環形件非環焊縫周向分區射線檢測的應用
2015-01-11 07:07:48朱紹華
無損檢測 2015年6期
朱紹華
(上海材料研究所,上海 200437)
電子束焊接的基本原理是:電子槍中的陰極,由于直接或間接加熱而發射電子;該電子在高壓靜電場的加速下,通過電磁場的聚焦,形成能量密度極高的電子束;用此電子束去轟擊工件,巨大的動能轉化為熱能,從而實現對工件的焊接。
電子束焊[1]的結構特點是:被焊接母材緊密接觸在一起,配合間隙極小,焊縫寬度極窄。焊接過程中,由于電子束入射角度、焊道走偏及電磁場影響等原因,很容易產生未熔合、未焊透、裂紋及氣孔等缺陷。
由于電子束焊的缺陷尺寸極其微小,故射線檢測時,特別要控制好射線入射角度以保證微小線性缺陷的檢出率,進而保證產品的質量要求。
筆者介紹的電子束焊接零件為高溫合金焊接組件,焊接結構比較復雜。零件主體呈圓環形,圓周方向有多個凸臺,主體與凸臺由電子束焊焊接在一起,每個凸臺大小及圓焊縫的大小不同,每個凸臺圓焊縫的距離不同,位置分布也沒有規律,但是所有凸臺圓焊縫的圓心在同一圓截面上,如圖1所示。
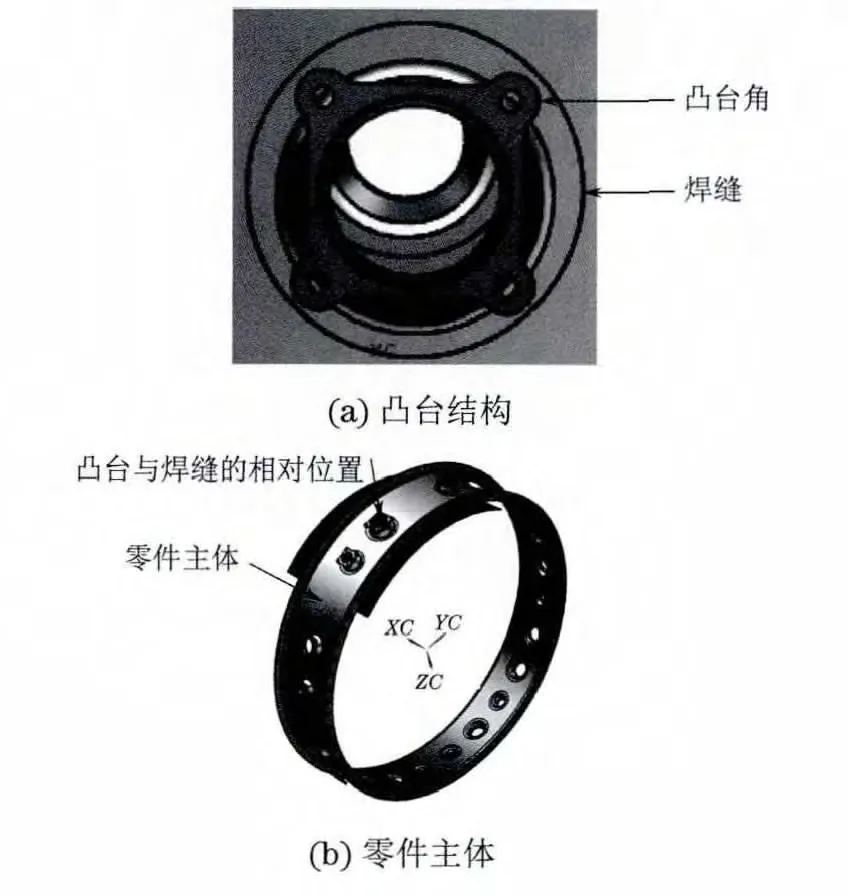
圖1 零件主體與凸臺的結構示意
1 項目背景
該零件是某機配套的關鍵部件,它的生產周期也直接影響著科研機種的交付周期。由于該零件焊接結構比較復雜,進行射線檢測時,有三種檢測工藝[2]:
(1)源在外單壁透照:需透照多次。由于凸臺的四個角與焊縫邊緣距離很近,為了防止因為擺放不當造成焊縫被凸臺四個角遮擋的現象,故選擇每次只透照相鄰凸臺圓焊縫的半圓,如圖2所示。

圖2 相鄰凸臺焊縫半圓X 射線顯像
(2)源在內周向整體透照:需透照一次。
(3)源在內周向分區透照:需透照多次。
2 檢測方法對比
2.1 源在外單壁透照
該檢測工藝所需要的最少透照次數,應遵循相關標準[3]規定的透照厚度比K值。
該檢測工藝存在以下缺點:當相鄰凸臺距離小時,底片影像變形小;當相鄰凸臺距離大時,底片影像就會產生較大變形,如圖2所示,很容易隱藏缺陷,而且會使需要透照的半圓部位不能全部呈現在底片上。這樣,容易造成不必要的返工,不僅提高檢測成本,而且增加勞動強度。當相鄰凸臺距離很大時,就只能一次透照一個凸臺的一半,大大增加了檢測次數。
