基于LabVIEW數控機床刀具磨損的在線監測
2015-01-01 02:18:46趙春霞白存軍潘經濤
設備管理與維修 2015年11期
趙春霞 白存軍 潘經濤
(1.安泰科技股份有限公司 北京 2.北方聯合電力有限責任公司 呼和浩特 3.大唐內蒙古分公司 呼和浩特)
以數控機床為代表的現代制造裝備,數控加工過程中,作為加工過程的主導執行者的刀具不可避免的存在著磨損和破損現象,對加工質量的影響存在于整個加工過程。因此,監測刀具狀態對保證加工質量和提高生產效率至關重要。目前自動化加工系統無論刀具損壞與否,通過壽命管理的方法來防止刀具的磨損帶來的損失。但是對刀具實際壽命的估計一般都偏于保守,這樣就具有很大的不確定性與隨機性,同時不能及時對加工過程中隨機發生的刀具破損做出判斷。采用刀具狀態監測系統則可以將刀具的使用壽命達到最大限度,這樣將有助于最優的切削參數的確定,使生產率和加工成本各方面得到最佳協調[1]。
通過測試信號選擇、系統構建、實時監測評價指標選擇、信號分析方法等方面開展機床刀具磨損監測診斷研究。采用振動及聲信號監測作為信號分析源,構建在線監測系統;通過理論和實驗研究確定在線監測的評價指標;構建機床刀具磨損分析系統,進行刀具狀態信號分析和相應樣本庫的建立。
一、基本理論
經驗模態分解法(Empirical Mode Decomposition簡稱EMD))是美國國家宇航局的N.E.Hunag于1998年提出的一種基于信號特征時間尺度的時域分解方法,適合于分析非線性、非平穩信號序列,具有很高的信噪比[2、3]。經驗模態分解法將首先對一系列非平穩狀態數據進行平穩化處理,接著做希爾伯特變換得到邊際譜圖,從而可以得到有物理意義的頻率值。由于基函數是由數據本身所分解得到,所以這種方法是直觀的、直接的、后驗的和自適應的。
