自升式鉆井平臺(tái)圍井建造精度管理
2015-01-01 02:22:04顧楊飛
船舶與海洋工程 2015年6期
關(guān)鍵詞:管理
曹 嶺,顧楊飛,劉 迪
(上海外高橋造船有限公司,上海 200137)
0 引 言
JU2000E自升式鉆井平臺(tái)為三角形船體,帶有3個(gè)長方形圍井,每個(gè)圍井內(nèi)安裝升降機(jī)構(gòu)。3個(gè)圍井位置分別為:前圍井位于船體中心線上,兩個(gè)后圍井距前圍井45.72m,位于中心線兩側(cè)23.772m處。圍井為長20.254m、寬18.488m的長方形結(jié)構(gòu),型深9.495m,每個(gè)總組結(jié)構(gòu)重量約為360t。圍井分段使升降基礎(chǔ)與主船體結(jié)構(gòu)相連,升降基礎(chǔ)在全船中起到至關(guān)重要的作用,其負(fù)責(zé)提升、卡止、定位整個(gè)平臺(tái),是整個(gè)平臺(tái)垂向移動(dòng)以及準(zhǔn)確定位的關(guān)鍵,因此圍井分段的精度要求較高,必須嚴(yán)格按照精度控制標(biāo)準(zhǔn)施工。船體建造精度,就是以船體建造精度標(biāo)準(zhǔn)為基本準(zhǔn)則,通過科學(xué)管理方法與先進(jìn)的工藝技術(shù)手段,對(duì)船體建造進(jìn)行全過程的尺寸精度分析與控制,以最大限度地減少現(xiàn)場(chǎng)修整工作量,提高工作效率,減低造船成本,保證產(chǎn)品質(zhì)量[1]。
1 圍井分段建造原則
分段階段:圍井分段采用一種以橫艙壁為基面,在絕對(duì)保證橫艙壁水平的前提下進(jìn)行分段裝配組裝;另一種以縱艙壁為基面?zhèn)仍斓慕ㄔ旆椒ǎ诮^對(duì)保證縱艙壁水平的前提下進(jìn)行分段裝配組裝。
總組階段:根據(jù)理論尺寸做出3只圍井分段內(nèi)壁三角投影線,找出三角形中心,各邊中點(diǎn),用油漆筆在地上醒目地標(biāo)出三角形3個(gè)頂點(diǎn)、中心、各邊中點(diǎn),以內(nèi)壁投影線為基準(zhǔn),向外作出分段邊框線,分段定位以三角中心點(diǎn)為基準(zhǔn)進(jìn)行總組。
2 精度管理流程及控制標(biāo)準(zhǔn)
