
PASSIM接裝機水松紙夾末及冷凝水分析與改進
2015-01-01 02:18:14張衛賓簡金領
設備管理與維修 2015年1期
張衛賓 簡金領
(河南中煙工業有限責任公司漯河卷煙廠 河南漯河)
一、存在問題與原因分析
PASSIM接裝機是英國莫林斯公司設計制造的卷接設備,該設備有完善的成型、切割和搓接系統,可靠性高、煙支質量好、效率高。但在生產過程中,接裝機經常有煙末被攜帶進搓接成型系統和冷凝水滴到濾嘴和煙支上,造成煙支水松紙皺紋、翹邊、漏氣和黃斑等質量缺陷,嚴重影響產品質量的穩定。
因制絲工藝、煙絲結構、卷接設備性能所限,造成煙絲在輸送、卷制過程中產生煙末,其中部分煙末被卷進煙支中,在經過PASSIM接裝機高速傳送過程中,煙支端部的較碎煙絲在切割、碰撞、離心力和機器振動的作用下而抖落,這些煙末被鼓輪高速運轉產生的氣流攜帶、飄浮和濺落。在匯合鼓輪和靠攏鼓輪交接處,匯合鼓輪順時針旋轉,而靠攏鼓輪逆時針旋轉,帶動煙末流向前向上向后運動,極易被帶到搓接區域(圖1)。
此時,被分切后涂有乳膠的水松紙片在水松紙鼓輪吸附下,膠面朝外被輸送到搓接區域,導致“組煙”在搓接成型時,煙末被夾入涂有膠液的水松紙片和雙倍長濾嘴煙支中間,造成搓接成型的濾嘴煙支水松紙皺紋、翹邊甚至漏氣掉嘴。另外由于水松紙搓接系統加熱后與設備其他部件溫差較大膠液和空氣中的水蒸氣就會在靠攏鼓輪上方的水松紙鼓輪支架上冷凝成水滴(圖2),隨著時間的推移,水滴破碎下落到煙支或濾嘴上,就會產生黃斑煙甚至霉變煙。
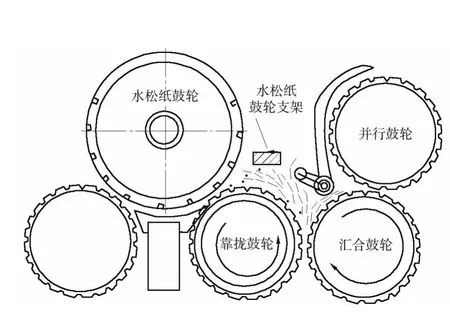
圖1 煙末流向示意圖
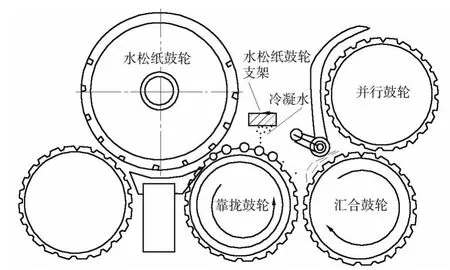
圖2 冷凝水形成示意圖
二、試驗改進
針對PASSIM接裝機在生產過程中出現的上述問題,從系統結構與工作原理上進行了深入地分析和研究,先后進行了以下試驗改進,尋找較佳方法。
1.加裝正壓吹風管
在靠攏鼓輪上方的水松紙鼓輪支架上加裝正壓吹風管。吹風管為長80 mm,外徑8 mm,壁厚 1 mm的銅管,其中出風口端部呈一斜面,用于控制吹氣氣流方向和面積。機器工作時,氣流從銅管內吹出,形成一定面積的氣團,將產生的煙末和水蒸氣吹散,避免煙末粘到水松紙片上以及水蒸氣冷凝。運行一段時間后,發現雖然減少了水松紙夾末現象和冷凝水的形成,但效果不太明顯。分析原因是產生的煙末和水蒸氣并不能被完全吹散,而被吹散的部分煙末又在鼓輪高速旋轉產生的氣流作用下繼續進入搓接系統。
2.改裝正壓吹風管
將原來的銅管加長至110 mm,并在銅管上鉆兩排互相錯位,橫向、縱向都間隔2 mm,直徑1.5 mm小孔,將銅管一端阻塞,另一段安裝氣管。安裝時將銅管中心與靠攏鼓輪中心基本對正,并將后排小孔正朝向下方,這樣機器工作時氣流從小孔內射出,形成兩排風幕,其中后排垂直向下吹,前排就呈大約30°夾角向前下方吹,用來阻斷煙末進入搓接區域并吹散水蒸氣避免形成冷凝水。運行一段時間后,發現雖然很大程度減少了水松紙夾末和冷凝水形成,但是問題還是沒有得到根本解決,根據煙末的流向和吹風效果分析,隨著時間的推移,被風幕阻斷的煙末沒有完全掉落,而是隨著鼓輪繼續向前輸送。在距煙支較近的部位,風力較小,無法阻止煙末向前進入搓接系統;而被吹散水蒸氣也會隨時間而凝結。
