減速機故障診斷實例分析
2015-01-01 02:18:54張升華王奉濤陳旭濤
設備管理與維修 2015年9期
張升華 王奉濤 徐 勇 張 濤 陳旭濤 王 貝
(1.大連理工大學機械工程學院振動工程研究所 遼寧大連 2.大連西太平洋石油化工有限公司 遼寧大連)
對減速機采取預防性維修,即周期性開箱檢測,不但費時費力,而且會導致整個生產線停產。主動維修是在不對減速機解體的情況下進行精確性維修,這依賴于準確的振動信號采集和正確的信號處理方法。
減速機主要由軸承、齒輪、軸及箱體組成,其中軸承和齒輪為易發故障部件。對石化廠1臺減速機進行振動信號的診斷分析,并應用LabVIEW開發針對軸承和齒輪的診斷分析系統,取得較好效果。
一、減速機常見故障
1.軸承常見故障
軸承由4部分構成,內環、外環、滾動體與保持架。軸承故障一般是這4種部件中的某個部件損壞所致。常見故障形式包括疲勞剝落、磨損、塑性變形、腐蝕、斷裂、膠合以及保持架損壞。齒輪常見故障形式,輪齒折斷、齒面點蝕、齒面膠合及齒面磨損。
2.減速機診斷方法
(1)幅值域分析。首先對采集得到的振動信號進行幅值域分析,包括RMS、峭度、峰值、峰峰值等。其中RMS和峭度值應用較多,ISO 10816給出用振動信號的RMS評價設備運行狀態的標準。Antoni J指出當振動信號峭度值>3時,說明機組中有沖擊信號存在。當被診斷機組機殼較大時,采集得到的振動信號是經過衰減的,僅用振動烈度指標對機組運行狀態做評價是不完善的,頻譜分析是故障診斷的必備技術。
(2)頻譜分析。頻譜分析是減速機故障診斷最常用的方法之一。軸承發生某種故障時,頻譜圖中會出現相應的故障特征頻率。齒輪發生故障時,頻譜圖中會出現相應的圖譜。齒面點蝕、斷齒、不均勻磨損時,頻譜圖中嚙合頻率附近伴有軸頻的邊頻帶,應用解調技術可解調出軸頻。齒輪均勻磨損時,頻譜圖中無明顯沖擊、調制現象,嚙合頻率及其倍頻的幅值增大。
二、實例分析
減速機是石化廠的關鍵設備,對其進行長期狀態監測。采用DH5901動態信號分析儀,速度傳感器及加速度傳感器采集減速機振動信號,采樣頻率fs=2560 Hz,每通道采樣點數4096。應用振動速度信號表征減速機振動大小,應用振動加速度信號進行頻譜分析。
(1)測點布置。為了采集到準確的振動信號,首先要做到正確的測點布置,將傳感器放置到軸承座上采集信號,減速機振動測點布置如圖1所示。
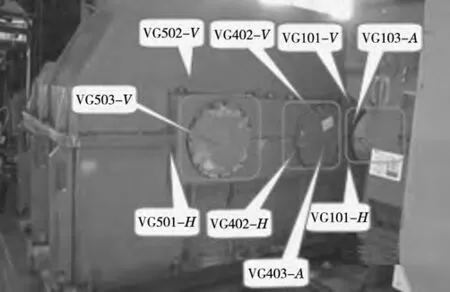
圖1 減速機振動測點布置
減速機測點布置示意圖如圖 2 所示,1、2、3、4、5、6、7、8 為對應測點,此減速機為3級減速,共4根軸,最左側為輸入軸,最右側為輸出軸。

圖2 減速機測點布置示意圖
(2)減速機結構參數。在進行診斷分析前,要明確分析對象的結構及工況。此減速機中共有6個齒輪,按照從輸入到輸出的嚙合順序,各齒輪齒數如表1所示。按照上圖2所示測點,相應測點號對應的軸承型號如表2所示。
減速機中各軸軸頻。已知,減速機減速比16.26,輸出軸轉速n4=35 r/min,軸頻=轉速/60。根據齒輪齒數計算出各軸間的傳動比,計算各軸轉速及軸頻,設輸入軸至輸出軸轉速依次為n1,n2,n3,n4,軸頻依次為 f1,f2,f3,f4,各軸轉速及軸頻如表 3 所示。

