三輥連軋管機軋制機架擴大產品規格改造設計
2014-12-28 12:03:28覃宣,王飛,金強,穆東
鋼管 2014年5期
關鍵詞:設計
覃 宣,王 飛,金 強,穆 東
(中冶賽迪工程技術股份有限公司,重慶 401122)
三輥連軋管機組因其具有優質、高產、高效率、低消耗等優點,近年來在國內得到迅猛發展和應用[1-7]。同時隨著國內無縫鋼管產能的擴大[8-9],市場競爭日益激烈,用戶對無縫鋼管產品的需求也趨于多樣化。為了在激烈競爭的市場中獲得一定的市場份額,越來越多的無縫鋼管生產企業希望在低成本投入的條件下,對現有三輥連軋管機進行擴大產品規格(簡稱擴規)改造,以達到在一定范圍內生產更多規格的鋼管適應市場需求的目的。軋制機架作為三輥連軋管機的核心部件[7],是擴規改造的重點,直接影響改造的可行性、經濟性以及最終產品的質量。本文以Φ258 mm三輥連軋管機擴規到Φ340 mm為例,提出一種改造投入低、改造工作簡單可行的軋制機架改造思路。
1 軋制機架設備結構
軋制機架作為三輥連軋管機的核心部件,主要由機架本體、軋輥裝配、擺臂裝配和軋輥平衡裝置等組成[10-11],其三維結構如圖1所示。軋輥裝配主要包括軋輥、軋輥軸承、軋輥軸承座、鎖緊螺母、軸套、端蓋和密封件等零部件,軋輥和軋輥軸承通過鎖緊螺母、軸套等軸向定位在軸承座中,密封件和端蓋起到密封防塵的保護作用;擺臂裝配的作用是通過預應力螺柱固定安裝軋輥裝配,擺臂自身通過銷軸安裝在機架本體上;軋輥平衡裝置通過平衡缸頭部的滾輪或鉸接裝置連接擺臂,在軋制過程中,起到使擺臂始終緊靠壓下缸保持設定孔型的作用。
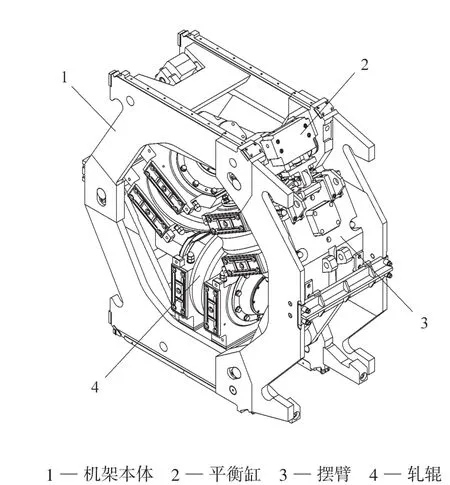
圖1 三輥連軋管機軋制機架的三維結構
2 軋制機架改造的制約因素
由于原有設備結構的限制,三輥連軋管機的擴規改造不可能大幅度增加鋼管產品規格范圍;并且,如果規格范圍擴大過多,即使能通過改造滿足工藝要求,但改造項目會增多,導致改造成本激增,這是鋼管生產企業不愿意看到的;因此,在滿足改造工藝要求的前提下,減少改造項目,降低改造成本成為改造設計的重點和難點。
基于上述改造原則,在制定通過擴規改造增加三輥連軋管機軋制產品規格的方案時,考慮在不增加連軋管機軋制力的前提下,盡量減少改造項目,增加軋制鋼管規格。
3 軋制機架的優化改造設計
根據軋制機架的結構,Φ258 mm連軋管機擴規到Φ340 mm,軋制機架主要部件均需要進行力能參數和設備空間位置的校核。