2.1 小組立精度管理
2.1.1 控制標(biāo)準(zhǔn)
造船精度控制是船舶制造過程中一項(xiàng)十分重要的工作,其貫穿于船舶制造的整個(gè)過程【2】。因此,圍井建造要從小組立開始重點(diǎn)管理。圍井小組構(gòu)件精度控制對(duì)于分段中組至關(guān)重要,因此必須嚴(yán)格管理小組精度。小組精度控制標(biāo)準(zhǔn):水平度±2mm、垂直度±3mm、直線度±1mm、間距±2mm、主尺寸±2mm。
2.1.2 控制要點(diǎn)
小組立構(gòu)件精度控制,長±2mm,寬±2mm,對(duì)角線±2mm。注意中心線的位置,中心線控制±1mm,從基準(zhǔn)線向兩側(cè)檢查構(gòu)件線,注意加放分散延長量。
重點(diǎn)控制小組典型構(gòu)件斜肋位3A與橫艙壁4A板的角度和重合度,重合度±2mm。橫艙壁4A結(jié)構(gòu)與斜肋位3A結(jié)構(gòu)之間的夾角可用圖1中“A-A”詳圖中的方法檢驗(yàn)(見圖1)。
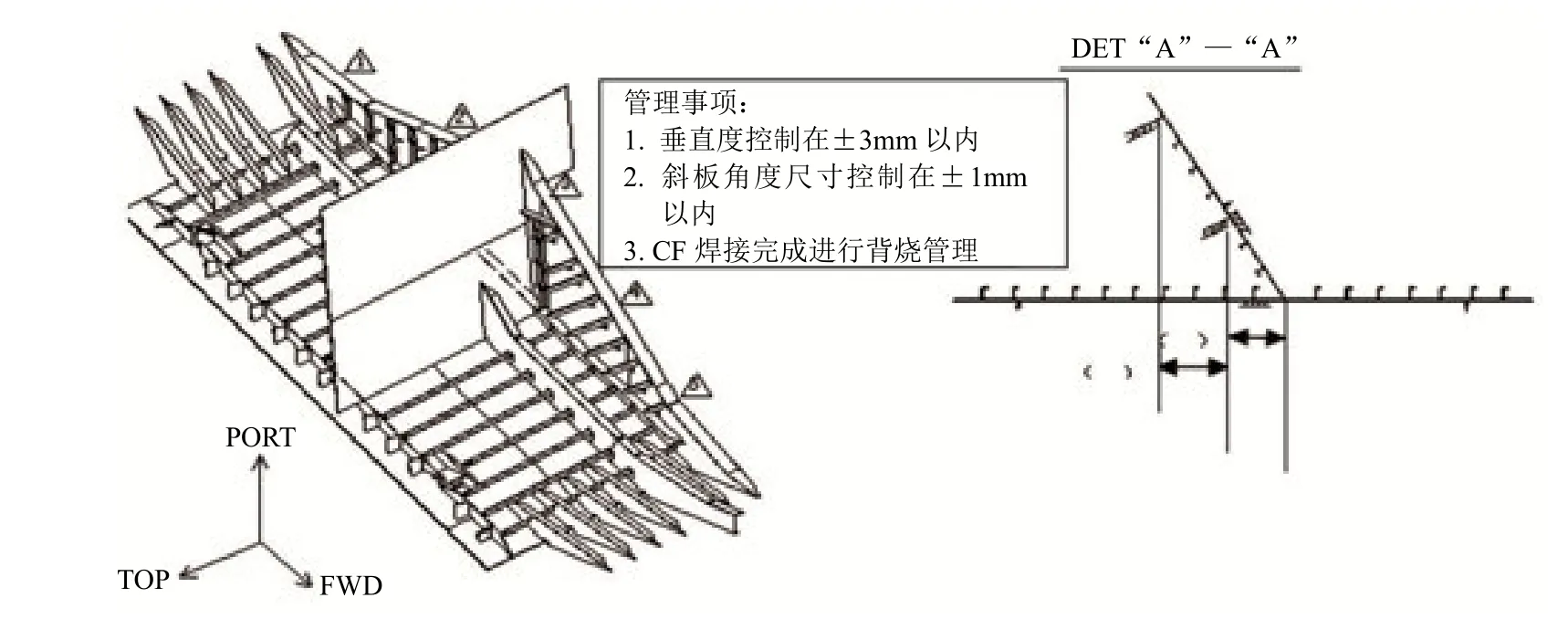
圖1 斜肋位片段精度控制要點(diǎn)
2.2 分段胎架制作
圍井分段建造對(duì)胎架要求較高,需制作專用胎架,四周加扁鐵固定,并對(duì)其胎架高度進(jìn)行標(biāo)記,按照劃線員標(biāo)記好的胎架高度對(duì)其他胎架進(jìn)行調(diào)整(見圖2)。胎架制作要求及基準(zhǔn):1) 胎架基面必須保證水平;2) 支柱胎架每根支柱的高度公差范圍為±2mm,整體平面度±2mm;3) 胎架制作完成后由精度管理部進(jìn)行精度測(cè)量;4) 胎架支柱水平度<±2mm,水平檢驗(yàn)線基準(zhǔn)<±1mm,胎架垂直度<±2mm。

圖2 圍井胎架管理
2.3 地線施工
地線按尺寸施工,在地面拉粉線標(biāo)記,并在醒目位置敲樣沖標(biāo)記。地線施工要求如下:
1) 地線對(duì)角線<±2mm;2) 地線直線度<±1mm。
2.4 拼板及二次劃線
2.4.1 拼板