小波由法國從事石油信號處理的工程師J.Morlet在1974年最早提出的,是一種目前使用比較多的時頻分析方法,特點是對信號進行變時窗分析,即對信號中的低頻分量采用較寬的時窗,對高頻分量采用較窄的時窗,這個特點使得小波分析在時域和頻域同時具有良好的局部分析特性,比較適合分析具有瞬態性和隨機性的信號[4-5]。
虛擬儀器 LaboratoryVirtualInstrumentEngineering Workbench簡稱LabVIEW,是一種圖形化編程語言,它用圖標代替文本行創建應用程序,與傳統儀器有一樣的結構,一般由3個主要部分組成:輸入,輸出,數據處理。①輸入。將信號調理后作為輸入,然后將被測的模擬信號轉換成數字信號,這樣處理比較方便。②輸出。將量化的信號數據做必要的信號調理并轉換成模擬信號。③數據處理。按需求對輸入信號進行各種數學分析和信號處理。
二、監測系統結構
系統由系統硬件和測試分析系統兩部分組成,硬件包括數據采集卡NI6023E(NI Corp,USA)、電渦流位移傳感器、聲傳感器、多功能功率放大器、PC計算機。硬件系統的建立只是前期的工作,它為數據采集提供了信號來源,而軟件系統充分利用計算機的處理功能協調硬件的工作。如由軟件發布指令到采集卡來完成電信號的數據采集和存儲,運用各種算法對信號進行分析和處理以得到所需要的信息。具體結構如圖1所示。

圖1 監測系統結構
三、監測系統軟件
監測系統的軟件編程部分,完成對刀具磨損聲發射及振動信號的采集、處理、分析等。軟件系統將在硬件的支持下,最終實現如下功能。
信號參數設置功能模塊。模塊主要包括采樣頻率、采樣點數設置、傳感器參數設置、增益倍數設置和采集通道設置,為信號采集順利完成,并能夠采集到正確的信號提供保證。
