
論焊管生產線控制系統的安全設計
2015-01-06 07:47:12秦菱霞
設備管理與維修 2015年1期
秦菱霞
(中國石化集團石油工程機械有限公司 湖北荊州)
機械本身的安全性能一般是由安全自動化控制系統來實現,安全控制系統設計的合理程度會對機械的安全性能造成很大影響。在焊管行業中,像整卷鋼板的開卷、裁剪、壓力成型、水壓、鋼管的輥道移動及小車移動、X射線探傷等生產過程,都容易對工人造成傷害。一旦出現不適當的人為或機器本身的問題,會對工作人員造成切割、碰撞、沖擊、纏繞、灼傷、拖拽、輻射等嚴重傷害。因此,必須采用安全保護和控制設備來降低機器的風險,保護人和機器的安全。
一、安全控制系統的概念
安全控制系統是指在機械運行、停止時以及操作期間對生產裝置提供安全保護。這種安全系統在工廠裝置本身出現危險或人為原因而導致危險時,能夠立即做出反應并輸出正確信號,使裝置安全停車,以防止危險發生、事故的擴散或者降低事故的危害性。安全控制系統在機械制造領域是整個系統運行極為重要的組成部分,安全控制系統的可靠性是衡量該臺機械是否符合安全要求的重要依據。
二、焊管生產線安全控制系統的現狀
直縫焊管生產線2003年建成投產,耗資近3億,其中3臺關鍵工序的設備是從德國MEER公司引進:銑邊、成型、擴徑,其余為國產設備。直縫焊管線單臺設備的控制基本上獨立的,PLC作為控制器,下設若干從站,通過PROFIBUS現場總線連接。設備間根據實際情況有信息交互。安全控制系統必須保證在系統出線異常時,能可靠切斷負載。在這方面的設計,進口設備比較完備,而國產設備在設計之初則基本上沒有考慮。
1.國產設備控制方面現存問題
國產設備當初在設計時基本沒有考慮安全控制系統。所有設備都只在操作臺設置有緊急停止按鈕。急停按鈕的信號通過操作臺的DP從站傳遞到PLC,當出現緊急情況,急停按鈕被按下,由PLC將輸出信號斷開,相應執行元器件失電,達到緊急停止的目的。表面看來,這種設計也能夠保證安全性。一旦PLC、繼電器等,由于自身缺陷或外界原因導致功能失效,如觸點熔焊、電氣短路、處理器紊亂等故障時,就會丟失安全保護功能,引發事故。
生產線運行中,多次出現過控制鋼管運送的輥道因主回路的接觸器出現機械卡死、觸點粘連等情況而無法停止,拍急停不起任何作用,只能進控制室人為切斷主電源,從而造成事故——鋼管停不住將X光探傷室鉛門撞壞。大多數國產設備都把急停信號作為輸入點進入到控制系統的 PLC作為中間變量進行處理,這只能保證“急停”按鈕被按下時,PLC沒有輸出信號,但其系統運行主回路可能由于某種故障,如上述接觸器主觸點粘合,依然帶著裝置高速運轉,并沒有起到真正的緊急停車的作用。
2.進口設備安全控制系統的設計
以擴徑機為例,使用Pilz安全繼電器模塊搭建安全回路。分布在現場的所有11處緊急停止裝置全部通過雙回路線路串聯接入安全繼電器模塊上,見圖1、圖2。按下控制電源上電按鈕,安全繼電器模塊在檢測所有的急停沒有動作后,系統控制電壓上電。
該系統保證至少2個通道進行輸出的控制。在一個輸出通道出現故障的情況下,另外一個冗余的通道依然能夠保證安全繼電器的安全功能,并且及時檢測出故障通道。另外,對于變頻器控制的急停全部采用“硬急停”。擴徑機運管小車行走控制采用的是西門子6ES7系列變頻器。小車的極限限位全部通過雙回路線路接入變頻器的使能端。一旦極限限位動作,變頻器是無法運行的。
進行上述對比后不難看出其中的差距,生產線2003年建成投產,也就是說早在十幾年前國外的設備在安全方面的考慮就這么完善了,我國還處于初級發展階段,近些年才逐步意識到這個問題,開始進行本質安全化的相關工作。相比而言,還遠遠落后于發達國家。
三、國產設備本質安全化改造步驟
1.實施本質安全化的基本流程
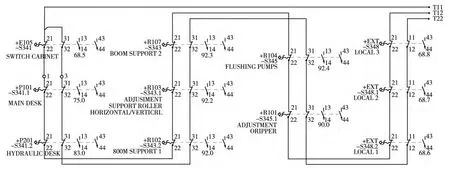
圖1 急停按鈕接線圖