拼板前對(duì)板材編號(hào)、材質(zhì)、尺寸、坡口等確認(rèn),確認(rèn)無誤后進(jìn)行拼板,拼板時(shí)應(yīng)當(dāng)從基準(zhǔn)邊做起,第一張板定位要掛線錘與地線進(jìn)行重合定位并固定,在所有拼板上制作基準(zhǔn)線(150M.K 線,并扣除相應(yīng)坡口間隙值,坡口間隙統(tǒng)一為3mm),以此來確認(rèn)拼板過程中的端差,拼板尺寸檢查合格后,對(duì)拼板進(jìn)行固定,然后開始焊接,焊接順序參照WPS規(guī)定執(zhí)行。焊接結(jié)束后應(yīng)再次對(duì)其尺寸進(jìn)行確認(rèn),填寫焊后精度測(cè)量表,并在鋼板上進(jìn)行標(biāo)記;
2.4.2 二次劃線
劃線時(shí)從基準(zhǔn)邊進(jìn)行劃線施工,先進(jìn)行基準(zhǔn)線施工并確認(rèn)主板的形態(tài),劃線使用的粉線控制在<1mm。在對(duì)接部位劃出焊接保留線;所有劃線完成后標(biāo)注部材的構(gòu)件號(hào)、板厚方向、焊角高度。所有相關(guān)的檢驗(yàn)線(肋骨檢驗(yàn)線、中心線、150M.K 基準(zhǔn)線等)施工時(shí)進(jìn)行相應(yīng)的樣沖施工,在地面相應(yīng)位置劃出相應(yīng)的中心線,并敲樣沖標(biāo)記(見圖3)。
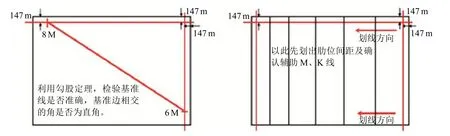
圖3 圍井劃線管理
2.5 中組精度管理
2.5.1 中組裝配過程精度控制
圍井分段裝配225、235、201以底部橫艙壁為基準(zhǔn)進(jìn)行裝配,221、231、255、265、245、275以縱艙壁為基面進(jìn)行裝配。
1) 201類型分段精度中組管理。拼板要分別測(cè)量焊前焊后主尺寸,長寬偏差±2mm,對(duì)角線偏差±2mm,調(diào)整好橫艙壁10A板的水平(見圖4)。要注意縱艙壁的焊接,應(yīng)實(shí)時(shí)測(cè)量縱艙壁的垂直度,調(diào)節(jié)垂直度偏差在±2 mm以內(nèi),在關(guān)鍵點(diǎn)位置吊線錘實(shí)時(shí)監(jiān)控。注意先焊立角后焊平角,對(duì)于部分變形嚴(yán)重的地方必須用槽鋼支撐固定,甲板裝配焊接同縱艙壁(見圖5);
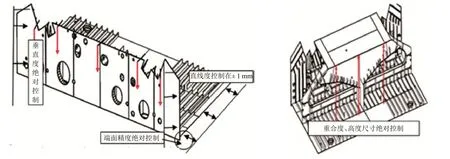