磨損監測功能模塊。通過A/D卡采集振動及聲發射信號,傳遞至計算機中進行處理,顯示時域波形,并可以進行統計量的計算顯示。
磨損分析功能模塊。對信號進行FFT變換后顯示頻域波形,相位譜、幅值譜、倍頻程、軸心軌跡圖的顯示。
數據管理功能模塊。該模塊用于打開原始信號,便于離線分析。
圖2為監測系統啟動界面程序面板圖。通過水平刻度條顯示主監測程序加載進度,并顯示相應進度以及加載狀態,加載完成后進入監測主界面。圖3為啟動界面程序面版。
圖2 監測系統啟動界面
1.信號參數設置功能模塊
信號參數設置模塊主要包括2個部分,軟件屬性設置和硬件屬性設置。軟件屬性包括測試時間、操作者、采樣頻率、采樣點數、數據保存目錄等設置。硬件屬性包括通道的選擇、設備的選擇、輸出電壓的范圍等參數的配置。圖4為參數設置模塊的前面板。采集電壓最小值默認0,最大電壓默認為10 V,采樣頻率初始化為8192 Hz,采樣點數初始化為8192,數據保存路徑默認為C:LabVIEW1.txt。根據所選用的傳感器來確定信號采集的通道,點擊確定按鈕轉換到磨損監測界面,點擊退出系統,程序停止運行。
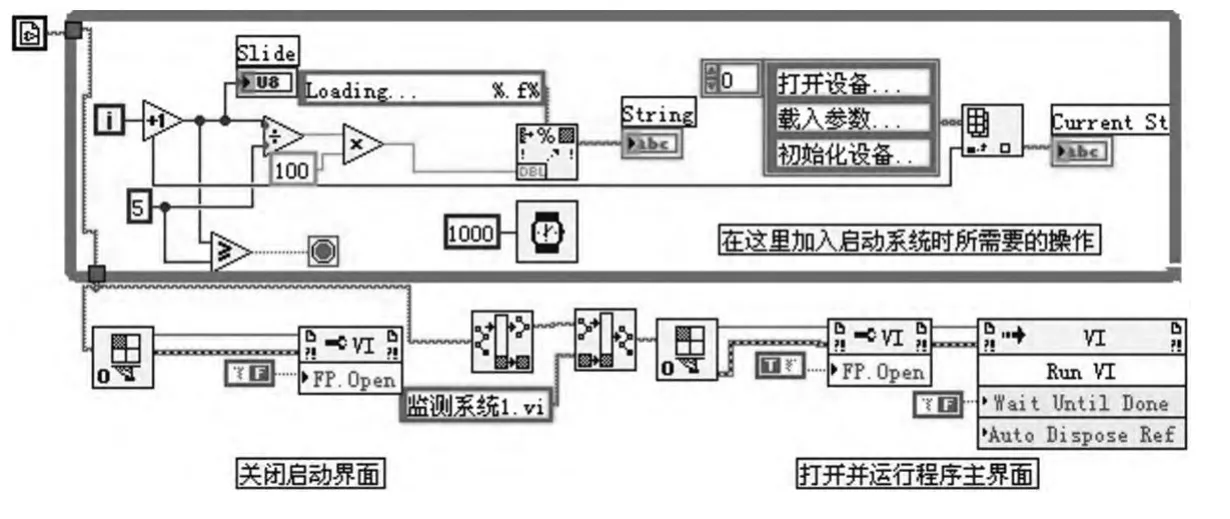
圖3 監測系統啟動界面程序面板圖

圖4 參數設置模塊的前面板
2.磨損監測功能模塊
首先是對內存初始化,存儲采集到的數據,并將采集到的數據進行實時顯示,而且對數據做一些簡單的處理,如求取數據的均值、峰峰值以及變換到頻域顯示,由此完成整個采集的過程。主要包括數據的采集、時域波形顯示、相位譜、幅值譜、倍頻程、軸心軌跡圖的顯示以及倍頻的選擇、通道的選擇、基本統計分析的計算及顯示。
