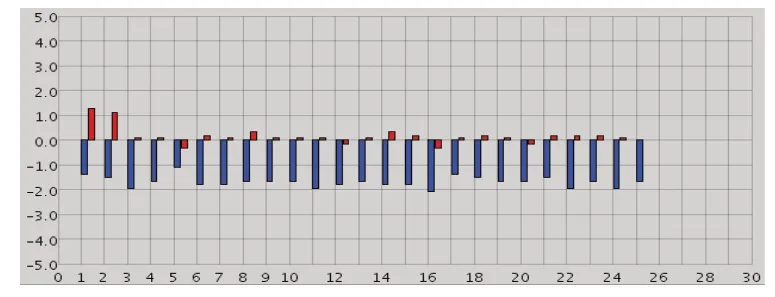
圖6 來自測厚裝置的數據
在經過第二個傳感器時,CARTA實時系統應當收到來自與一級自動化系統的start shell報文,來告知張減機有多少機架在使用,每架的轉速分別是多少,軋輥的輥徑是多少,結合MES系統傳遞來的生產信息進行判斷是否匹配,能否對張減機電機進行控制,等荒管到達第三個傳感器時,系統結合來自基礎自動化系統的start shell報文中的張減機入口輥道的速度,可以精確的知道何時荒管會進入張減機第一架,可以開始對電機轉速的干預。圖7為鋼管進入張減機時的速度控制情況圖。
4 CARTA系統實際生產情況分析
CEC作用于荒管的頭尾部,主要為解決荒管頭尾部的自然增厚效應,在軋鋼時通過微調電機轉速達到改變張力,即在荒管的頭部進入張減機時,電機逐一提速,保持給荒管的頭部一個額外的張力,在荒管即將離開張減機時,逐一減速,再次給荒管尾部一個額外的張力,最終完成對頭尾壁厚的控制[8,9],該系統實時的從一級自動化系統獲取生產的鋼管的物料號,并結合來自QAS系統的荒管和鋼管的測量數據,結合在SRM入口的三個傳感器,實時的對SRM的主電機的速度進行-10%~10%的修正,達到了調整壁厚的目的。如圖4所示。
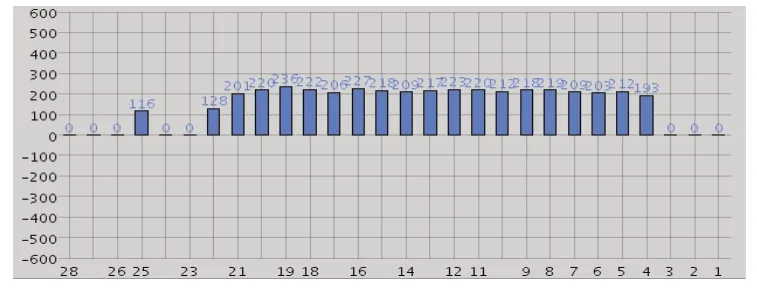
圖7 鋼管進入張減機時的速度控制情況
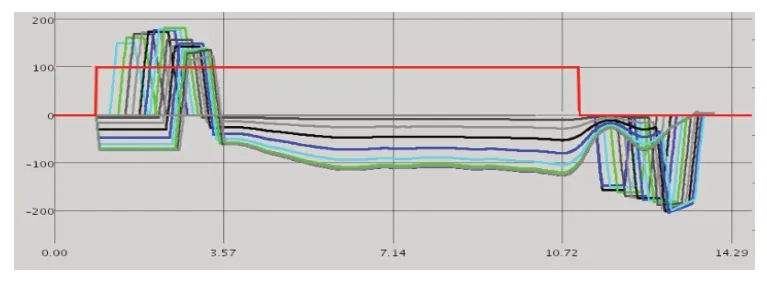
圖8 CEC軋制力曲線
圖8為CEC軋制力曲線,其中,紅色線表示荒管在張減機中,其余曲線則是各機架驅動電機的實時轉速記錄,坐標橫軸表示鋼管長度,縱軸表示電機轉速,鋼管的長度來自基層自動化系統的張減機軋輥的轉速,結合時間即可得到鋼管的精確長度。再結合來自質量保證系統的荒管的壁厚和外徑,以及張減機后的鋼管的壁厚和外徑,即可得到良好的軋制效果。
未投入CEC時,經過張減機的鋼管兩端壁厚超過預設值30%以上的部分的長度可能要超過5米,如表1所示。

表1 使用CEC后效果
使用CEC后,相應部分的長度往往不到2米,如圖9所示。
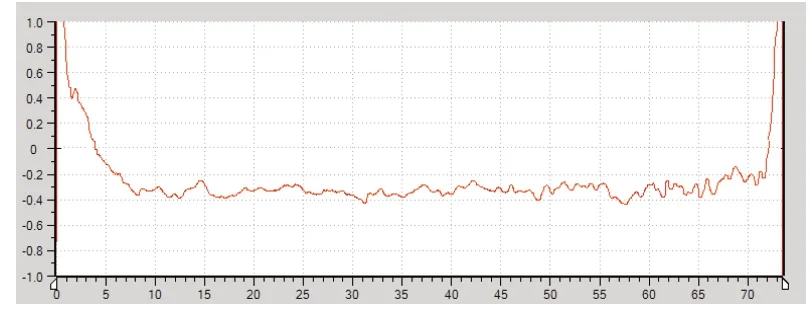
圖9 未使用CEC時鋼管壁厚檢測曲線
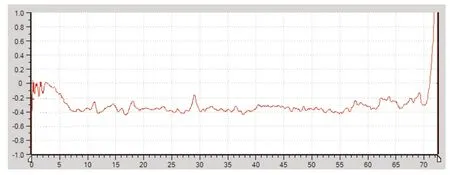
圖10 使用CEC時鋼管壁厚檢測曲線
WTCA則作用于整個的荒管,它與頭尾削尖的不同之處在于它需要測量系統的支持,結合來自MES系統的報文和測量系統的鋼管的壁厚金額外徑數據,它有針對性的對有外徑和壁厚偏差的部分進行重點處理,處理的方法則與頭尾削尖類似,如果壁厚偏大,則將相應位置的機架的電價的轉速提升,提供一個額外的向前的張力,將其拉薄,如果壁厚偏小,則提供一個額外的向后的張力,將其拉粗,以此將壁厚的偏差進行消除。