圖4 圍井甲板定位精度控制
2) 221類型分段中組精度管理。在保證基準(zhǔn)邊與地線對(duì)齊,定位后與胎架固定,基準(zhǔn)邊偏差±1mm。底部縱艙壁拼板要分別測(cè)量焊前焊后主尺寸,長、寬偏差±2mm,對(duì)角線偏差±3mm,強(qiáng)化內(nèi)壁精度管理。
吊裝斜肋位構(gòu)件時(shí),應(yīng)考慮平臺(tái)總組時(shí)以斜肋位平面為基準(zhǔn),保證斜肋位的垂直度在精度控制范圍并調(diào)整結(jié)構(gòu)。在調(diào)整平整度之前先保證斜肋位板與甲板板角接的距離和理論尺寸相符,各關(guān)鍵位置用支撐加強(qiáng),調(diào)節(jié)斜肋位板與甲板的重合度偏差±2mm(見圖6)。
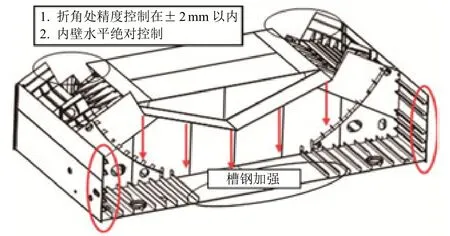
圖5 圍井裝配過程控制點(diǎn)
2.5.2 圍井分段數(shù)字化精度管理
圍井分段在裝配完畢,分段整體較高,內(nèi)壁垂直度傳統(tǒng)精度管理無法測(cè)量到位,必須借助全站儀等數(shù)字化工具進(jìn)行管理,提高分段精度品質(zhì)(見圖7)。
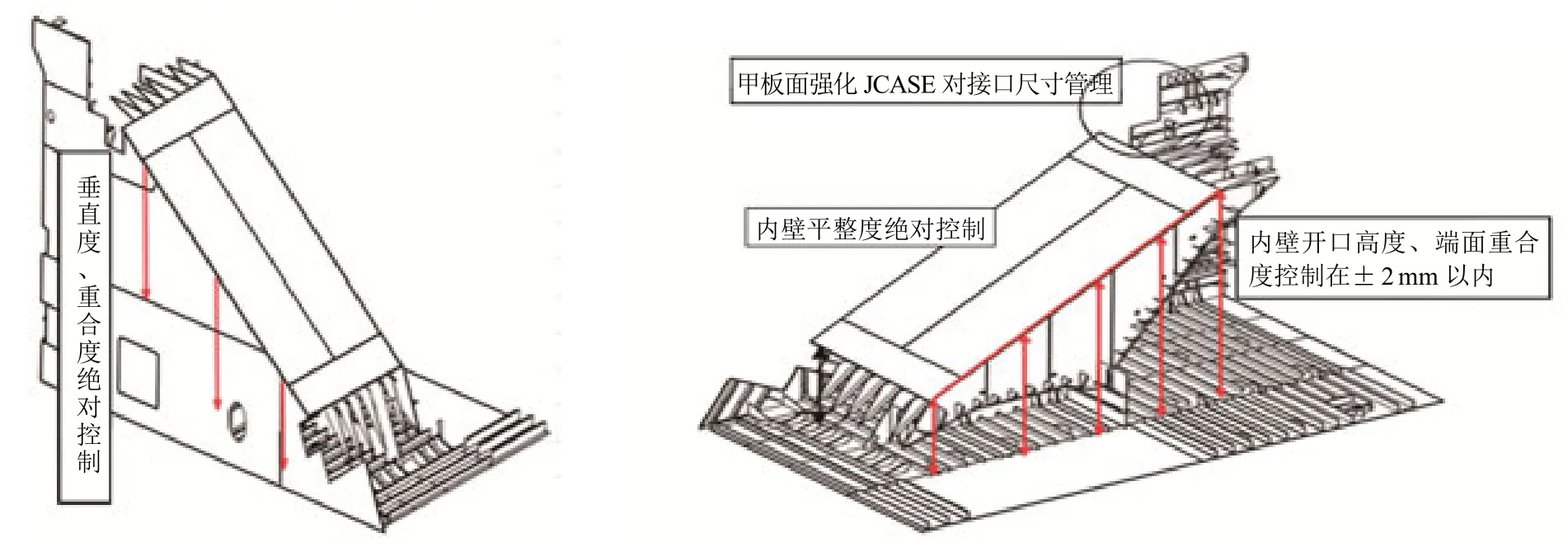
圖6 圍井內(nèi)壁精度控制點(diǎn)
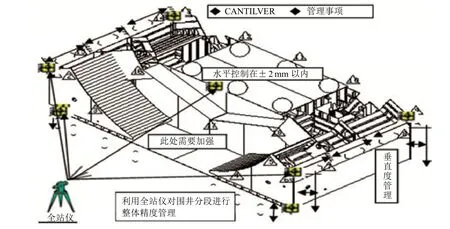
圖7 201圍井分段數(shù)字化測(cè)量管理
221等類型分段以縱艙壁在胎建造為斜邊角度,因此,在過程定位階段需要全站儀定期進(jìn)行測(cè)量管理,保證建造精度(見圖8)。

圖8 圍井分段數(shù)字化測(cè)量管理
3 分段舾裝精度管理
對(duì)于舾裝來說,實(shí)施精度管理難度較大的是管舾,它不僅涉及管子的下料、制作與安裝精度,更重要的是涉及分段制作與合攏精度[3]。管舾裝作業(yè)是船廠的第二大作業(yè)類型,其精度要求尤為重要。管子加工回彈量的設(shè)置、管線設(shè)計(jì)中取消合攏管后的管子精度匹配和管線安裝都需要符合相應(yīng)的精度標(biāo)準(zhǔn)。在JU2000E自升式鉆井平臺(tái)建造過程中,開始實(shí)施舾裝精度管理,在圍井分段建造過程舾裝管理重點(diǎn)放在管舾的管理(見圖9),控制基準(zhǔn)。