表1 齒輪齒數

表2 軸承型號
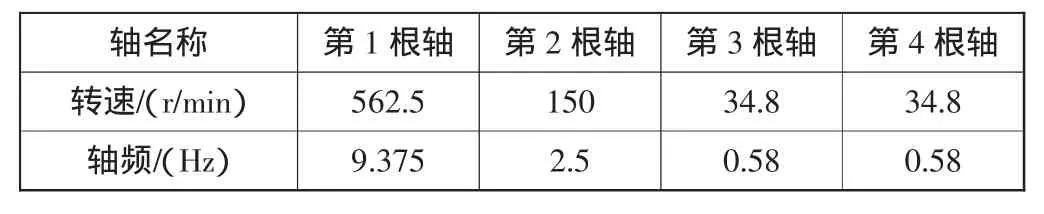
表3 各軸轉速及軸頻
減速機中齒輪嚙合頻率。已知,齒輪嚙合頻率=軸頻×齒數,減速機中共3對齒輪嚙合,嚙合頻率分別為f12,f23,f34,計算得f12=253.1 Hz,f23=57.5 Hz,f34=19.72 Hz。
減速機中軸承故障特征頻率。查詢資料,計算減速機中各軸承故障特征頻率,各故障特征頻率如表4所示。
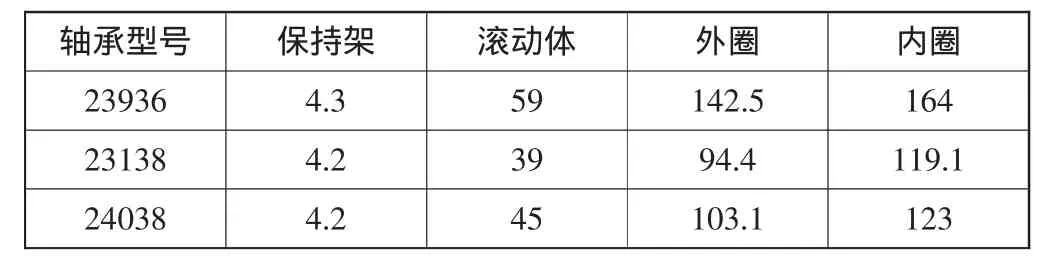
表4 軸承故障特征頻率 Hz
三、診斷結果
1.測試數據匯總
表5為測試數據表,由于篇幅限制在此僅展示部分測試結果數據。
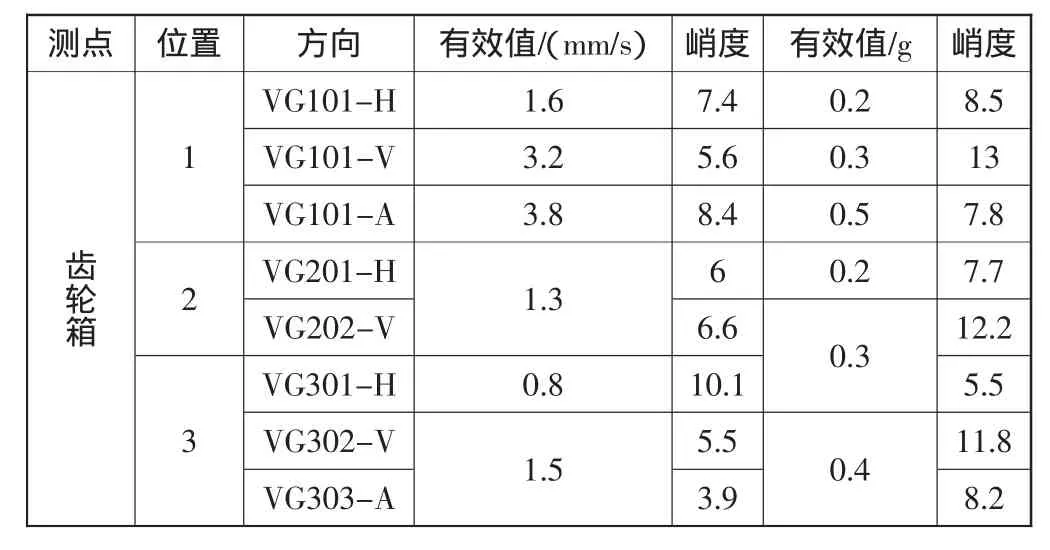
表5 測試數據表
2.分析過程
在發現減速機斷齒故障前,已對此減速機進行了較長時期的狀態監測,根據歷史數據做出振動趨勢圖,如圖3所示。
直至2014.12.16發現減速機振動顯著增大,并在采集信號的時域圖中出現了較大的沖擊成分,判定減速機有某種故障存在。首先對各測點數據進行頻譜分析,比對軸承的故障特征頻率,在各頻譜圖中未發現軸承的故障特征頻率,排除軸承故障的存在。其次判斷齒輪是否有故障存在。
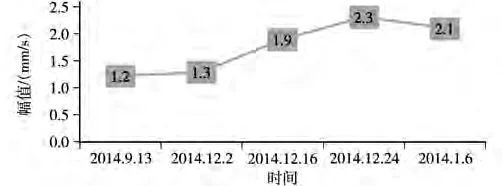
圖3 減速機振動趨勢圖
分析2號測點VG202-V振動加速度信號(圖4),振動時域波形中存在較大沖擊(圖5),振動頻譜圖形中嚙合頻率256.3 Hz處出現以第一根軸軸頻9.3 Hz的調制現象(圖6),信號Hilbert包絡譜中解調出9.375 Hz的軸頻及其倍頻,很明確地判定出第1根軸上齒輪斷齒。打開減速機機箱進行拆解,發現第1根軸上齒輪有斷齒,驗證了診斷的正確性。

圖4 振動時域波形

圖5 振動頻譜圖形

圖6 信號Hilbert包絡譜

圖7 轉速-振動圖
在診斷出減速機斷齒后,對該減速機進行了跟蹤測試分析。跟蹤測試中發現,當減速機輸出軸轉速超過50 r/min時,減速機振動顯著增大,而在<50 r/min時,振動在可控范圍內,圖7為不同轉速下對應的振動值。提出將減速機輸出軸轉速定在50 r/min之內,廠方采取了此建議,將其定在35 r/min左右。
四、結論
綜合應用狀態監測和故障診斷知識能及時發現減速機故障存在,精確定位故障源,給出設備合理運行工況,留給廠方足夠的購買備件的時間,避免設備發生重大停機事故。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
天天愛科學(2020年6期)2020-09-10 07:22:44
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:25:42
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
汽車維修與保養(2015年6期)2015-04-17 03:31:50