低溫液態(tài)CO2球罐安裝現(xiàn)場焊接質(zhì)量控制
2015-01-01 02:18:04劉月龍
設(shè)備管理與維修 2015年9期
劉月龍
(蕪湖市特種設(shè)備監(jiān)督檢驗(yàn)中心 安徽蕪湖)
一、引言
球罐因其應(yīng)力分布均勻,在相同載荷情況下,具有所需板材厚度最小,可節(jié)省大量材料等一系列優(yōu)點(diǎn),在眾多領(lǐng)域已被廣泛使用。目前,國內(nèi)球罐球殼板基本采用桔瓣式和混合式兩種結(jié)構(gòu)形式,但不論采用哪種結(jié)構(gòu)形式,球殼板與球殼板之間都是通過焊縫連接而成,焊接質(zhì)量將直接影響球罐的安裝質(zhì)量。蕪湖市某氣體公司年產(chǎn)10萬噸級食品級液態(tài)二氧化碳項(xiàng)目中有2臺1000 m3低溫液態(tài)CO2球罐,球罐的技術(shù)特性如表1所示。該球罐采用8柱3帶30片混合式結(jié)構(gòu),板厚為48 mm,剛度大,現(xiàn)場拼裝難度大;材料為低溫鋼,現(xiàn)場采用手工焊條電弧焊法進(jìn)行焊接,球殼板焊接質(zhì)量要求高。現(xiàn)簡要介紹低溫液態(tài)CO2球罐安裝過程的焊接質(zhì)量控制方式。
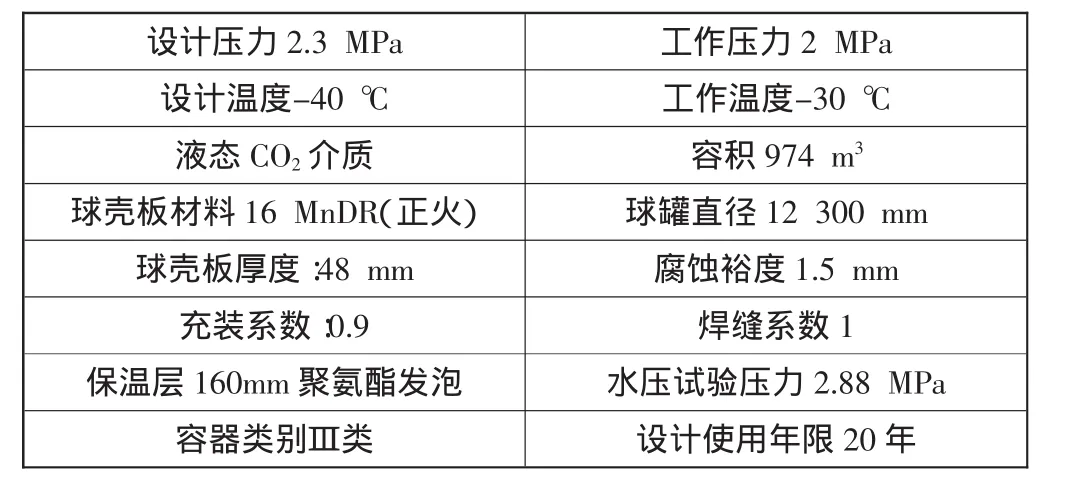
表1 1000 m3低溫液態(tài)CO2球罐技術(shù)特性
二、施焊前準(zhǔn)備工序的控制
1.焊工資格
施焊焊工必須持有在有效期內(nèi)、由質(zhì)監(jiān)部門頒發(fā)的特種設(shè)備焊工資格證書方可進(jìn)行相應(yīng)項(xiàng)目的焊接工作,持證項(xiàng)目至少包括 SMAW-FeⅡ-2G-12-F3J、SMAW-FeⅡ-3G-12-F3J 及SMAW-FeⅡ-4G-12-F3J等,焊接前應(yīng)對施焊焊工進(jìn)行技術(shù)交底,務(wù)必使其充分認(rèn)識到嚴(yán)格執(zhí)行焊接工藝的嚴(yán)肅性和必要性。
2.焊接工藝評定
按NB/T 47014-2011《承壓設(shè)備焊接工藝評定》進(jìn)行焊接工藝評定,由于該球罐設(shè)計(jì)溫度為-40℃,采用手工焊條電弧焊的方法進(jìn)行焊接,焊后焊接接頭需要進(jìn)行低溫沖擊試驗(yàn),所以應(yīng)至少按立焊焊接位置進(jìn)行焊接工藝評定。工藝評定合格后應(yīng)根據(jù)該球罐產(chǎn)品的焊接施工特點(diǎn),編制相應(yīng)的焊接工藝規(guī)程或焊接作業(yè)指導(dǎo)書。
3.焊材復(fù)驗(yàn)和現(xiàn)場管理
對焊材復(fù)驗(yàn)的目的主要是控制焊材中的擴(kuò)散氫含量。眾所周知,對于大多數(shù)金屬及合金來講,氫的存在對焊接質(zhì)量是有害的,氫可導(dǎo)致氫致氣孔或氫致延遲裂紋的產(chǎn)生。故GB 50094-2010《球形儲罐施工規(guī)范》中要求球罐的對接焊縫以及直接與球罐焊接的焊縫,采用焊條電弧焊時(shí)應(yīng)選用低氫型藥皮焊條,并對焊條按批號進(jìn)行擴(kuò)散氫復(fù)驗(yàn)。該球罐焊接采用CHE507RH焊條,標(biāo)準(zhǔn)規(guī)定擴(kuò)散氫含量應(yīng)控制在<6 mL/100 g(甘油法)和10 mL/100 g(氣相色譜法和水銀法)。