圖2 安全繼電器模塊接線圖
國際上有關機械、電氣安全的相關技術標準很多。根據標準的作用和使用范圍,這些技術標準被分為3個類別:A類標準(基礎標準)、B類標準(分類標準)、C類標準(產品標準)。常用的A、B類標準如:EN 1050機械安全 風險評價、EN 292-1機械安全基本概念和設計通則、EN 954-1機械安全 控制系統有關安全部件 第1部分 設計通則、EN/IEC 60204機械安全 機械電氣設備、EN/IEC 61508電氣/電子/可編程電子系統的功能安全、EN/ISO 13849機械的安全控制系統有關的部件安全、EN 418緊急制動設備、EN 1088與保護裝置有關的連鎖裝置 設計和選擇原則、EN 574機械安全 雙手控制裝置 功能特性、設計原則等。
按照EN 954-1標準,要得到一個安全的設備,需首先進行安全風險評估,以便識別風險點,確定風險等級,具體見圖3。
2.確定風險減少的措施
基于風險評估和系統性能,通過設計減少風險。如減少引起危險的力或速度等消除危險的隱患,或通過設計來避免危險的接近。采用安全防護措施,如緊急停止裝置、帶互鎖裝置的可移動安全門、固定的安全門、安全光柵、安全地毯、雙手控制等。
實施個人保護措施,比如聽力保護、安全眼鏡、防毒面具或其他適當的勞防設備等。采用通過通知和警告提示信息,固定的危險標志,創建安全工作流程,培訓使用者等。

圖3 根據EN 954-1進行風險評估示意圖
3.實現指定的安全要求
通過控制系統與安全相關部件實現指定的安全要求。安全要求指EN 954-1中B、1、2、3、4所述的5個安全等級,對應的要求見表1。
4.安全電路的設計
各種安全等級的應用實例有很多,這里不再介紹了。
5.運行驗證
運行驗證,即檢查系統是否按要求運行,是否達到相關標準要求。
四、改造實踐
根據上述流程,詳細分析焊管生產線國產設備,像預彎機、水壓機、倒棱機等,安全等級應達到3級。預彎機屬于壓力成型設備,至少設置4扇安全門將左右機架、深機坑及鋼板進出輥道包含在內,左右機架內現場控制箱上、泵房、主操作臺各設置一緊急停止按鈕。如果將設備上死點、下死點及控制同步一些閥信號也接入安全控制系統,由于邏輯關系較復雜,可以考慮使用可編程的安全PLC或者可編程安全繼電器。

表1 風險等級對應要求表
水壓機是靜水壓力試驗設備,壓力最高可達25 MPa。為消除安全隱患,現在有的管廠做的“下沉式”水壓機。作為“地面式”水壓機,安全防護墻及安全門必不可少。倒棱機為保證人身安全,可以在花盤轉動區域設置安全光柵,或者帶互鎖裝置的可移動安全門。由于這些設備系統規模不大,均可以采用安全繼電器模塊來控制所有的緊急停止按鈕及安全門。任何一個安全繼電器被觸發,安全輸出必須切斷相關負載。
在具體設計時需要注意3個問題。(1)緊急停止必須保證在復位后不能自啟動。(2)合理的安全反應是在確保安全的情況下,盡可能提高設備的利用率。不能夠在異常的情況下,把所有的負載一斷了之。而是要根據安全邏輯的結果,有針對性的切斷。(3)安全系統的設計增大了自動控制系統的復雜性和系統成本。如何有效地設計系統很關鍵。有效的安全解決方案既可以實現所要求的安全性能,同時也可以保持較低的成本。
五、結語
雖然由于各種原因,安全自動化技術在我國還處于一個初級發展階段,遠遠落后于北美、歐洲等發達國家。相信隨著以人為本理念的深入貫徹,安全自動化技術的不斷進步和推廣,機械制造業的安全問題必將在不久的將來得以有效解決。
猜你喜歡
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代工人(2020年8期)2020-05-25 09:07:38
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
專用汽車(2016年4期)2016-03-01 04:13:43
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