在軋制力不變的方案中,軋制機架的機架本體、平衡缸力能參數經過校核能滿足要求,并且設備空間位置不存在干涉,因此機架本體、平衡缸不需要進行改造設計。對于軋輥裝配,由于連軋管機擴規,軋輥尺寸增大,主要是軋輥輥寬、長度和軋輥名義直徑增大,因此為了保證軋制中心線維持不變,需要重新設計定位軋輥軸承座。由于軋輥軸承座和擺臂相連接,軋輥軸承座位置發生變化,因此擺臂也需要重新設計。
現有軋輥裝配的設計中,軋輥軸承相對軋輥中心線兩端對稱,軸承固定端在非傳動側,浮動端在傳動側。由于軋輥軸向尺寸的增大,軸承座位置需要向兩端對稱移動,相應的擺臂上軸承座的定位銷孔和安裝孔位置向兩端對稱移動(初步改造方案)。將軸承座位置移動后的軋輥裝配進行有限元校核,校核結果如圖2所示。由分析結果可知:按照這種對稱移動的方案,擺臂上軸承固定端定位銷孔處應力達300 MPa,位移達1.2 mm,完全不能滿足設計的強度、剛度要求。分析原因為擺臂上安裝固定端軸承座處空間位置較小,在軸承座向兩側對稱移動過程中,定位銷孔位置也相應向外移動,造成該處強度薄弱,同時軸承固定端相對于浮動端承受更大的軸向力,從而不能滿足強度、剛度要求;而軸承浮動端處擺臂上空間位置較為寬裕,同時由于浮動端承受軸向力較小,因此浮動端能夠滿足力學要求。
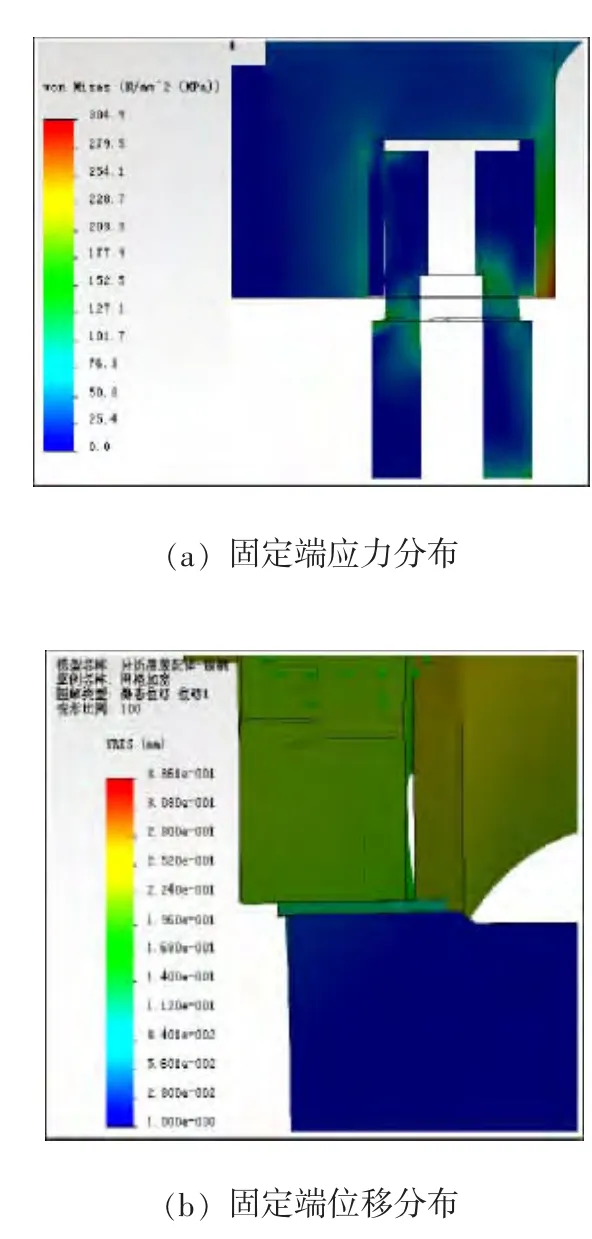
圖2 三輥連軋管機軋制機架軸承座位置對稱移動后的軋輥裝配有限元校核結果
基于上述分析結果,重新設計了改造方案。將原設計中軋輥軸承的浮動端、固定端位置相互對調,并將軸承座定位銷孔和安裝孔的對稱布置改為非對稱布置,浮動端軸承座定位銷孔和安裝孔位置距離軋輥中心線的位置小于固定端軸承座定位銷孔和安裝孔距離軋輥中心線位置。在此基礎上由于浮動端承受軸向力小,將該處軸承座定位銷直徑減小,進一步保證擺臂上定位銷孔位置距離擺臂邊緣的尺寸,以滿足力學強度、剛度要求。三輥連軋管機軋制機架軸承座位置非對稱移動后的軋輥裝配設計方案如圖3所示。
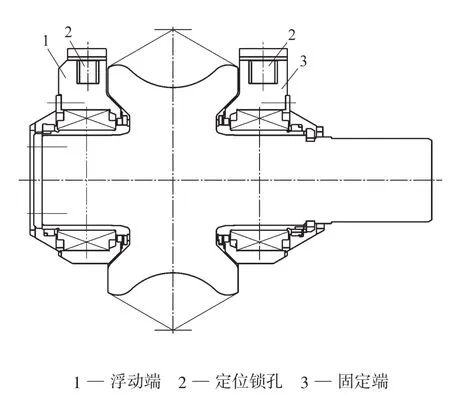
圖3 三輥連軋管機軋制機架軸承座位置非對稱移動后的軋輥裝配設計方案
三輥連軋管機軋制機架軸承座位置非對稱移動后擺臂的有限元校核結果如圖4所示。結果顯示:擺臂上固定端、浮動端軸承座定位銷孔外應力均滿足力學強度、剛度要求。除此之外,由于軋輥名義直徑的增大,為了保證擺臂位置不變,需要將軸承座中心高度降低,因此軸承座需要重新設計。因為軸承座浮動端、固定端位置的變化,端蓋也需要重新設計制造,而軋輥裝配中的軸承、密封件等則利用現有設計,可以減少備品備件的數量。