球罐組焊施工現(xiàn)場,焊材應(yīng)有專人負(fù)責(zé)保管、烘干和發(fā)放,焊材庫的設(shè)置和管理應(yīng)符合JB/T 3223-1996《焊接材料質(zhì)量管理規(guī)程》的有關(guān)規(guī)定。焊條應(yīng)按產(chǎn)品說明書的要求烘干,若產(chǎn)品說明書無要求,應(yīng)按350~400℃恒溫1 h以上的要求烘干。烘干后的焊條應(yīng)保存在100~150℃的恒溫箱中,隨用隨取。施焊時(shí),焊條應(yīng)存放在合格的保溫筒內(nèi),且保存時(shí)間應(yīng)<4 h;當(dāng)>4 h時(shí),應(yīng)按原烘干溫度重新烘干。焊條重復(fù)烘干次數(shù)應(yīng)≤2次。
4.球罐組對的檢查
球罐組對對精度、整個(gè)球罐的焊接質(zhì)量和最終成形質(zhì)量都有很大影響,因此在球殼板組對完成后,應(yīng)立即對支柱垂直度、球殼板對口間隙、錯(cuò)邊量、圓度、上下口的平齊度等,均要進(jìn)行檢查、找正和反復(fù)調(diào)整,使其最終尺寸達(dá)到標(biāo)準(zhǔn)和設(shè)計(jì)要求。主要是避免強(qiáng)行裝配的出現(xiàn)或由組裝偏差引起的焊后應(yīng)力集中。在調(diào)整過程中,應(yīng)特別注意后調(diào)整球殼板間的累積誤差。
5.定位焊與焊接坡口檢查
定位焊接需先在相鄰兩帶球殼板的縱縫上進(jìn)行。為減小焊接應(yīng)力與角變形,定位焊接采取了分組、對稱、同時(shí)焊接等方式,以保證焊接質(zhì)量。焊接前應(yīng)檢查坡口,并在坡口表面和兩側(cè)>20 mm范圍內(nèi)清除鐵銹、水分、油污和灰塵。
三、施焊過程中的質(zhì)量控制
1.施焊環(huán)境控制
環(huán)境因素對球罐的焊接質(zhì)量有很大影響,球罐焊接時(shí)應(yīng)指定專門人員對天氣情況進(jìn)行監(jiān)測和記錄,如環(huán)境溫度、空氣相對濕度和風(fēng)速等都需進(jìn)行測定,測定地點(diǎn)距焊接處應(yīng)<1 m,凡環(huán)境條件不符合GB 50094-2010《球形儲罐施工規(guī)范》要求時(shí),嚴(yán)禁焊接。
2.焊接順序控制
球罐焊接時(shí)應(yīng)采用合理的焊接順序,使整臺球罐同時(shí)對稱地收縮或膨脹,從而較好地控制焊接變形,減小焊接殘余應(yīng)力,防止產(chǎn)生冷裂紋。
一般的焊接順序是先焊縱縫,后焊環(huán)縫;先焊大坡口面焊縫,再進(jìn)行背面清根,最后焊小坡口面焊縫。本球罐的焊接順序是:赤道帶縱縫的焊接(外表面)→赤道帶縱縫的焊接(內(nèi)表面)→上、下極帶小縱縫的焊接(外表面)→上、下極帶小縱縫的焊接(內(nèi)表面)→上、下極大環(huán)縫的焊接(外表面)→上、下大環(huán)縫的焊接(內(nèi)表面)→上、下極帶方環(huán)縫的焊接(外表面)→上、下極帶方環(huán)縫的焊接(內(nèi)表面)→上、下極帶極中板焊縫的焊接(外表面)→上、下極帶極中板焊縫的焊接(內(nèi)表面)。
3.預(yù)熱與后熱管理
根據(jù)焊接工藝要求,球殼板焊接過程中需對焊縫及焊接熱影響區(qū)域進(jìn)行預(yù)熱和后熱處理,主要是防止焊接過程中及焊后的裂紋出現(xiàn)。也是防止裂紋產(chǎn)生的重要工藝措施之一。
