軟件simufact在軋機(jī)應(yīng)用中的分析
2015-01-23 06:38:17謝君賢牛占斌程明
中國(guó)有色金屬 2015年8期
謝君賢 牛占斌 程明 |文
本文以三輥行星軋機(jī)的軋制過程為研究目標(biāo),軋輥?zhàn)鳛檐垯C(jī)軋制過程中與軋件直接接觸的模具,通過對(duì)軋輥軋制力以及軋輥表面工藝參數(shù)的分析與研究,從而提高不銹鋼棒材成品的質(zhì)量和成材率。
隨著計(jì)算機(jī)輔助技術(shù)在現(xiàn)代機(jī)械工程中的應(yīng)用,數(shù)值模擬分析逐漸改變了傳統(tǒng)的注塑模具設(shè)計(jì)觀念,通過高效的設(shè)計(jì)、分析和結(jié)構(gòu)優(yōu)化工具,為注塑模具的成型設(shè)計(jì)及開發(fā)研制過程提供了一個(gè)經(jīng)濟(jì)、高效的平臺(tái)。Simufact軟件可通過文件導(dǎo)入模型(From file)和CAD導(dǎo)入模型(CAD import),其通用幾何模型格式有STL、DAT、BDF、ARC以及SolidWorks、Proe、Ug等格式文件。運(yùn)用Simufact軟件與工廠試驗(yàn)相結(jié)合,可為客戶節(jié)約大量的人力、物力,縮短設(shè)備調(diào)試時(shí)間,響應(yīng)我國(guó)對(duì)小投入、高效、高質(zhì)量設(shè)備的需求。
針對(duì)國(guó)內(nèi)不銹鋼棒材生產(chǎn)設(shè)備效率低下、能耗量大、投資成本高、成品精度低等問題,當(dāng)前該行業(yè)引進(jìn)三輥行星軋機(jī)來軋制易切削不銹鋼棒材,試圖解決中國(guó)不銹鋼產(chǎn)業(yè)所面臨的問題。筆者以三輥行星軋機(jī)的軋制過程為研究目標(biāo),軋輥?zhàn)鳛檐垯C(jī)軋制過程中與軋件直接接觸的模具,通過對(duì)軋輥軋制力以及軋輥表面工藝參數(shù)的分析與研究,從而提高不銹鋼棒材成品的質(zhì)量和成材率。
三維模型的建立
1.三輥行星棒材軋制模型的建立
筆者對(duì)三輥行星軋機(jī)做如下簡(jiǎn)化:
三輥行星軋機(jī)的簡(jiǎn)化。主要由圍繞軋制軸線按120o平均分布的3個(gè)軋輥以及不銹鋼棒料、送料推桿、套管構(gòu)成。
軋機(jī)公轉(zhuǎn)的簡(jiǎn)化。軋機(jī)公轉(zhuǎn)會(huì)帶動(dòng)軋輥繞其軸線的旋轉(zhuǎn),考慮到接觸問題的增加會(huì)導(dǎo)致計(jì)算機(jī)計(jì)算緩慢,并且對(duì)計(jì)算機(jī)硬件配置的需求較高,所以本文忽略了軋機(jī)的公轉(zhuǎn)轉(zhuǎn)速,以軋輥實(shí)際自轉(zhuǎn)轉(zhuǎn)速進(jìn)行仿真計(jì)算。
套管的簡(jiǎn)化。三輥行星軋機(jī)在實(shí)際設(shè)備制造中是沒有套管的,由于模擬仿真中所取的不銹鋼棒料過短,當(dāng)軋輥開始咬入棒料時(shí),棒料由于徑向受力不平衡發(fā)生劇烈的擾動(dòng),這樣會(huì)導(dǎo)致計(jì)算不收斂,終止程序的繼續(xù)計(jì)算。當(dāng)增加套管支撐不銹鋼棒料后,會(huì)給棒料添加徑向的邊界約束,將不銹鋼棒料送進(jìn)軋輥咬入口中。
2.不銹鋼材料模型
根據(jù)客戶生產(chǎn)實(shí)際需求,選取易切削不銹鋼棒料為研究對(duì)象。易切削不銹鋼棒料對(duì)應(yīng)Simufact軟件中的材料模型為X4CrNi18-10_c,不銹鋼棒料的密度ρ=7850kg/m3,彈性模型E=203GPa,剪切模量G=78.4GPa,泊松比μ=0.3,比熱Cp=461J/kg?k,導(dǎo)熱系數(shù)λ=14.5W/m?K,初始屈服強(qiáng)度為520MPa。利用Simufact軟件自帶的網(wǎng)格劃分功能對(duì)不銹鋼棒料進(jìn)行網(wǎng)格劃分,單元網(wǎng)格邊長(zhǎng):5mm;單元數(shù):6007;單元?jiǎng)澐制鳎簊lMesh Tetra;單元類型:Tetrahedral (134)。
3.軋輥模型
軋輥輥型按實(shí)際尺寸設(shè)計(jì),由成型段和圓整段組成的二段式,其輥型曲線設(shè)計(jì)按三輥行星軋機(jī)軋制不銹鋼棒料時(shí)坯料與軋制成品均不轉(zhuǎn)動(dòng)為前提,為使軋輥能夠順利咬入不銹鋼棒料,通過在軋輥咬入段上開溝槽的工藝方法,加大軋輥與棒料之間的摩擦力。三個(gè)軋輥的空間位置分布按實(shí)際設(shè)備安裝尺寸調(diào)整,分別對(duì)軋輥進(jìn)行了偏轉(zhuǎn)角βo和傾斜角αo的空間調(diào)整。