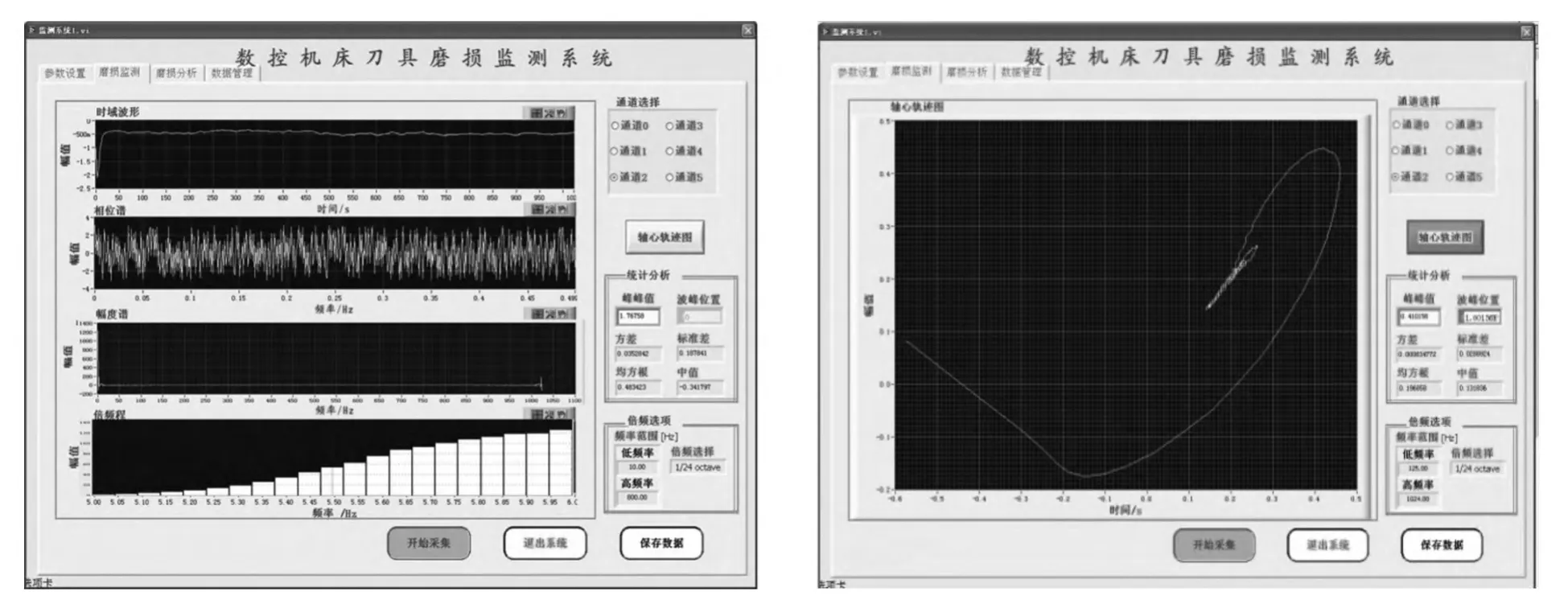
圖5 磨損監測模塊的前面板
圖5為磨損監測模塊的前面板。點擊“開始采集”按鈕,則位移傳感器、聲音傳感器等采集到的實時模擬信號經過信號調理后轉換為數字信號傳入計算機測試系統中,經數據采集程序調理后信號的時域波形、相位譜、幅值譜以及倍頻都會顯示在波形圖中,點擊“保存數據”按鈕開始保存數據到計算機中,點擊“停止”按鈕則停止采集信號。圖6為數據采集模塊程序圖。

圖6 數據采集程序面板
3.磨損分析功能模塊
磨損分析模塊用于對采集到的信號進行后期分析處理,提取出與刀具磨損量緊密相關的特征量值,為鑒別刀具磨損情況做出一定的判斷。磨損分析部分包括信號分析和信號處理。信號分析可以通過解析法找出信號的不同特征,以了解其特性,找出隨時間或頻率變化的規律。信號處理是指信號經過加工和變換,變換成另一個信號的過程。
磨損分析模塊包括監測刀具的信號通過選擇高通、低通或者帶通濾波器以后再經過加窗函數(漢寧窗、漢明窗、三角窗、矩形窗等)以后進行時、頻域分析、顯示模塊(對采集的信號定性分析);時域分析模塊(方差、均值、峰峰值、均方根值、最大最小值等);頻域波形分析模塊(中位頻率、幅值譜分析、功率譜、相位譜、倒頻譜分析);時、頻分析的EMD分析、邊際譜及小波分解和奇異值檢測。圖7為時域分析前面板,圖8為頻域分析前面板。圖9為時頻分析之EMD分析前面板,圖10是時頻分析之小波分析前面板。
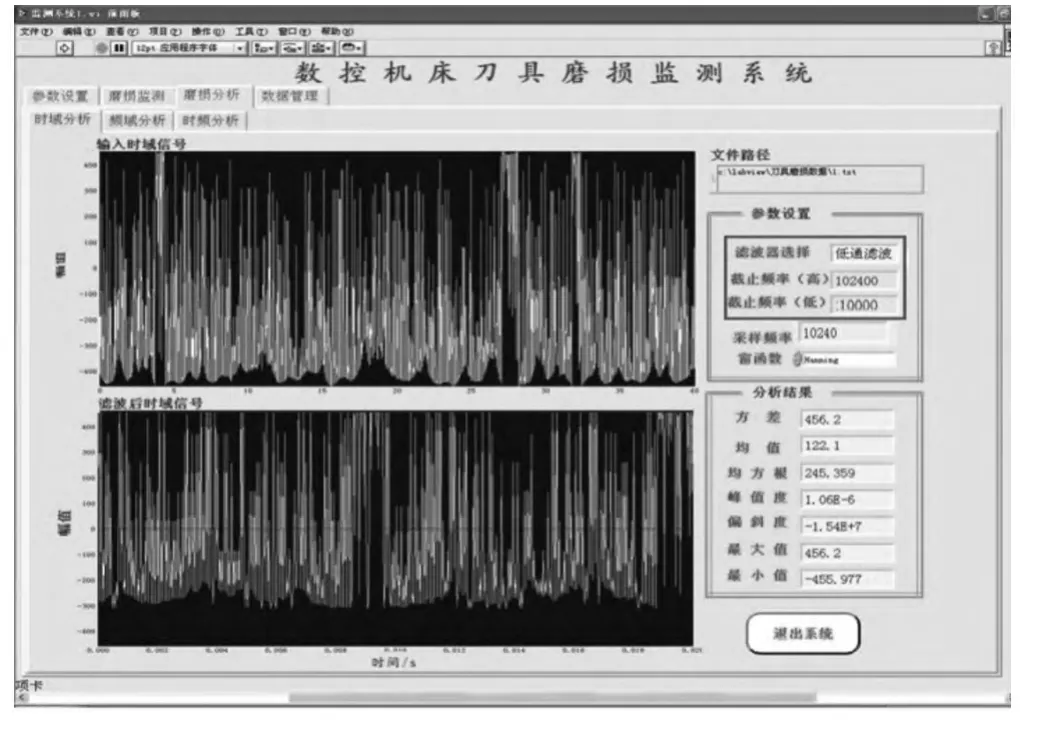
圖7 時域分析前面板
4.信號管理功能模塊
主要是對采集的信號的資料進行管理,包括數據的讀取、波形回顯(圖11)。
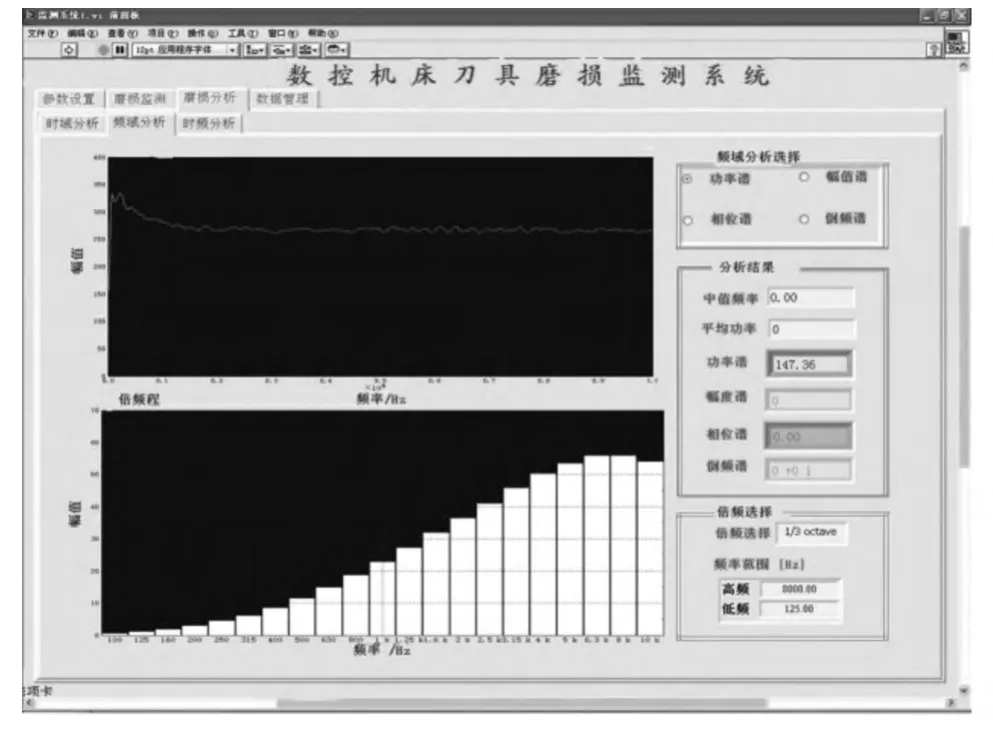