綜上所述,該檢測工藝較復雜,雖然能有效地保證檢測質量的要求,但檢測周期長而且焊縫影像變形大,一旦缺陷出現在畸變較大的區域,則會對評片工作帶來很大的困擾。如果不能確定是否為偽缺陷,還可能產生不必要的返工檢測。
2.2 源在內周向整體透照
由于零件上的最大凸臺焊縫的半徑很小(35mm),而且每個凸臺圓焊縫的圓心都在一個圓環截面上,這樣的結構特征和周向射線機適用的檢測對象很相似,那么就可考慮使用周向射線機對該凸臺焊縫進行檢測,如圖3所示。

圖3 源在內周向整體透照示意圖
周向射線機主要檢測對象是直徑較大的圓形環焊縫零件,它的主要優點有:①透照距離保持不變,透照厚度均一,底片黑度比較均勻。②射線束處處垂直環形焊縫,有利于發現各種缺陷,橫向裂紋檢出率很高。③由于一次曝光,大大提高檢測效率。
2.2.1 源在內周向整體透照時可能遇到的問題
凸臺的四個角是否遮擋焊縫;檢測靈敏度是否達到檢測要求(象質計FeⅢ/15號絲);底片黑度是否達到檢測要求范圍(最佳黑度2.0);射線入射角是否達到檢測要求(θ≤5°)。
2.2.2 實際操作中的問題
由于機匣組件大端和小端直徑有差異,因此在檢測中必須保證大端環形面和小端環形面同時垂直地面,才能使凸臺圓焊縫圓心都處在一個同心圓上,從而使射線束能垂直入射到每個凸臺的圓心,最終得到黑度均勻的底片。
為了解決這個問題,特制作一個工裝,該工裝是一個特制厚度的墊板,墊板厚度為大端圓半徑減去小端圓半徑,這樣可以保證射線束能垂直入射到每個凸臺圓焊縫的圓心,保證了檢測質量的要求。
實際檢測工藝參數為:電壓為90kV;電流為5mA;時間為120s;焦距為R;膠片類型MX125(增感屏Pb),象質計為FeⅢ/15號絲。
檢測后底片如圖4所示,未發現焊縫被遮擋的情況,黑度也在2.0左右,同時檢測的靈敏度也達到了檢測標準的要求;從底片上呈現出的影像看,達到了檢測要求的標準,避免2.2.1中提到的問題的發生。
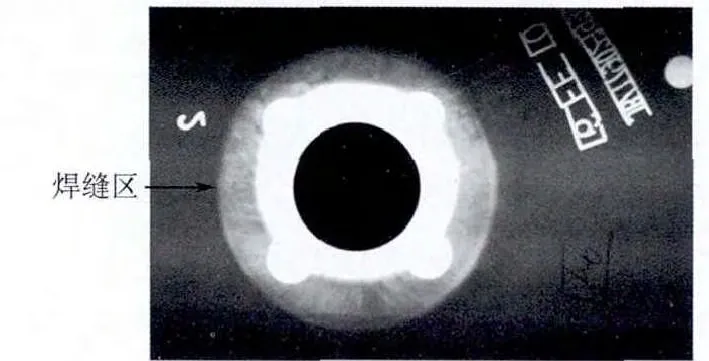
圖4 源在內周向分區X 射線影像
2.2.3 理論驗證
射線入射角是否達到檢測要求的最終結論要經過理論計算才能得出。理論計算如下:
