正弦規測量棱臺角度和尺寸參數的方法設計
2014-12-28 02:14:14劉興富
汽車零部件 2014年8期
關鍵詞:測量
劉興富
(廣州威而信精密儀器有限公司西安分公司,陜西西安 710075)
正弦規測量棱臺角度和尺寸參數的方法設計
劉興富
(廣州威而信精密儀器有限公司西安分公司,陜西西安 710075)
論述了在正弦規上測量奇數棱柱的尺寸參數“面心距”、角度參數“棱柱頂角”的方法,并對正弦規測量方法進行了不確定度分析。
正弦規;棱柱參數;測量方法;不確定度
0 引言
如圖1所示為奇數正棱臺(以下均簡稱棱臺)。三棱臺、五棱臺是鉗工、銑工、磨工等加工操作中非常典型的零件,近年來在青工技能大賽中經常出現這樣的命題。這些命題中涉及到尺寸參數“面心距”(φ10H7孔中心至棱面的距離)的尺寸H(r),角度參數“頂角”θ的測量。如何正確設計奇數棱臺的測量方案、方法,保證奇數棱臺的測量精度,是參賽者對大賽評委做到公正評定基本要求,也是大賽的最終目的。
為此,文中以三棱臺、五棱臺為例,探討在正弦規上測量棱臺尺寸參數和角度參數的方法。
1 棱臺參數的計算
當已知如下條件時:棱數n,外接圓半徑R,可按以下通式計算棱臺尺寸和角度參數:
頂角:

面長:
內切圓半徑(面心距):
三棱臺、五棱臺計算實例見表1。
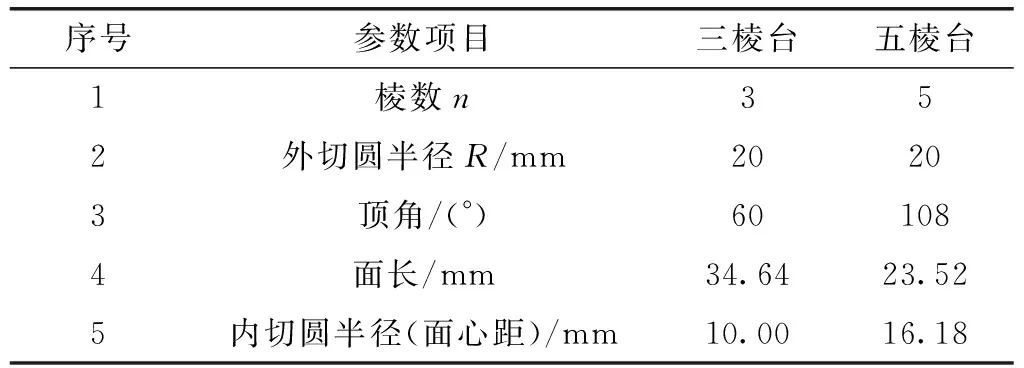
表1 三棱臺、五棱臺各項參數值
2 棱臺參數的測量方法
通過對奇數棱臺形狀特點的分析,可利用奇數棱臺中心孔φ10H7 mm和量塊輔助在正弦規上進行測量,為此,將長30 mm、φ10 mm的圓柱銷與φ10 mm中心孔相配合,并將其放在正弦規工作面和擋板相距25 mm左右的兩15 mm的量塊之間,再將奇數棱臺的任意-棱面與正弦規工作面相貼。 這時φ10H7 mm中心孔的高度位置是確定的,則可在測量棱面頂角的同時,測量出φ10 mm孔中心至棱面間的尺寸。下面對要求參數進行測量:
(1)測量工具和輔具
測量奇數棱臺(文中只測量三棱臺、五棱臺)要求參數時的測量工具和輔具有:平臺、正弦規(L=100 mm)、量塊(量塊組和輔助量塊)、標準圓柱(與φ10H7 mm中心孔配合)、指示表等。
(2)輔助參數的測算
①量塊組尺寸的計算
在正弦規上測量奇數棱臺時,量塊組尺寸[1]可由圖2得到:
h=Lsinα

式中:h為量塊組的尺寸;L為正弦規兩圓柱中心距;θ為棱臺的頂角;n為棱臺的棱數。
②輔助量塊尺寸的求解
要求輔助量塊尺寸應能保證被測棱臺的棱角不與正弦規擋板相碰,也就是輔助量塊的尺寸應大于棱角尺寸。由圖3直角三角形△AOB幾何關系,就可求出輔助量塊的尺寸,求解方法簡單,即:

式中:S為輔助量塊尺寸;R為棱臺外接圓半徑;n為棱臺的棱數;中心孔半徑為5 mm。
(3)面心距(φ10H7孔中心O至棱面尺寸H)的測量
如圖4所示,測量時將φ10H7孔插入φ10 mm圓柱后,在正弦規上將奇數棱臺(三棱臺、五棱臺)的面①與正弦規工作面相貼,φ10圓柱靠在輔助量塊上,這時測出平臺至φ10孔中心O、棱面②的高度尺寸H1、H2,則φ10孔中心O至棱面②的尺寸H(棱臺內切圓半徑r),按如下方法求出:
H測=H2-H1
ΔH=H測-H理
式中:H測為面心距的測量值;H理為面心距的理論值;H1為φ10孔中心至平臺的距離;H2為棱面至平臺的距離。
(4)頂角θ的測量
當被測頂角有偏差時,被測面將與平臺工作面不平行,被測面會出現一個很小的傾斜角Δθ,即:
∵Δα=-Δθ
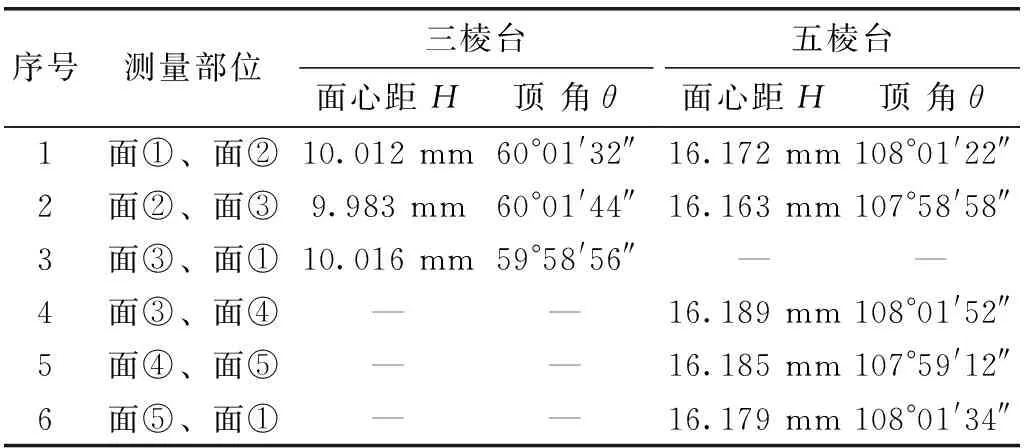
若m>n時,Δθ為負;若m 式中:m為點M的指示表讀數;n為點N的指示表讀數;l為M、N兩點間的距離。 這里應指出的是:三棱臺的整個測量程序是:測完面②的“面心距”尺寸H之后,以同樣的方法測量面③、面①的“面心距”尺寸H。對五棱臺的整個測量程序則應是:測完面②的“面心距”尺寸H之后,以同樣的方法依次測量相(間)隔一個面的面②、面④、面⑤、面①的“面心距”尺寸H。 這里應指出的是:應對實例按程序進行測量,即測完三棱臺面②的“面心距”尺寸H之后,將面②與正弦規工作面相貼,測量面③的“面心距”尺寸H;將面③與正弦規工作面相貼,測量面①的“面心距”尺寸H。測完五棱臺面②的“面心距”尺寸H之后,則應是依次測量相(間)隔一個面的面②、面④、面⑤、面①的“面心距”尺寸H。 現僅將三棱臺、五棱臺尺寸參數和角度參數測量結果列入表2。 表2 三棱臺、五棱臺尺寸和角度參數測量結果 注:棱面標號參見圖4 文中以三棱臺(α=θ=60°)為例進行分析。 (1)數學模型 式中:α為被測角度;h為量塊組尺寸;L為正弦規兩圓柱中心距。 (2)測量不確定度的來源 ①量塊組尺寸誤差引入的標準不確定度; ②兩圓柱中心距誤差引入的標準不確定度; ③正弦規工作面與平臺平面不平行引入的標準不確定度; ④棱臺的棱面傾誤差引入的標準不確定度; ⑤指示表的示值誤差引入的標準不確定度。 (3)測量不確定度的分析 ①量塊組尺寸誤差引入的標準不確定度分量u1 根據正弦規的工作原理,對組成正弦規角度時的誤差,作如下分析: 對數學模型全微分,得到: 改寫成誤差式為: 上式右邊兩項為量塊組尺寸與兩圓柱中心距的誤差對測量精度的影響。 文中用L=100 mm正弦規組成60°角度時,量塊組尺寸為 h=100×sin60°=86.6(mm) 選用1.6、5、80 mm三塊量塊組成86.6 mm尺寸,三塊量塊中心長度極限誤差分別為±0.001、±0.001、±0.002 5 mm[1],則: 由量塊組尺寸誤差引起的角度誤差為: ②兩圓柱中心距誤差引入的標準不確定度分量u2 正弦規兩圓柱中心距L=100 mm的誤差ΔL=±0.002 mm[2],由此引入的角度誤差為: ③正弦規工作面與兩圓柱下母線的平行度引入的標準不確定度分量u3 由于工作面與兩圓柱下母線不平行或兩圓柱大小不一致,使正弦規工作面與兩圓柱下母線不平行,故使正弦規工作角α產生誤差Δα,即: ④棱臺的棱面傾誤差引入的標準不確定度分量u4 在正弦規上測量棱面時,需指示表兩次讀數,由棱面傾斜引起的角度誤差為: 式中:Δm為指示表兩次讀數差;l為指示表兩兩測點間距(取棱面邊長a,見表1)。 ⑤指示表的示值誤差引入的標準不確定度分量u5 指示表量程不大于1 mm,刻度值為0.001 mm,指示表在0.05段的示值誤差為±0.002 mm[3-4],由指示表的示值誤差引起的的角度誤差為: 206 265″=±20.63″ 式中:Δ示為指示表的示值誤差;l為指示表測量長度(取棱面邊長a,見表1)。 (4)合成標準不確定度 (5)擴展不確定度 取置信因子k=2,則 U=kuc=2×17.83″=35.66″ 通過正弦規測量三棱臺“面心距”(H±0.02 mm)、“頂角”(θ±2′)的測量過程,證明了文中的測量方法是可行的。經過不確定度分析,表明文中測量方法完全可以滿足棱臺參數的檢測要求。 解決了外形為非垂直基準面工件的測量難題,極大地提高了角度和尺寸參數測量的精度和效率,對一些特殊零件的測量可以獲得較好的效果。 【1】 全國量具量儀標準化技術委員會.GB/T6093-2001幾何量技術規范(GPS)長度標準量塊[S].北京:中國標準出版社,2001. 【2】 全國量具量儀標準化技術委員會.GB/T22526-2008 正弦規[S].北京:中國標準出版社,2008. 【3】 全國量具量儀標準化技術委員會.GB/T1219-2008 指示表[S].北京:中國標準出版社,2008. 【4】 全國幾何量工程計量技術委員會.國家計量檢定規程(JJG34-2008)指示表[S].北京:中國計量出版社,2008. 【5】 李新勇,趙志平.機械制造檢測技術手冊[M].北京:機械工業出版社,2012. MethodDesignforSineProtractortoMeasureBevelAngleandSizeParameters LIU Xingfu (Xi’an Branch,Guangzhou Wilson Precision Instrument Co.,Ltd.,Xi’an Shaanxi 710075,China) The measuring methods with sine protractor were dealt for the odd prism size parameter such as“surface distance”and angle parameter such as“vertex angle of the prism”.Moreover the uncertainty of the measuring method with sine protractor was analyzed. Sine protractor; Prism parameters; Measurement method; Uncertainty 2014-03-13 劉興富(1935—),男,高級工程師,研究方向是幾何量精密測試。E-mail:lxf725@tom.com。3 測量實例
4 測量方法的不確定度分析[5]










5 結束語
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00