根據上述的改造設計方案,軸承座需要重新調整中心高、定位銷和螺柱安裝孔位置,擺臂需要重新調整定位銷和螺柱安裝孔位置,端蓋需要重新設計滿足浮動端和固定端位置互調的需求,較大的改造零件僅5件,其余部分均可利用現有設備零部件。
4 結 論
三輥連軋管機軋制機架的擴規改造設計,可通過將軋制機架中軋輥裝配的軸承座浮動端和固定端位置互調,并減小浮動端定位銷直徑的方案,在保證擺臂安裝軸承座定位銷處力能參數、剛度要求的同時,達到僅需改造設計軸承座、擺臂、端蓋和定位銷共7件零件,就能滿足Φ258 mm連軋管機擴規到Φ340 mm的要求,改造經濟合理。
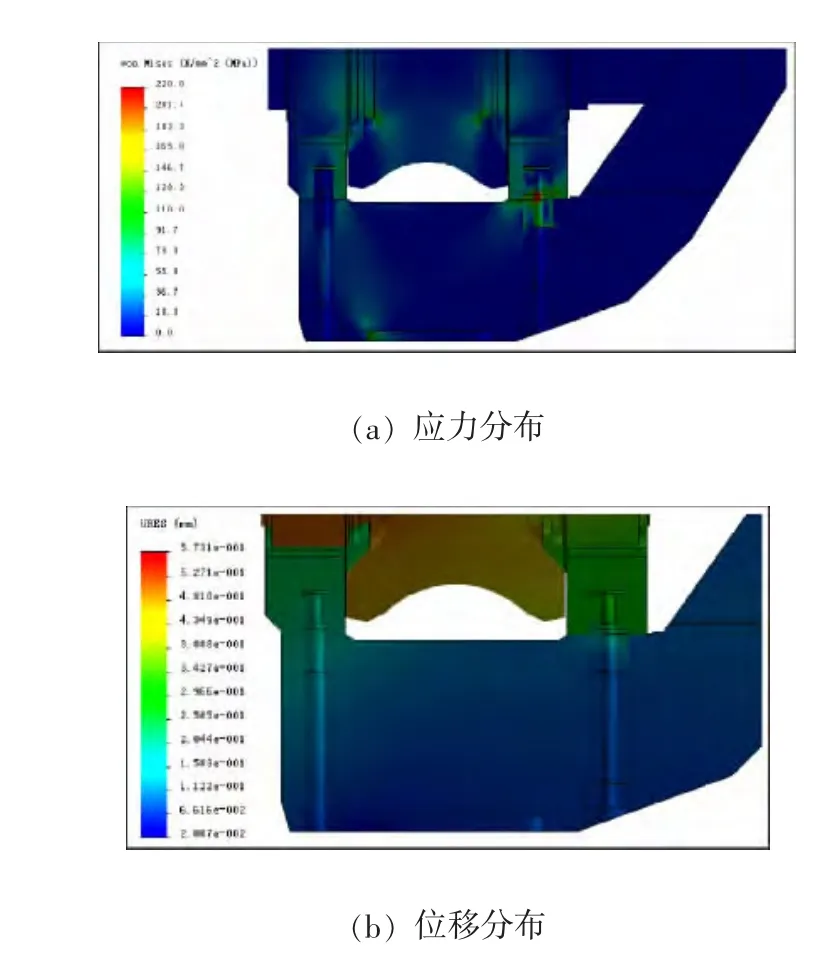
圖4 三輥連軋管機軋制機架軸承座位置非對稱移動后擺臂的有限元校核結果
[1]李群,楊帆.從MPM到PQF——限動芯棒連軋管機回顧及展望[J].鋼管,2007,36(6):19-24.
[2]陳碧楠.三輥連軋管機的發展及分析對比[J].鋼管,2010,39(3):6-9.
[3]李元德,朱燕玉,賈立虹,等.連軋管機組發展歷程及生產技術[J].鋼管,2010,39(2):1-13.
[4]王三云,楊旭寧.關于我國小型無縫鋼管生產機組改造的探討[J].鋼管,2012,41(2):9-14.
[5]嚴澤生,孫強,莊鋼.PQF生產工藝[J].鋼管,2006,35(1):37-42.
[6] 金如崧.PQF 的 17 年[J].鋼管,2009,38(1):36-40.
[7]李安全.Φ159 mm FQM三輥連軋管機組主要設備特點[J].鋼管,2007,36(6):32-36.
[8]李曉紅.從無縫鋼管生產格局和出口依存度現狀分析我國淘汰落后無縫鋼管裝備的必要性[J].鋼管,2009,38(1):18-21.
[9]李春龍,何建中.無縫鋼管生產現狀及包鋼產品定位[J].金屬世界,2012(3):16-22.
[10]陳碧楠,金強,覃宣,等.機架鎖緊方式對三輥連軋管機軋制精度的影響分析[J].鋼管,2014,43(3):70-74.
[11]李群,安野,魏建,等.關于三輥連軋管機孔型調節方法的討論[J].鋼管,2010,39(5):62-65.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
