耐蝕合金復合管的生產與發展現狀
2014-12-28 12:03:22劉建彬錢進森張智勇宋燕寧張遠生
鋼管 2014年5期
劉建彬,王 揚,錢進森,張智勇,宋燕寧,張遠生
(中國石油技術開發公司,北京 100028)
耐蝕合金復合管是由兩種不同金屬材料構成,管層之間通過各種變形和連接技術形成緊密結合,使兩種材料結合成一體而成的一種新型金屬復合管材。其一般設計原則是:基層滿足管道設計允許應力,復層抵抗腐蝕等[1-3]。耐蝕合金復合管兼有基層和復層的所有優點,相對于整體合金管能有效降低成本,且在應力腐蝕開裂敏感性的氯化物和(或)酸性環境中有較好的安全性和可靠性。隨著工業技術的發展、環境介質的復雜化,以及國際競爭的加劇,許多行業對金屬管材綜合性能的要求越來越高,因而雙金屬復合管及其生產技術得到迅速發展。
耐蝕合金復合管能最大限度地實現材料的優勢互補,節省合金材料,降低工程費用,在保證基管各項性能的基礎上,提高了管道的耐腐蝕性,延長了管道的使用壽命,是純不銹鋼鋼管、銅管或其他耐腐蝕性合金管的替代產品[4]。
1 耐蝕合金復合管的產品類型
根據界面結合性質,可將耐蝕合金復合管分為兩類:機械復合管和冶金復合管。其中,機械復合管是通過特定冷成型方法使內外兩層金屬形成過盈配合,產生一定的接觸壓力,從而實現內外層金屬緊密配合的金屬復合管;冶金復合管主要通過熱加工成型方法使內外兩種金屬結合成一體,其結合界面為冶金結合狀態。
2 耐蝕合金復合管生產技術的研究狀況
2.1 生產工藝研究進展
耐蝕合金復合管的生產工藝主要包括冷拉拔法、脹接法、熱軋與熱擠壓法、爆炸焊成型法、堆焊成型法、復合板卷焊接法等[5-6],各主要生產方法的工藝要點與優缺點見表1。

表1 耐蝕合金復合管主要生產方法的工藝要點與優缺點
2.2 主要生產方法
2.2.1 脹接法
脹接法分機械脹接和液壓脹接兩種,其共同缺點是內外層只是機械結合,與拉拔成型一樣,在高溫環境下會因應力松弛而分層失效。
(1)機械脹接。機械脹接是目前生產不銹鋼復合管的一種主要方法,它是利用滾脹芯軸回轉擠壓使內層襯管發生塑性變形,外層基管發生彈性變形,從而使復合管的外層基管對內層襯管產生接觸壓力,以達到復合管內外層的緊密貼合[7-8],如圖1所示。

圖1 機械滾壓脹接法示意
(2)液壓脹接。液壓脹接的原理與機械脹接相同,只是用管內高壓水施壓代替滾脹芯軸回轉擠壓,如圖2~3所示。機械脹接時脹接力大小難以確定,易發生欠脹或過脹,且多次滾脹易造成襯里開裂。液壓脹接時脹接力均勻且大小可計算[9],因此更具優越性。

圖2 錐形堵頭密封式液壓脹接復合管裝置示意
2.2.2 熱擠壓法
熱擠壓法主要適用于無縫復合管的生產。

圖3 芯桿自緊密封式液壓脹接復合管裝置示意
熱擠壓一般是針對雙金屬復合管管坯進行的,稱為復合擠壓。復合擠壓目前是生產不銹鋼和高鎳合金無縫復合管的最好方法[10-11]。它是將兩種或兩種以上的金屬組成的大直徑復合坯料加熱到1 200℃左右,然后擠過由模具和芯軸形成的環狀空間,耐蝕合金復合管熱擠壓生產法如圖4所示。當擠壓坯料截面縮減到10∶1時,高的擠壓壓力和溫度會在界面產生“壓力焊”的焊接效應,促進界面間的快速擴散和廣泛結合,實現界面的冶金結合。擠壓前的復合管管坯制造方法有3種:由鍛造坯料通過熱穿孔和擠壓擴管獲得[12],直接離心鑄造獲得,用耐蝕粉末顆粒經由粉末冶金獲得。