最大凸臺圓焊縫半徑r為35mm,零件環形半徑R為350mm,如圖5所示。
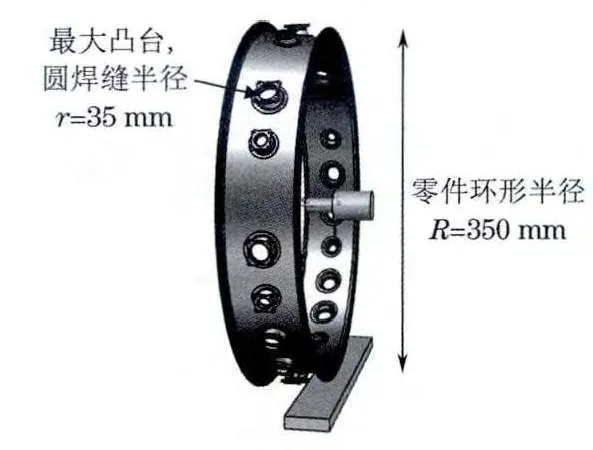
圖5 射線入射角理論計算示意
由tgθ=r/R=0.1,得到入射角的角度θ為5.7°。該角度不能滿足項目對電子束焊縫角度(±5°)的檢測標準要求,因此一次周向曝光不能滿足檢測標準的要求。
實際工作中,周向射線機每次檢測的環形焊縫都是進行一次曝光就可以完成檢測。該零件雖然和日常周向射線機的檢測對象很相似,但是還是存在射線入射角滿足不了要求的問題。至此,源在內周向整體透照工藝以失敗而告終。
2.3 源在內周向分區透照技術工藝分析
源在內周向整體透照技術,唯獨入射角沒有滿足要求。因此,需要從理論角度上分析入射角偏大的問題。
由分析可知,要減小入射角度,就必須減小透照范圍。故筆者采取源在內周向分區的檢測工藝。每次只檢測半個圓的焊縫,如圖6 所示,使入射角大于5°,這樣就保證了入射角度的大小,使得前面的所有問題都得到了解決。

同時,要滿足入射角度不大于5°,選擇的透照焦距R和有效透照區域L必須滿足表1要求。

表1 透照焦距R 和有效透照區域L 的技術要求 mm
3 散射線的屏蔽
由于周向射線機置于圓環中,膠片貼于焊縫外側,并使用鉛箔增感屏,所以能屏蔽部分散射線,因此暗盒背面不需要再襯托鉛板,以提高工效。從所拍底片看不見在暗盒背面貼附的“B”鉛字影像,說明散射線防護可以滿足標準要求。
4 結論
通過檢測方案的對比,最終確定采用源在內周向分區透照工藝技術。該工藝技術在以下方面取得了良好的效果:
(1)在保證檢測質量的前提下,檢測效率得到了較大的提高,從之前的多次減少到2次。
(2)采用周向射線機檢測,避免散射線,減輕了影像的畸變,底片清晰度較好,檢測靈敏度較高(可以達到標準要求的15號絲)。
[1]黃剛.電子束焊接技術在航空產品中的應用[J].四川兵工學報,2010(5):73-76.
[2]鄭世才.射線檢測[M].北京:機械工業出版社,2008.
[3]HB/Z 60-1996X 射線照相檢驗[S].
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