(1)焊接時(shí)應(yīng)按焊接工藝規(guī)程或焊接作業(yè)指導(dǎo)書進(jìn)行預(yù)熱和后熱。預(yù)熱對于防止低溫裂紋及應(yīng)變脆化裂紋效果明顯。通過預(yù)熱可以降低焊接接頭的冷卻速度,延長從800~500℃的冷卻時(shí)間,從而減少或避免淬硬組織,增加韌性,同時(shí)促進(jìn)擴(kuò)散氫的排放,有效防止氫致裂紋的出現(xiàn)。后熱是為了防止延遲裂紋,主要與氫的擴(kuò)散和聚集有關(guān)。如果焊后很快冷卻到<100℃,氫來不及從焊縫中逸出,就會造成嚴(yán)重的氫致延遲裂紋。尤其是在厚板多層焊中,隨著焊道數(shù)目增多焊縫金屬中擴(kuò)散氫的數(shù)量逐層增多,采用后熱或?qū)㈩A(yù)熱溫度保持一段時(shí)間,使擴(kuò)散氫能充分的從焊縫中逸出,對防止延遲裂紋具有明顯效果。
(2)按焊接作業(yè)指導(dǎo)書要求進(jìn)行預(yù)熱和后熱,預(yù)熱溫度為100~150℃,層間溫度應(yīng)>100℃;后熱在焊接結(jié)束后立即進(jìn)行,后熱溫度為200℃,后熱時(shí)間為1 h。
(3)預(yù)熱和后熱溫度應(yīng)均勻,需在焊縫中心的兩側(cè),預(yù)熱區(qū)和后熱區(qū)寬度應(yīng)是板厚的3倍以上,且>100 mm。
(4)預(yù)熱和后熱宜在焊縫焊接側(cè)的背面進(jìn)行,可選用電加熱法或火焰加熱法。由于電加熱法比較均勻,火焰加熱法比較簡單方便,為了較精確地控制預(yù)熱和后熱溫度,可優(yōu)先選用電加熱法。
(5)預(yù)熱和后熱及層間溫度的測量,應(yīng)用表面溫度計(jì)或測溫筆在距焊縫中心50 mm處對稱測量,每條焊縫的測量點(diǎn)數(shù)應(yīng)>3對,并做好記錄。
預(yù)熱和后熱的升、降溫速度應(yīng)嚴(yán)格控制,在編制焊接工藝規(guī)程時(shí)還應(yīng)充分考慮施工期間環(huán)境溫度及相應(yīng)的施工條件對焊接質(zhì)量的影響,需要制定出具有針對性的施工要求,以指導(dǎo)預(yù)熱和后熱的實(shí)際操作。
4.焊接線能量控制
控制焊接線能量是控制焊縫熱輸入的重要手段,如果焊接線能量過大,會使焊縫及熱影響區(qū)域形成脆性組織,從而造成焊接接頭韌性損失,降低抵抗斷裂的能力。焊接線能量過小,會導(dǎo)致焊接熱輸入不足,熔池溫度不夠,冷卻速度過快,易產(chǎn)生淬硬組織,使焊縫應(yīng)力集中,嚴(yán)重時(shí)會產(chǎn)生變形甚至開裂。因此,球罐施焊過程中需對焊接線能量進(jìn)行控制,以獲得最佳性能的焊接接頭。
(1)焊接線能量應(yīng)根據(jù)球殼板的材料、厚度、焊接位置和預(yù)熱溫度等,并依據(jù)焊接工藝規(guī)程或焊接作業(yè)指導(dǎo)書等來確定。
(2)焊接線能量控制應(yīng)按照:焊接線能量(J/cm)=電流(A)×電壓(V)×60/焊接速度(cm/min)來計(jì)算結(jié)果。
(3)焊接線能量管理包括每條焊道的測定電流、電壓和焊接速度,以求得最佳的焊接線能量。對同一種鋼材的焊接,其電流、電壓是相對穩(wěn)定的,只要控制好焊接速度便能控制好焊接線能量。因此,焊條電弧焊時(shí),可在允許焊接線能量范圍內(nèi)預(yù)先確定每根焊條的焊道長度,再由此來進(jìn)行焊接線能量的控制。
(4)GB 50094-2010《球形儲罐施工規(guī)范》要求高強(qiáng)鋼、厚度>38 mm的碳素鋼及厚度>25 mm的低合金鋼,其焊接線能量應(yīng)事先進(jìn)行測定和嚴(yán)格控制。本球罐為低溫球罐,因此在焊接作業(yè)指導(dǎo)書限定的范圍內(nèi)宜選用較小的焊接線能量,并采用多層多道施焊。