分段完工后運(yùn)輸?shù)紧秆b平臺(tái),由管舾班組負(fù)責(zé)舾裝工作。舾裝開工之前,制定舾裝精度安裝標(biāo)準(zhǔn)和舾裝精度檢查標(biāo)準(zhǔn),管子圓心標(biāo)準(zhǔn)±5mm,支架定位±5mm,工資碼安裝<<3mm。精度標(biāo)準(zhǔn)覆蓋了殼舾涂一體化的全過程,除了船體建造精度外,還包括了舾裝件的加工和安裝精度,特別是管線與船體總組搭載聯(lián)系密切[4]。制定好標(biāo)準(zhǔn),集中對(duì)舾裝班組進(jìn)行培訓(xùn),通過培訓(xùn)讓生產(chǎn)班組了解精度控制標(biāo)準(zhǔn),以及管舾安裝過程中的注意事項(xiàng)。管舾安裝結(jié)束后通過全站儀對(duì)合攏管系進(jìn)行測(cè)量管理,提升管舾精度,通過一段時(shí)間管理,效果較好(見圖10)。
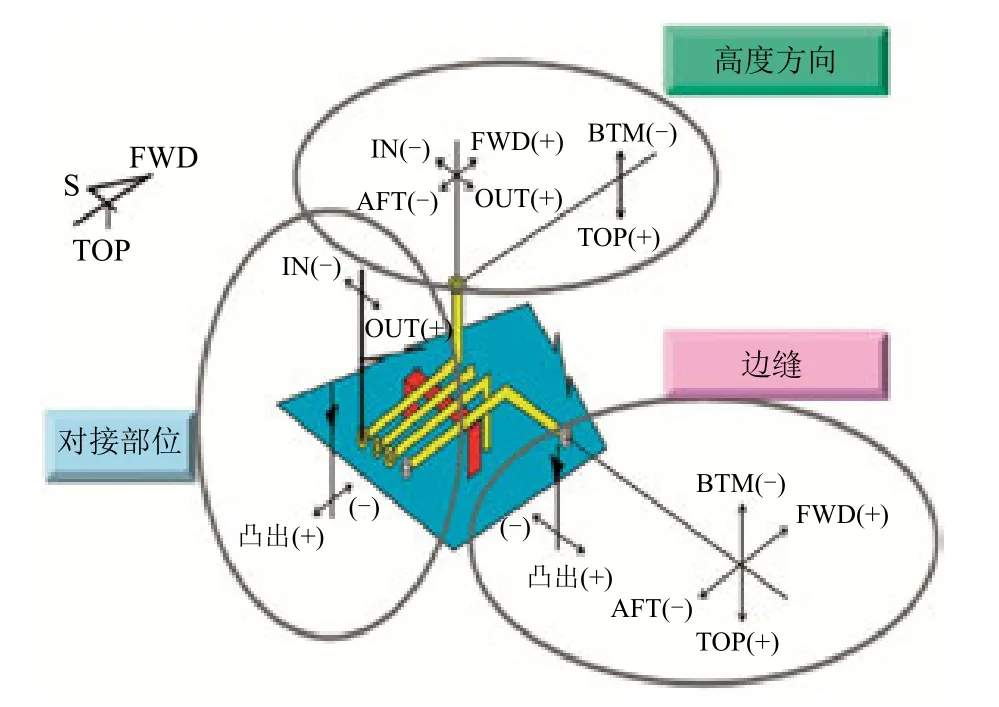
圖9 舾裝精度控制基準(zhǔn)
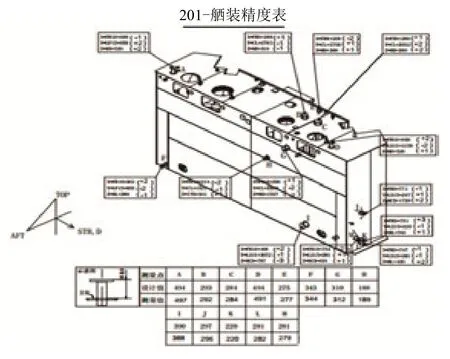
圖10 圍井分段舾裝精度控制效果
4 總組精度控制
4.1 總組地樣線施工
1) 根據(jù)設(shè)計(jì)圖紙開設(shè)總組地樣線。首先根據(jù)理論尺寸劃出其中一只分段內(nèi)壁投影線 ,以此為底邊,作等邊三角形。其他兩邊分別為另兩只分段內(nèi)壁投影線,找出三角形中心,各邊中點(diǎn),用油漆筆在地上醒目地標(biāo)出三角形3個(gè)頂點(diǎn)、中心、各邊中點(diǎn),方便后續(xù)定位使用,同時(shí)以內(nèi)壁投影線為基準(zhǔn),向外作出分段邊框線;
2) 根據(jù)分段放置位置,邊框線尺寸,按標(biāo)準(zhǔn)合理擺放分段胎架;
3) 以邊框線尺寸為基準(zhǔn),在分段外壁硬擋位置裝焊出槽鋼靠山,以方便組裝分段快速、準(zhǔn)確定位(見圖 11)。
4.2 總組定位及裝配精度控制