圖4 耐蝕合金復合管熱擠壓生產法示意
2.2.3 離心鑄造+熱擠壓(熱擠壓+冷軋)法
離心鑄造+熱擠壓(熱擠壓+冷軋)法是一種新的復合管短流程制備方法,通過離心鑄造生產空心復合管管坯,然后經加熱、熱擠壓或熱擠壓+冷軋,以及后續熱處理等工序,獲得最終成品復合管[13]。它有效整合了離心鑄造和熱擠壓兩種方法的優點,縮短了生產工序,并實現了復合界面的完全冶金結合。其獨特之處在于:將初級工業材料和高技術的冶金處理過程結合起來,采用離心澆鑄工藝、熱擠壓等塑性熱復合技術、冷軋(或冷拔)生產方式,獲得高品質的復合管。
2.2.4 堆焊成型法
堆焊是較早使用的制作復合金屬的方法,它是采用熔化焊、釬焊、熱噴涂、噴熔等方法,在工件表面堆敷一層具有特定性能材料的工藝過程[14-15]。堆焊包括硬質堆焊和金屬噴涂,前者是利用熔化技術使金屬表面熔敷上另外一層金屬,后者則是將微細的金屬顆粒沉積到金屬表面。利用堆焊制備復合金屬可以采用許多工藝方法,但各種熔焊方法在堆焊工作中所占比例最大,狹義上的堆焊即指熔化焊方法堆焊。
幾乎任何一種熔化焊方法都可以用作堆焊,但是堆焊的主要目的是保證堆焊層的性能,而不僅僅是為了連接,因此選擇堆焊方法時應考慮到:①保證較低的稀釋率,過多的稀釋可能會破壞堆焊合金的冶金性能,從而使之失去所希望得到的性能;②有較高的熔敷率,以提高生產效率;③工件尺寸、形狀復雜程度和批量大小,工件尺寸小的可選用氧乙炔火焰堆焊,尺寸大的可選用TIG焊(惰性氣體鎢極保護焊)或埋弧堆焊等自動化方法,尺寸大而形狀簡單的可選用堆敷效率最高的電渣焊方法;④力求降低成本,即在能夠獲得所要求性能的前提下選擇成本低的焊接方法。
如果現場要求在現有的碳鋼鋼管上采用堆焊方法直接制造復合管,除了考慮稀釋率和熔敷率,還要考慮到設備的可達性以及堆焊層的最小厚度(不能太大),以免影響管道的輸送能力。
2.2.5 耐蝕合金復合板卷焊接制管法
耐蝕合金復合板成型、焊接制造復合管法,是未來金屬復合管生產工藝的主要趨勢之一。該方法以現有較成熟生產工藝生產的復合板為原料,經過加工、成型、焊接、熱處理,以及后續處理工序,制得耐蝕合金復合管。
復合板卷成型過程如圖5所示。爆炸焊合的復合板經熱軋、冷軋成復合鋼帶或熱軋復合板冷軋成復合鋼帶,然后在焊管機組進行連續輥式成型[16](圖5a),最后通過焊接生產直縫焊接復合管。對于較大直徑復合管,以軋制復合板或爆炸復合板或爆炸+軋制復合板為原料,通過JCO機組成型(圖5b),最后通過專用焊接設備焊接成復合管。
2.2.6 雙層板點焊卷彎焊接制管法
雙層板點焊卷彎焊接制管法是一種新型短流程復合管生產工藝,兼有冷成型和焊接工序,介于機械復合和冶金復合之間。該方法以現有基板與耐蝕合金板為原料,經組裝、端面點焊,JC成型、側邊襯板連續點焊、O成型、焊接,以及后續處理工序,制得耐蝕合金復合管,如圖6所示。