圖8 頻域分析前面板

圖9 時頻分析之EMD分析前面板
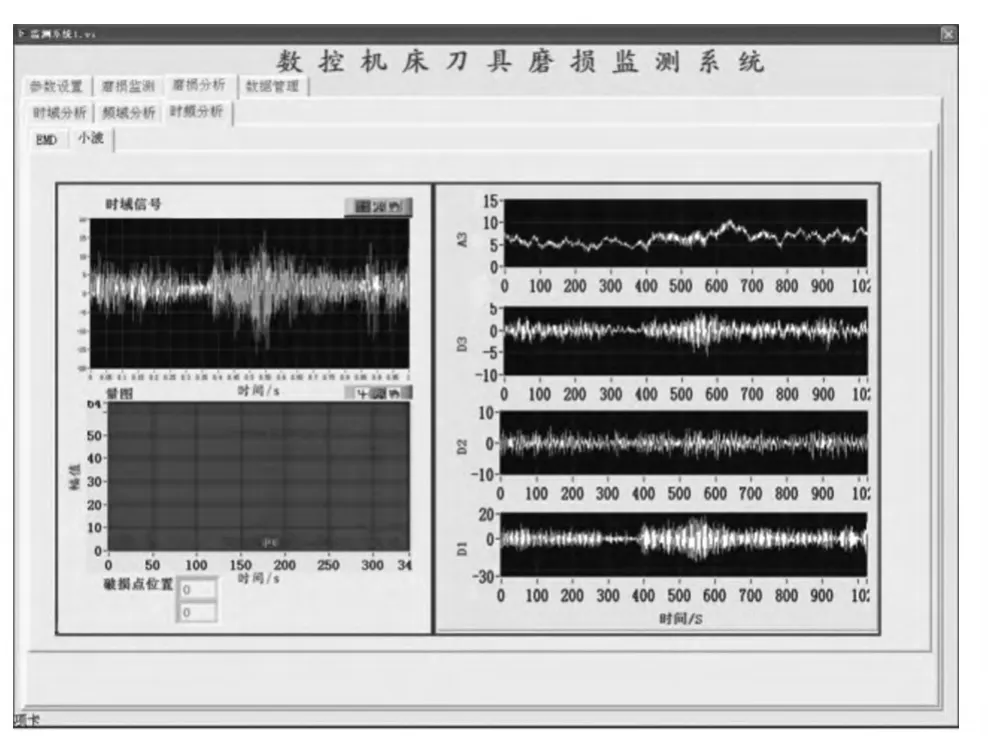
圖10 時頻分析之小波分析前面板
四、結束語

圖11 數據管理模塊
LabVIEW通過圖形符號來描述程序,編程過程更加接近人的思維模式,可以把效率提高數十倍。本章利用LabVIEW圖形化編程優勢快速建立了友好的人機界面。通過一個人機界面的簡單控制操作,實現方便、快捷、準確地對振動信號及聲發射信號的分析處理和模式識別,有一定的實用應用價值。
1 張順軍.BTA深孔鉆削排屑與刀具狀態監測技術研究[D].西安:西安理工大學,2007
2 劉慧婷.EMD方法的研究與應用[D].合肥:安徽大學,2004
3 張曉亮.EMD方法在機械故障診斷中的應用[D].青島:中國海洋大學,2003
4 謝秀嫻.基于聲發射和神經網絡的刀具磨損狀態識別研究[D].成都:西南交通大學,2005
5 盧廣陵.基于Web的水電機組遠程狀態監測信號小波變換處理技術研究[D].武漢:華中科技大學,2007
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年11期)2018-08-04 03:25:42
山東工業技術(2016年15期)2016-12-01 05:31:22
軟件導刊(2016年9期)2016-11-07 21:35:42
通信電源技術(2016年5期)2016-03-22 01:09:49
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
石油知識(2016年2期)2016-02-28 16:20:16