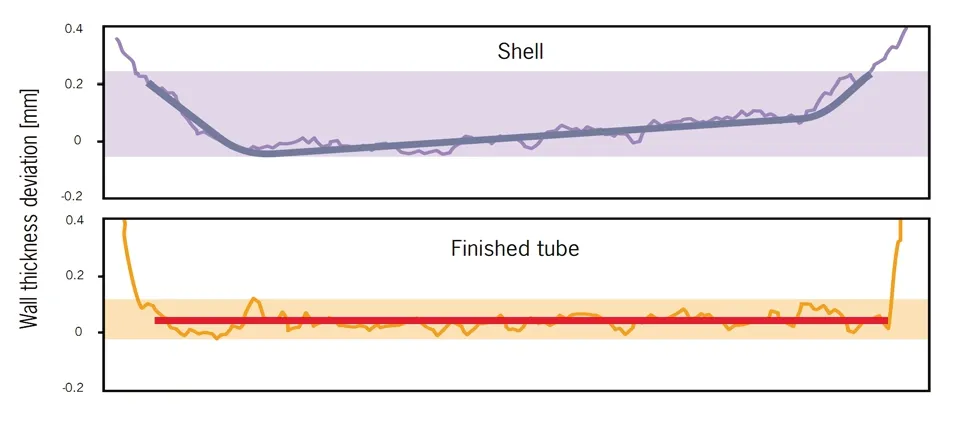
圖11 使用平均壁厚控制對產品質量的提升
在CARTA系統的共同協作下,鋼管成品產量有較大的提高,通過CEC控制后的成品鋼管,在以往需要進行三倍尺鋸切的鋼管可以按照四倍尺進行頭尾鋸切,提高成材率達到25%以上,通過WTCA和WTCL等對壁厚的控制,壁厚偏差往往能減少50%以上,能夠更好的滿足客戶對產品的需要,同時節約了大量的材料[12]。各種性能指標也有不同程度的提升,并且其采集的數據和分析形成的工藝報表為分析和排除各種設備故障,提高設備運行效率提供了數據支持。這套系統對生產的推動效果非常顯著,從項目應用以來,取得了良好的效果。
5 結論
針對包鋼無縫廠CARTA系統進行了介紹,從系統構成、數據流以及應用效果等方面分別闡述,并根據現場的實際生產數據對系統的運行效果進行了說明,數據運行結果表明,系統能夠極大推動生產的成材率等一系列指標,在原有生產系統的基礎上優化了控制方式,使得生產高精度,高質量的鋼管變成現實,同時也提高了成品鋼管的成材率,再結合生產計劃系統,能夠繼續對生產質量進行進一步的修正。
[1]李群,丁德元.從MPM到PQF——限動芯棒連軋管機回顧及展望[A].第十一屆北方鋼管技術研討會論文匯編[C].2007:19-24.
[2]周曉鋒.MPM和PQF軋管工藝[J].鋼鐵研究;2008(03):58-62.
[3]曹美忠.鋼管連軋機輥縫液壓AGC控制系統咬鋼過程研究[J].流體傳動與控制,2011(02):15-17.
[4]肖松良.Φ273mm限動芯棒連軋管機組工藝設備特征[J].鋼管,2006(05):37-42.
[5]孫強,高展展.PQF三輥式連軋機組的技術開發及應用[J].天津科技,2007(03):8-9.
[6]張進,朱寶祿,韓建新等.連軋鋼管的壁厚不均原因分析[J].鋼管,2013(1):55-58
[7]梁海泉,樊榮.頭尾削尖技術在PQF連軋管機上的應用[J].鋼管,2007(03):41-43.
[8]武建兵,劉世虎.SRM330-24機架張力減徑機簡介[J].機械管理開發,2009(01):70-71,75.
[9]趙智強.分組集中差速外傳動張力減徑機的特點和設計[J].機械管理開發,2009(01):72-73.
[10]董廣靜,施燦濤,李鐵克,王柏琳.基于聚類-約束滿足算法的鋼管入庫優化決策模型[J].北京科技大學學報,2014,36(1):123-130.
[11]董廣靜,李鐵克,王柏琳,柏亮.管坯入庫堆垛問題的模型及算法研究[J].工業工程與管理,2013,18(6):32-39.
[12]于輝,汪飛雪,劉利剛.張力減徑過程管端增厚的CEC控制模型[J].燕山大學學報,2013,48(3):223-227.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