圍井分段總組定位,前后位置以邊框線為基準(zhǔn),左右以內(nèi)壁投影線為基準(zhǔn)。定位時(shí)合理確定分段位置,使分段本體重要管理點(diǎn)參照地樣線擺放。定位結(jié)束后,用全站儀測(cè)量分段尺寸,結(jié)合現(xiàn)場(chǎng)分段實(shí)際情況,給出余量值。精度人員現(xiàn)場(chǎng)測(cè)量確認(rèn)余量數(shù)據(jù),無問題后開始切割,切割完畢后開始復(fù)位,使分段本體重要管理點(diǎn)對(duì)齊地樣線。尺寸誤差-1~1mm,極限允許-3~3mm,到位后調(diào)整另外兩只分段四角水平,用水平儀測(cè)量,誤差-5~5mm,極限誤差-8~8mm。
確認(rèn)分段余量及定位時(shí),以地樣線為基準(zhǔn),通過控制分段內(nèi)壁垂直度,總組縫處硬擋位置開檔距離,三角地樣線中心到內(nèi)壁中心的距離,以及分段整體尺寸,逐步調(diào)節(jié),使分段在可控制范圍之內(nèi),確認(rèn)余量,確認(rèn)分段最佳位置。定位完成,分段進(jìn)行焊接,焊接完畢精度測(cè)量,確認(rèn)完美精度后,直接送往下道船塢(見圖12、13)。
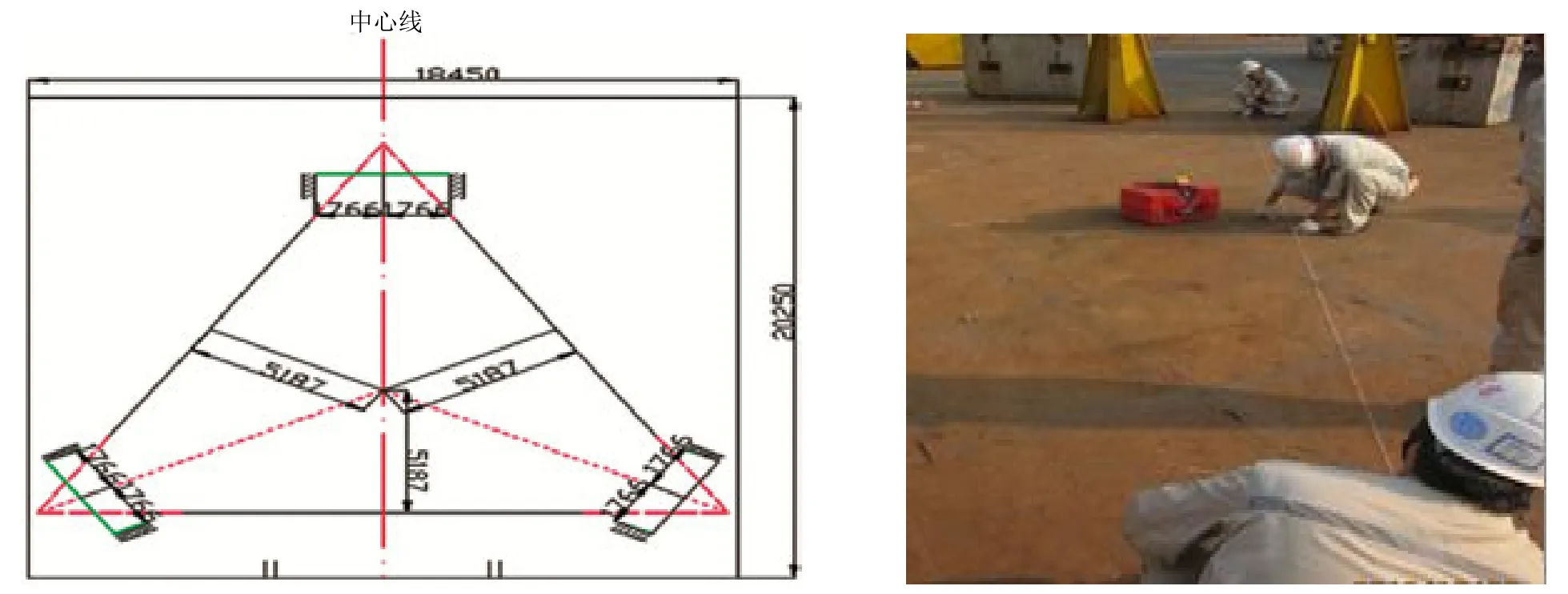
圖11 總組地樣線施工
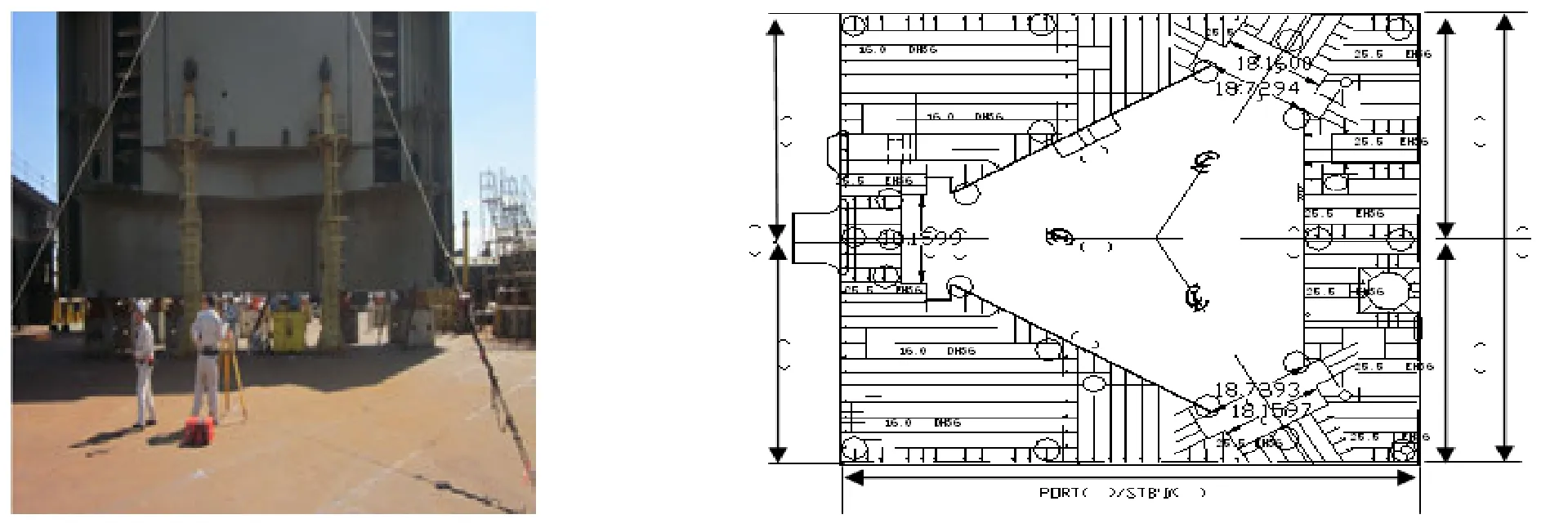
圖12 總組定位管理
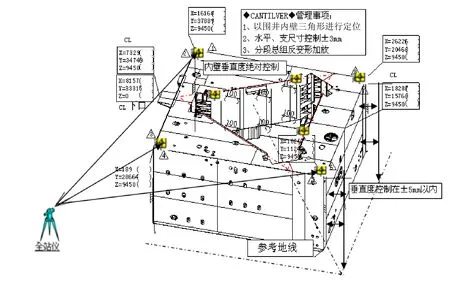
圖13 總組精度數(shù)字化管理
4.3 圍井船塢定位基準(zhǔn)制作
1) 分段在總組平臺(tái)時(shí),以分段內(nèi)壁為基準(zhǔn),在甲板面上確定等邊三角形;
2) 以等邊三角形底邊為基準(zhǔn),開出底邊垂直平分線1、2及平行于底邊且經(jīng)過三角形中心的平行線3、4,分別為圍井在船塢時(shí)左右位置和前后位置的定位基準(zhǔn)線;
3) 在其上甲板面開設(shè)船塢定位基準(zhǔn)線并粘貼好反射片:1、2兩點(diǎn)確定分段的Y方向;3、4兩點(diǎn)確定分段的X方向;5、6、7、8四個(gè)點(diǎn)確定分段的水平高度(見圖14)。
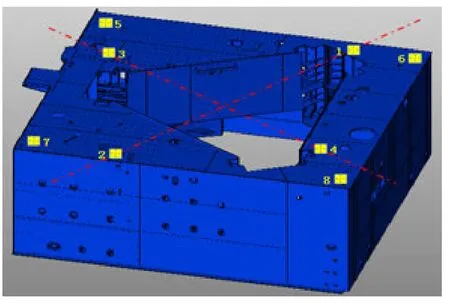
圖14 船塢圍井定位基準(zhǔn)制作