圖5 復合板卷成型過程示意

圖6 雙層板點焊卷彎焊接制管法工藝流程
3 國內外發展狀況分析
目前,耐蝕合金復合管的先進生產技術與裝備主要集中在歐洲地區和日本,又以德國和日本最為突出。國內外耐蝕合金復合管的生產與應用主要以機械復合管為主,規格主要為Φ219 mm、Φ159 mm;冶金復合管數量較少,規格主要為Φ159 mm以下(無縫)、Φ325 mm以上(直縫焊);對于Φ630 mm規格的機械復合管和冶金復合管,目前國內外均無批量生產、供貨業績。國內外耐蝕合金復合管生產廠家見表2。
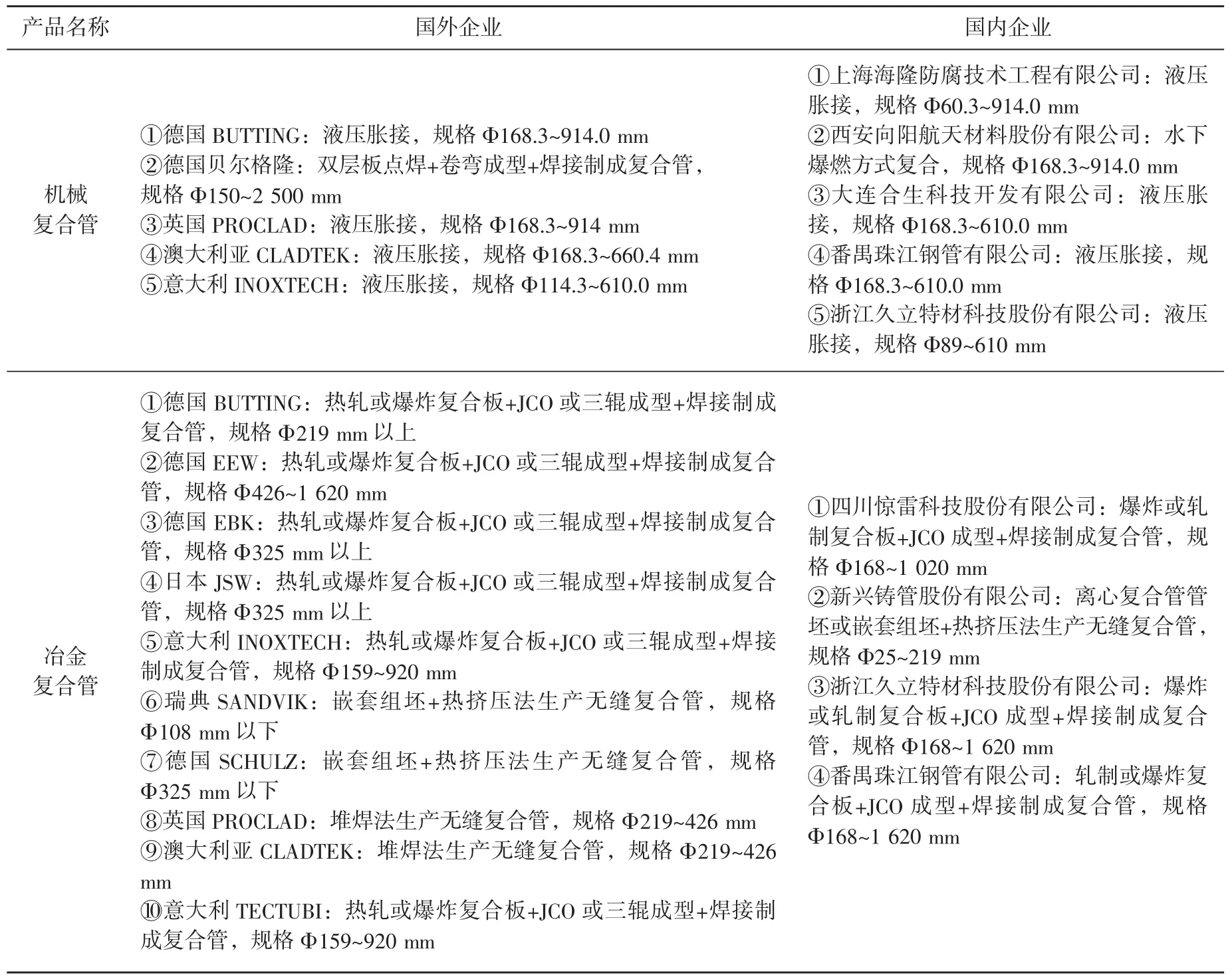
表2 國內外耐蝕合金復合管生產廠家
3.1 國外企業
德國BUTTING、EEW、貝爾格隆、EBK,意大利INOXTECH,英國PROCLAD,澳大利亞CLADTEK等國外廠家,已在機械復合管、冶金復合管方面具有比較成熟的技術經驗,掌握了耐蝕合金復合管基層與襯/覆層焊接方法和施工對接焊技術,并且具備耐蝕合金復合管的制造檢驗技術和能力,供貨業績也較好。
3.2 國內企業
國內耐蝕合金復合管的技術水平主要還停留在機械復合上。一些廠家已具有一定的供貨業績,技術成熟性與質量可靠性已逐步提高與完善,有能力承擔耐蝕合金復合管的生產與供貨;另有幾個廠家正在進行耐蝕合金復合管的試制。對于技術含量相對較高的冶金復合管,目前國內只有2~3家企業具有一定的供貨業績,還有2家企業正在進行冶金復合管的試制并已取得了實質性進展。
3.3 國內外生產能力分析
3.3.1 機械復合管
國內機械復合管廠家生產能力情況見表3,國外機械復合管廠家生產能力情況見表4,國內外機械復合管生產能力分布如圖7所示。
3.3.2 冶金復合管
國內冶金復合管廠家生產能力情況見表5,國外冶金復合管廠家生產能力情況見表6,國內外冶金復合管生產能力分布如圖8所示。