5.焊接施工要領(lǐng)
(1)焊接時(shí)必須在坡口內(nèi)引弧,嚴(yán)禁在坡口外引弧或擦傷球殼板表面,防止產(chǎn)生淬硬的弧坑或弧坑裂紋。應(yīng)采取多層多道焊接,每層焊道引弧點(diǎn)應(yīng)依次錯(cuò)開,錯(cuò)開距離應(yīng)>50 mm,每段焊縫的接頭處都要打磨,更換焊條速度要快,盡量減少接頭的冷卻時(shí)間。
(2)球殼板焊縫第1層焊道要采取分段后退法焊接,且應(yīng)直線運(yùn)條、短弧焊,盡量達(dá)到反面成形,收弧時(shí)需將弧坑填滿,多層焊的層間接頭應(yīng)錯(cuò)開。
(3)每條焊縫單側(cè)應(yīng)一次連續(xù)焊完,若中斷應(yīng)進(jìn)行消氫處理以防止產(chǎn)生裂紋。重新施焊前應(yīng)檢查焊縫有無裂紋,并按焊接工藝規(guī)程規(guī)定重新預(yù)熱。
(4)焊接時(shí),焊工應(yīng)對稱分布、同步均勻施焊,即每組焊工間的焊接速度要保持基本一致。應(yīng)嚴(yán)格控制焊接線能量,使每條焊道的焊接線能量都小于評定合格的數(shù)值。
(5)雙面焊時(shí),在單側(cè)焊接完成后應(yīng)進(jìn)行背面清根,露出正面打底的焊縫金屬,接弧處應(yīng)保證焊透與熔合。同時(shí)還應(yīng)控制焊道間溫度小于焊接工藝規(guī)程或焊接作業(yè)指導(dǎo)書規(guī)定的范圍,且不得低于預(yù)熱溫度。
6.焊縫返修控制
(1)焊縫返修前應(yīng)根據(jù)產(chǎn)生缺陷的原因,制定焊接修補(bǔ)工藝,修補(bǔ)前宜采用超聲檢測來確定缺陷的位置和深度,確定修補(bǔ)側(cè)。
(2)當(dāng)采用碳弧氣刨清除焊縫內(nèi)部缺陷時(shí),氣刨深度應(yīng)小于板厚的2/3,刨后需用砂輪清除滲碳層,打磨成圓滑過渡,并經(jīng)滲透檢測合格后再進(jìn)行焊接修補(bǔ)。
(3)碳弧氣刨和焊接時(shí)應(yīng)預(yù)熱,預(yù)熱溫度應(yīng)按要求值的上限焊接線能量,并控制在規(guī)定的范圍內(nèi),焊后應(yīng)立即進(jìn)行后熱處理。
(4)修補(bǔ)焊縫長度應(yīng)>50 mm,同一部位的返修次數(shù)應(yīng)<2次,對經(jīng)過2次返修仍不合格的焊縫,應(yīng)采取可靠的技術(shù)措施,并經(jīng)施工單位技術(shù)負(fù)責(zé)人批準(zhǔn)后再修補(bǔ)。
(5)焊縫的返修應(yīng)在球罐整體熱處理前完成,返修部位應(yīng)采用與發(fā)現(xiàn)缺陷方法相同的無損檢測方法進(jìn)行檢測。
四、結(jié)語
焊接是低溫液態(tài)CO2球罐安裝過程中的關(guān)鍵工序,焊接質(zhì)量的好壞直接反映球罐的整體安裝質(zhì)量。為了獲得滿足使用要求的合格焊縫,必須對影響焊接質(zhì)量的各種因素加以嚴(yán)格控制和層層把關(guān)。2臺1000 m3低溫液態(tài)CO2球罐,經(jīng)嚴(yán)格按照以上技術(shù)措施進(jìn)行施焊后,至今已安全運(yùn)行2年多,并未發(fā)現(xiàn)任何質(zhì)量問題和隱患,說明球罐的焊接質(zhì)量是可靠的。實(shí)踐證明,加強(qiáng)低溫液態(tài)CO2球罐安裝現(xiàn)場焊接質(zhì)量控制,對球罐的安全使用具有重要的意義。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03