3.改進方案的確定
經過多次的試驗和分析,認為問題在于沒有將吹散的煙末和水蒸氣處理掉,只是發生了位置的改變。設想增設一套煙末吸取裝置,利用負壓吸風將此煙末和水蒸氣吸走,從而避免水蒸氣的凝結和煙末飛濺到涂過膠液的水松紙片上。
結合以上試驗性改進和分析,決定在靠攏鼓輪上方的水松紙鼓輪支架上設計加裝一吸吹風組合裝置。不僅能阻斷煙末,而且能將煙末和水蒸氣吸走,達到較理想的使用效果。
三、改進實施
1.吸風裝置的設計
該裝置為不銹鋼方形的長條狀,沿長度方向加工有半圓形吸風腔,吸風口為長100 mm、寬10 mm的長方形,能適應不同規格的水松紙。吸風腔一端的圓筒通過一段內徑為18 mm的氣管與除塵吸風系統相連,另一端加工1個5 mm通孔,作為改造后缺濾嘴檢測安裝位置。
2.吹風裝置的設計
在吸風裝置的一側裝一吹風銅管,銅管長110 mm,外徑8 mm,壁厚 1 mm,并在銅管上鉆1排橫向間隔2 mm,直徑1.5 mm小孔,將銅管一端阻塞,另一段安裝氣管。
3.吸吹風裝置的組合
將吸吹風裝置固定在一起(圖3),使吸風槽和吹風銅管的中心與靠攏鼓輪的中心在同一平面上。機器工作時,吹氣銅管內的高壓氣流從小孔內射出,形成一排風幕,用來阻斷煙末進入搓接區域;而吸風裝置與除塵系統接通,使水松紙鼓輪架體下形成負壓區域,將進入搓接系統前“組煙”周圍的煙末和被風幕阻斷的煙末及水松紙鼓輪架體下區域產的水蒸氣一起吸入除塵系統,避免產生水松紙夾末和水蒸氣凝結。另外由于水蒸氣和煙末混在一起,時間久后,可能會造成吸風槽阻塞,因此為了定時清理吸風槽,在吸風塊上鉆一吹風工藝孔。
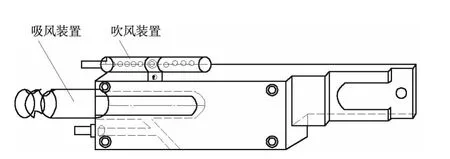
圖3 吸吹風組合裝置
4.負壓氣路的設置
改進后的吸風裝置,負壓由集中除塵系統提供。直接將負壓管路接入除塵管道上預留的一個接口。為了保證吸風量,結合該部位的空間結構,將管內徑設計為18 mm,并在管路中間加裝1個閥門,可控制吸風的大小,根據多次試驗,一般控制在6 000~8 000 Pa就能滿足需要。在不影響煙支輸送的前提下,盡量增大風壓,以保障煙末和水蒸氣的清除效果。
5.高壓吹風氣路的設置
氣源直接利用PASSIM接裝機氣動控制柜的一個備用氣路端口。氣源總壓力為0.55 MPa,氣路中加裝1個節流閥,用于調節氣流的大小,通過試驗,壓力一般控制在0.18~0.25 MPa。在不影響煙支傳送的情況下,盡量增大氣流量,以增強氣流的阻斷能力。如圖4所示氣路控制系統,五位兩通電磁換向閥電氣自動控制,機器啟動時,電磁閥帶電,吹氣銅管導通,形成風幕;停機時,電磁閥斷電,電磁換向閥換向,開始清理吸風槽。
吸吹風組合裝置安裝時,要將靠攏鼓輪和缺濾嘴檢測及其固定架拆下,利用吸風塊上加工的4個沉頭通孔,將螺釘通過通孔與設備機架相連緊固,然后裝上缺濾嘴檢測和氣管。
四、改進效果
對接裝機煙末、冷凝水清潔裝置進行改進后,在5#卷接機組上進行試用,改進前后連續1周的煙支外觀抽檢情況見表1。從表中可以看出改進后缺陷率明顯降低,提高了產品質量,降低了成本,達到了預期效果,并推廣到其他設備。

圖4 氣路控制系統
1 王玉芳,高衛軍.PASSIM卷煙機組水松紙夾末問題的改進方法探討.安陽工學院學報,2011,10(2)
2 吳衛榮.氣動技術.中國輕工業出版社,2009
