基于ANSYS分析振動料斗頻率對送料速率的影響
2014-12-19 01:45:42李東明
制造業自動化 2014年9期
關鍵詞:振動
李東明,張 航
LI Dong-ming,ZHANG Hang
(大連交通大學 機械工程學院 大連 116028)
0 引言
在現代制造工業領域里,自動上料裝置已經成為自動檢測、自動裝配生產線上不可或缺的重要組成部分。振動料斗是自動上料裝置中應用最為廣泛的一種上料機構,因其低廉的價格和優良的性能,從面世以來就深受各大廠家青睞。然而在自動送料過程中發現,有的工件出現了破損甚至斷裂的現象,這是由于使用者忽略了振動料斗自身頻率對工件的影響。本文結合ANSYS軟件對振動料斗作有限元分析,找到振動料斗頻率和物料的關系,從而在保證送料效率的同時,也確保物料不被損壞。
1 振動料斗的結構及原理
1.1 振動料斗的結構
本文以最為常見的電磁振動料斗為例,它一般由料盤、隔磁板、主振彈簧、電磁鐵、基座、減震支腳等組成。其機構如圖1所示。
1.2 工作原理
將物料放入料盤里,接通電源之后,電磁鐵產生磁力吸引銜鐵下行,使料盤偏離平衡位置向下移動,迫使主振彈簧發生彈性形變,同時料盤繞中心軸做扭轉運動;在電流的反向周期里,電磁鐵磁力消失,主振彈簧釋放彈性勢能,使料盤反向回升,超過平衡位置達到某一上限,如此反復循環就形成了高頻低幅振動[1]。料盤沿內壁焊接螺旋料道,在料盤里的物料就沿著螺旋料道向上爬行,最后通過整列裝置整列后離開料盤。
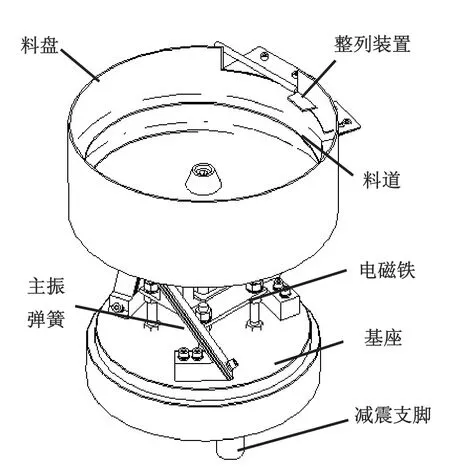
圖1 振動料斗結構
2 物料輸送時的力學分析
料盤里的工件,不僅受到重力和料道的支撐反力作用,還受到摩擦力和慣性力作用,而工件所受摩擦力的大小和方向還取決于電磁鐵通電電流的情況。對工件進行力學分析,從而確定工件高效滑移的條件。假定電磁鐵通正弦交流電。
2.1 當正向周期I>0時
工件受力情況如圖2所示。料盤受電磁力和重力作用,以加速度1a 向左下方運動,加速度方向垂直于主振彈簧中軸線。
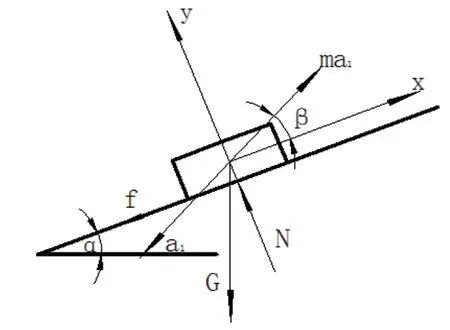
圖2 I>0時工件受力情況
根據受力平衡原理可知,
即:


即:

2.2 當反向周期I≤0時
當電磁鐵所通交流電到反向周期,即I≤0時,主振彈簧釋放儲存的彈性勢能,使料盤反向回升,通過平衡位置,達到某一上限。工件以加速度 a2向沿料道向右上方運動,其受力情況如圖3所示。