表3 國內機械復合管廠家生產能力匯總
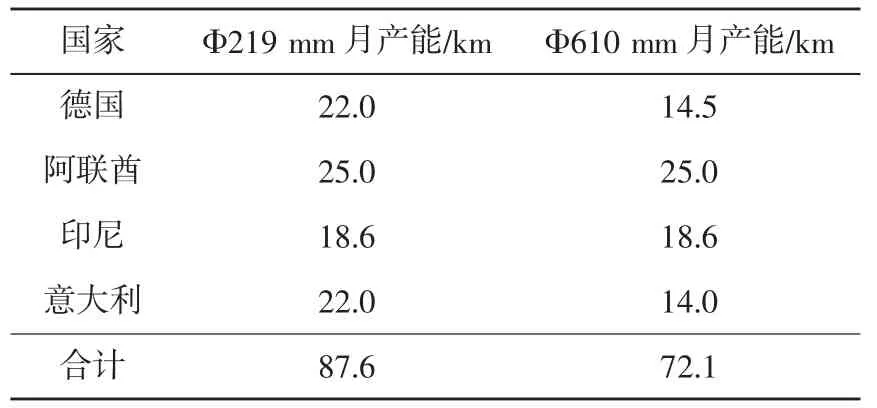
表4 國外機械復合管廠家生產能力匯總

圖7 國內外機械復合管生產能力分布
4 雙金屬復合管的應用與技術發展趨勢
受國際節能要求以及油氣作業環境惡化的影響,國內外耐蝕合金復合管的應用日趨廣泛,并向著多元化方向發展,國內外雙金屬復合管應用情況見表7。根據NACE MR 0175/ISO 15156-2∶2003標準[17]的材質選擇方案,油氣田及高溫、高壓、高腐蝕性工況環境將是未來耐蝕合金復合管的主要應用領域。
機械復合管由于自身的結構特性,決定了其不能應用于高溫、熱傳導及有軸向力傳遞要求的工況環境。熱復合塑性成型技術或固相熱擴散技術制備而成的復合管,界面可實現完全冶金結合,界面結合強度高,適用于高溫、高壓、高腐蝕性作業環境,以及有熱傳導和軸向力傳遞要求的工況環境。對于常溫高腐蝕、高磨損作業環境,出于成本上的考慮,目前主要采用機械復合管,但同時也帶來了現場施工難度的增加與施工效率的降低以及質量風險的增大等問題。隨著冶金復合管制造技術的日趨完善及短流程化,其生產成本可有效降低,屆時在不增加成本的情況下可完全替代機械復合管,同時也降低了現場施工的難度與質量風險,提高了施工效率。
隨著油氣田開采環境的日益復雜化,以及應用領域的多元化,對能服役于高溫等苛刻工作環境的雙金屬復合管的需求將日益增大,因此冶金結合雙金屬復合管以及相應的熱復合塑性成型技術和固相熱擴散技術是未來雙金屬復合管生產技術的重要發展趨勢。
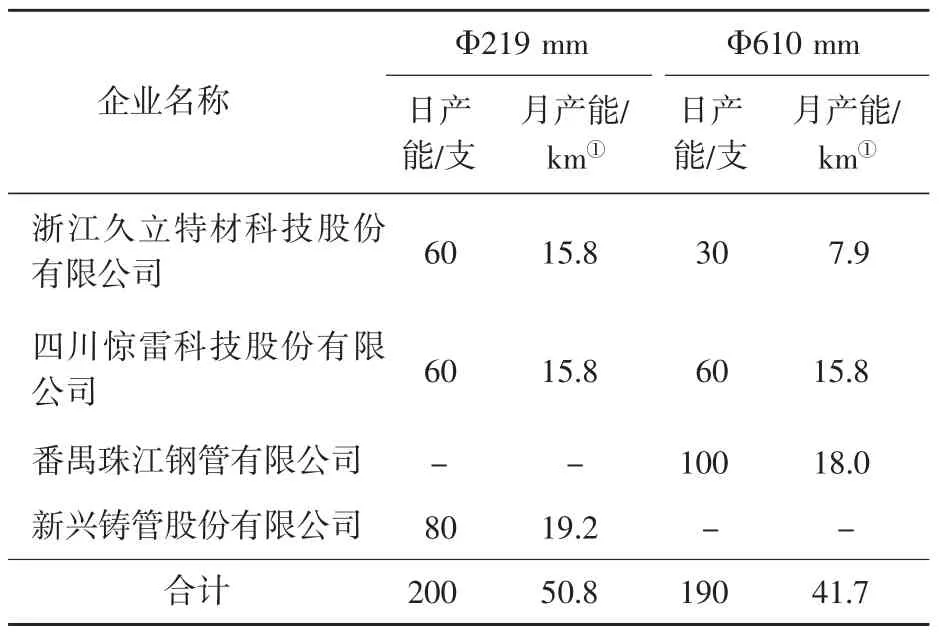
表5 國內冶金復合管廠家生產能力匯總
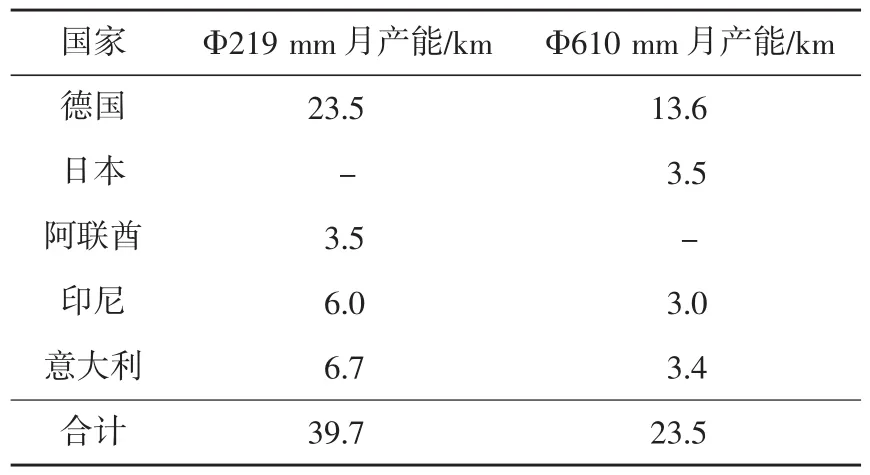
表6 國外冶金復合管廠家生產能力匯總