5 船塢精度控制
數(shù)字化船塢通過在船塢四周樹立旋轉(zhuǎn)標(biāo)靶,在船塢區(qū)域形成控制網(wǎng),船舶進(jìn)塢后按照首制分段在該控制網(wǎng)內(nèi)的位置進(jìn)行定位和坐標(biāo)確認(rèn),后續(xù)搭載分段定位作業(yè)即根據(jù)塢壁四周的旋轉(zhuǎn)標(biāo)靶所形成的控制網(wǎng)進(jìn)行[5]。圍井船塢精度管理的重點(diǎn)就是利用數(shù)字化造船技術(shù)進(jìn)行精度控制,船塢數(shù)字化簡(jiǎn)稱 E—DOCK,定義為:通過船塢邊樹立的標(biāo)靶建立的船塢坐標(biāo)系與船體坐標(biāo)系有效結(jié)合,利用全站儀測(cè)量對(duì)搭載定位分段關(guān)鍵點(diǎn)三維坐標(biāo)進(jìn)行采集,測(cè)得的實(shí)際坐標(biāo)與船體理論坐標(biāo)相比較得出偏差值,從而對(duì)船體進(jìn)行快速精確定位。圍井在船塢定位首先建立DES定位文件,在分段定位之前要建立好與之相匹配的DES定位文件,首先導(dǎo)入DES原始文件,再調(diào)出定位分段模型建立定位所需的主要管理點(diǎn),最后輸出即可建立DES定位文件(見圖15)。
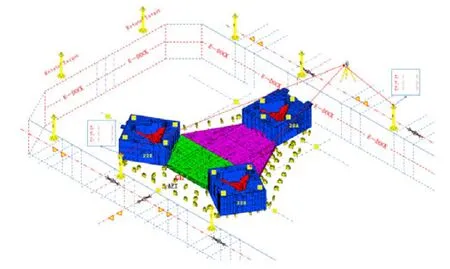
圖15 數(shù)字化精度造船技術(shù)在圍井分段精度管理中的應(yīng)用
圍井重要管理點(diǎn)反射片在總組階段已經(jīng)張貼,通過數(shù)字化造船技術(shù)的應(yīng)用,圍井船塢精度管理得到很好的控制,按照精度管理標(biāo)準(zhǔn),圍井在船塢精度控制標(biāo)準(zhǔn)長、寬、高度及垂直度精度標(biāo)準(zhǔn)±5mm,通過每一步的精度管理,最終圍井各項(xiàng)數(shù)據(jù)達(dá)到精度管理預(yù)期目標(biāo)(見圖16)。

圖16 圍井船塢數(shù)字化定位偏差在5mm以內(nèi)
6 結(jié) 語