圖3 I≤0時工件受力情況
同I>0時情況類似,根據力平衡原理,

2.3 物料在料道上實現連續滑移的條件[2]
在料斗激振頻率固定的情況下,物料的運動情況主要受如螺旋升角α、振動方向角β、摩擦系數μ等結構因素影響。物料在料道上可能出現向前、后跳躍,連續或斷續滑移等運動狀況。由于連續滑移運動是物料理想的運動情況,因此本文僅討論實現連續滑移時的條件。
根據物料受力情況,當電流I>0時,工件受慣性力m1a 作用,產生沿滑道向上運動的趨勢;當電流I≤0時,工件受慣性力ma2作用,有沿滑道向下運動的趨勢。因此,只要1a 大于(不能過大,否則會產生跳躍)某一臨界值且 a2小于某一臨界值時,物料就可以不會下滑而克服摩擦力沿料道向上連續滑移運動。
由式(1)和(2)可得:
聯立式(3)和(4)可得:

根據本文設計的振動料斗的結構參數,螺旋升角α=2°,振動方向角β=30°,摩擦系數查表得μ=0.25,代入式(5)和(6)得a1=0.288g,a2=0.290g。由此可以看出,只要結構設計合理,使加速度達到臨界值,就可以讓物料在料道上實現連續滑移。
3 料盤與工件的動態分析
在生產振動料斗的過程中,要精確地將料斗的機械振動調整到亞共振狀態,以達到高效輸送物料的目的[3]。因此,準確把握振動料斗的固有頻率十分重要,對研究振動頻率對物料的影響也非常重要。
基于ANASYS分析振動料斗動態設計過程如圖4所示。
無阻尼振動系統運動方程可表示為[3]:



圖4 振動料斗動態設計流程
本文中振動料盤外徑D=300mm,螺旋升角α=2°,振動方向角β=30°。主振彈簧選用65Mn材料,其強度、硬度、彈性和淬透性都比45鋼要好,對振動料盤可以起到支撐作用,其性能為:彈性模量E=206GPa,泊松比μ=0.3,密度ρ=7.85×103kg/m3,其他零部件采用45鋼。將模型導入ANSYS Workbench中,采用六面體網格劃分模式,橡膠底腳下表面作全約束,將緊固件與孔簡化[5]。振動料斗的網格劃分模型如圖5所示。

圖5 振動料斗網格劃分模型
模態分析得到各階固有頻率,共6階,如表1所示。

表1 振動料斗6階固有頻率
從表1中可以看出,一階固有頻率69.033Hz最接近激振力頻率50Hz,也是理想工作狀態下的頻率。根據各階固有頻率可以得到各階振型圖,如圖6所示,為一階固有頻率振型圖。

圖6 一階振型圖
4 料斗頻率對物料的影響
根據所得結果考察振動料斗工作頻率對物料輸送效率的影響。設置一簡易實驗臺,如圖7所示。選擇500g的物料,從20Hz開始,逐步增加驅動電源頻率,每隔5Hz作為一個記錄值,用電子秤記錄10秒內輸送物料的質量。

圖7 料斗簡易實驗臺
通過計算求出輸送效率,從而得到一條工作頻率與物料輸送效率之間的關系曲線[4],如圖8所示。
從圖像上我們可以看出,在0~30Hz時,給料速度幾乎為零,從30Hz開始,送料速度逐漸增大,在70Hz左右達到最大,之后隨著頻率的增大,輸送效率降低。由此可知,在工作頻率達到料斗固有頻率時,工作效率是最高的,即給料速度最快。

圖8 工作頻率與物料輸送效率關系
5 結論
1)通過ANSYS Workbench軟件對模型進行了模態分析,得到一階模態固有頻率為69.033Hz,與料斗實際工作頻率非常接近。
2)實驗結果表明振動料斗送料速率隨著工作頻率增加而增大,達到一階固有頻率時送料速率最大,約為6g/s。
3)運用參數化有限元建模、分析,得到三副電磁振動料斗的設計規律,為更好地設計和改良振動料斗提供依據。
[1]楊家武,何璐璐,劉寶全,何培莊.基于ANSYS的振動盤給料器動態分析[J].現代科學儀器,2011,(6):87-90.
[2]周家春.電磁振動料斗的工作特性分析[J].電子工業專用設備,1998,27(3):8-10.
[3]陳永亮,徐燕申,杜玉明.基于耦合場分析的電磁振動料斗的動態設計[J].機械強度,2006,28(1):104-107.
[4]譚曉東,張坤.壓電式振動給料器驅動部件的力學分析[J].制造技術與機床,2010,(3).
[5]丁曉東.振動料斗的結構設計[J].電子機械工程,2007,23(6):43-46.
[6]林茂,白傳悅.電磁振動供料器固有頻率的計算與測試[J].西北輕工業大學學院學報,1993,(3):68-72.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