4.熱邊界條件
不銹鋼棒料的初始溫度設(shè)為1150℃,軋輥模具的初始溫度設(shè)為25℃,推塊、套管的初始溫度設(shè)為25℃,環(huán)境溫度設(shè)為30℃。
5.軋制工藝參數(shù)
將模擬仿真的工藝參數(shù)設(shè)置盡量與現(xiàn)場(chǎng)生產(chǎn)實(shí)際參數(shù)相近,具體參數(shù)見表1所示。
按照工廠實(shí)際生產(chǎn)需求出發(fā),將不銹鋼棒材Φ65mm坯料熱軋成為Φ30mm的成品(見圖1)。以此工況分別研究送料推桿的推力以及軋輥的等效應(yīng)力云圖、等效位移云圖、軸向軋制力。

表1 軋制工藝參數(shù)
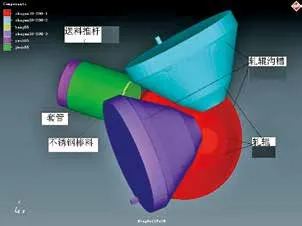
圖1 Simufac仿真模型
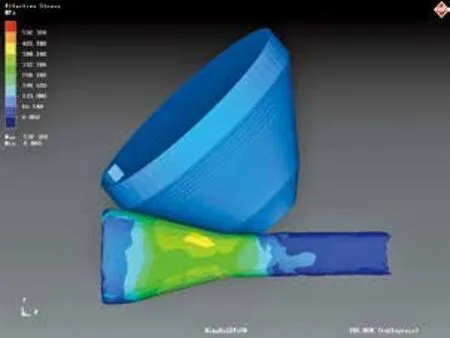
圖2 Von-Mises 應(yīng)力云圖

圖3 三輥行星棒材軋機(jī)及軋制成品
軋制過程分析
1.Simufact仿真結(jié)果分析
Z軸軋制力范圍為-330.99~438.11KN。其中Y、Z軸受力為軋輥徑向碾軋力,其作用是對(duì)不銹鋼棒料進(jìn)行減徑;X軸受力為軋輥軸向夾送力,其作用是驅(qū)動(dòng)軋件向前運(yùn)動(dòng)。
送料推桿在將近3秒時(shí)與不銹鋼棒料分離,此時(shí)軋輥與不銹鋼棒料發(fā)生咬合,軋輥與棒料間的接觸摩擦力使得棒料快速前進(jìn),從而出現(xiàn)了送料推桿3秒后與棒料脫離,送料推桿的推力回歸為零。送料推桿受到的最大推力為0.026KN。
從不銹鋼軋制過程中材料運(yùn)動(dòng)軌跡圖可以看出,軋制過程中棒料上的點(diǎn)不僅圍繞自身軸線旋轉(zhuǎn),同時(shí)沿著成品前進(jìn)的方向移動(dòng),其運(yùn)動(dòng)的最大速度為343.63mm/s。
由軋制過程的等效應(yīng)力及等效位移圖得到,最大等效位移值為13.43mm,最大等效應(yīng)力值為532.32MPa。圖2中軋輥材料設(shè)置為H13模具鋼,軋輥?zhàn)鳛閯傮w在軋制過程中不顯示應(yīng)力、應(yīng)變值。
2.調(diào)試與應(yīng)用
三輥行星軋機(jī)軋制不銹鋼棒材工藝屬國(guó)內(nèi)首創(chuàng),為確保研發(fā)與制造過程順利進(jìn)行,滿足設(shè)備軋制過程的穩(wěn)定性與軋制工藝的可行性,該三輥行星軋機(jī)分別在設(shè)備制造廠和用戶公司進(jìn)行了調(diào)試與應(yīng)用。
通過現(xiàn)場(chǎng)對(duì)三輥行星軋機(jī)的調(diào)試與應(yīng)用可得,三輥行星軋機(jī)軋制棒材的過程可靠穩(wěn)定,軋制出的成品表面光潔度與圓度符合用戶生產(chǎn)需求。棒材成品頭部軋制成型形狀與上述仿真時(shí)所得的軋制效果相符,從而驗(yàn)證了仿真的正確性。該設(shè)備已通過了實(shí)際應(yīng)用與試驗(yàn),其軋制效果滿足雙方的設(shè)計(jì)期望(見圖3)。
結(jié)論
對(duì)軋制不銹鋼棒材的三輥行星軋機(jī)的軋輥模型進(jìn)行了三維實(shí)際尺寸建模,并運(yùn)用了Simufact軟件對(duì)模型進(jìn)行了仿真,通過仿真結(jié)果與現(xiàn)場(chǎng)數(shù)據(jù)進(jìn)行了對(duì)比,從而驗(yàn)證了模型建立與仿真分析的正確性。
送料推桿推力、軋輥軋制力的研究與三輥行星軋機(jī)零部件的強(qiáng)度、剛度以及能耗需求有直接的關(guān)系,為三輥行星軋機(jī)的結(jié)構(gòu)設(shè)計(jì)和工具設(shè)計(jì)提供了可靠的設(shè)計(jì)參數(shù)。
通過X、Y、Z軸向受力曲線圖及材料運(yùn)動(dòng)軌跡圖的分析,為后期軋輥曲線優(yōu)化以及調(diào)試軋機(jī)旋轉(zhuǎn)大盤公轉(zhuǎn)轉(zhuǎn)速提供了必要的理論參數(shù)。
通過多次仿真分析驗(yàn)證,在軋輥表面開溝槽和加大軋輥表面摩擦系數(shù)可以減小不銹鋼棒料的金屬流動(dòng)性,這對(duì)軋輥咬入不銹鋼棒料和后期穩(wěn)定軋制都是有利的。中
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03