圖8 國內外冶金復合管生產能力分布

表7 國內外雙金屬復合管應用情況
[1]趙衛民.金屬復合管生產技術綜述[J].焊管,2003,26(3):11-13.
[2]李志遠,張九海.先進連接方法[M].北京:機械工業出版社,2000:185-202.
[3] Jonathan D,Bhaven C.Clad piping components for refinery applications[J].Materials Performance,1997,10(2):29.
[4]于九明.金屬層狀復合技術及其新進展[J].材料研究學報,2000,14(1):12-16.
[5]曹曉燕,鄧娟,上官昌淮,等.雙金屬復合管復合工藝研究進展[J].鋼管,2014,43(2):11-16.
[6]郭明海,劉俊友,龐于思,等.雙金屬復合技術的研究進展[J].鋼管,2013,42(1):11-16;2013,42(2):6-11.
[7]王學生,李培寧,郭茶秀.不銹鋼復合管液壓脹接裝置[J].機械工程師,2001(2):10-11.
[8]王學生,王亞輝,李培寧,等.液壓脹合復合管的應力應變分析[J].鄭州工業大學學報,2001(1):33-35.
[9](西德)哈森 P.物理金屬學[M].北京:科學出版社,1984:76-94.
[10]席正海.國外雙金屬復合鋼管生產工藝[J].四川冶金,1989,18(4):125-128.
[11] Christer A S.Bimetallic tubes from powder[C]//Conference on Coatings and Bimetallic for Energy Systems and Chemical Process Environments in South Carolina.1984:13-16.
[12]巢鵬飛,楊連發,于強,等.塑性成形技術在金屬復合管制備中的應用及展望[J].塑性工程學報,2005,12(2):42.
[13]劉建彬.X60/2205雙金屬復合管短流程制備工藝研究[J].鋼管,2012,41(4):23-27.
[14]周振豐.焊接冶金學[M].北京:機械工業出版社,1997:180.
[15] Funk E R,Rieber L.Handbook of welding[M].Boston:Breton Publishers,1985:341-214.
[16]肖桂華.不銹鋼-碳鋼復合管的生產技術[J].四川冶金,2000(1):58-59.
[17] NACE MR 0175/ISO 15156-2 ∶2003 Standard material requirements metals for sulfide stress cracking and stress corrosion cracking resistance in sour oilfield environments[S].2003.
猜你喜歡
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
兒童故事畫報(2019年5期)2019-05-26 14:26:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
Coco薇(2016年2期)2016-03-22 02:42:52
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