圍井建造中精度的應(yīng)用起到至關(guān)重要的作用,通過小組、中組、大組、船塢精度管理的層層推進(jìn),過程嚴(yán)格管理,目前公司三條海工船的圍井精度控制達(dá)預(yù)期目標(biāo),有力促進(jìn)公司JU2000E系列自升式鉆井平臺(tái)的建造質(zhì)量, 而從圍井的建造中總結(jié)相關(guān)精度管理經(jīng)驗(yàn),收集的相關(guān)數(shù)據(jù),為JU2000E系列自升式鉆井平臺(tái)的成熟制作打下堅(jiān)實(shí)的基礎(chǔ)。同時(shí)本管理實(shí)踐能為后續(xù)公司建造的新型自升式鉆井平臺(tái)圍井精度管理提供參考。
[1] 王 淘,劉增榮. 關(guān)于船體建造精度管理及精度拼板工藝[J]. 造船技術(shù),2003 (2).
[2] 柯于舫. 論船舶的精度控制與建造質(zhì)量[J]. 滬東中華科技情報(bào),2002 (1): l4-l5.
[3] 劉善德,翟永興,史 佐. 造船精度管理是實(shí)施總裝造船的支撐性技術(shù)[J]. 造船技術(shù),2007, 277 (3): 23-24.
[4] 張 星,劉建峰,蔣志勇. 造船舾裝精度管理探討[J]. 船舶與海洋工程,2013 (3): 70-73.
[5] 楊 振,劉建峰. 溫度場(chǎng)變化對(duì)船塢搭載精度控制的影響研究[J]. 船舶與海洋工程,2013 (3): 16-20.
猜你喜歡
今日農(nóng)業(yè)(2022年15期)2022-09-20 06:56:20
水資源開發(fā)與管理(2021年12期)2022-01-15 08:54:58
——關(guān)注自然資源管理
遼寧自然資源(2021年3期)2021-05-19 06:39:04
水利建設(shè)與管理(2020年9期)2020-10-21 05:22:26
河南水利年鑒(2020年0期)2020-06-09 05:43:30
中國制筆(2019年1期)2019-08-28 10:07:26
建材發(fā)展導(dǎo)向(2019年10期)2019-08-24 06:26:30
建材發(fā)展導(dǎo)向(2019年10期)2019-08-24 06:26:20
中國眼鏡科技雜志(2017年13期)2017-08-16 03:13:42
雜文月刊(2016年1期)2016-02-11 10:35:51
