磨削軸承內(nèi)徑自動(dòng)檢測(cè)機(jī)的使用方法及注意事項(xiàng)
2015-02-05 07:38:25雷國(guó)宗
哈爾濱軸承 2015年2期
張 強(qiáng),雷國(guó)宗
(1.哈爾濱軸承集團(tuán)公司 小型球軸承分廠, 黑龍江 哈爾濱 150036; 2.哈爾濱哈軸精密軸承制造有限公司,黑龍江 哈爾濱 150036)
磨削軸承內(nèi)徑自動(dòng)檢測(cè)機(jī)的使用方法及注意事項(xiàng)
張 強(qiáng)1,雷國(guó)宗2
(1.哈爾濱軸承集團(tuán)公司 小型球軸承分廠, 黑龍江 哈爾濱 150036; 2.哈爾濱哈軸精密軸承制造有限公司,黑龍江 哈爾濱 150036)
介紹了軸承內(nèi)徑自動(dòng)檢測(cè)機(jī)的使用方法及注意事項(xiàng)。該機(jī)器的使用有效降低了誤檢率,提高了功效,節(jié)省了大量人力物力,體現(xiàn)了軸承工藝裝備的發(fā)展趨勢(shì)。
軸承內(nèi)徑檢測(cè)機(jī);自動(dòng)生產(chǎn)線;檢測(cè)心軸;信息反饋
1 前 言
由于軸承加工設(shè)備的不斷更新?lián)Q代,自動(dòng)化程度和生產(chǎn)效率越來(lái)越高,對(duì)于工序間的檢測(cè)方式也提出了新的要求,以往傳統(tǒng)的手工作業(yè)已經(jīng)不能滿足自動(dòng)化生產(chǎn)需求。軸承內(nèi)徑的質(zhì)量控制直接決定了軸承的使用性能,是軸承檢測(cè)中的重中之重。
2 應(yīng)用軸承內(nèi)徑自動(dòng)檢測(cè)機(jī)的必要性
2.1 傳統(tǒng)檢測(cè)方法的缺陷
目前,國(guó)內(nèi)多數(shù)軸承企業(yè)仍采用人工檢測(cè)方式,這種檢測(cè)方式存在主要缺陷是:只能對(duì)完成后的產(chǎn)品定性判定,而無(wú)法對(duì)質(zhì)量變化趨勢(shì)做出提醒,即只能選出不合格品,不能直接避免不合格品,還存在人員密集、勞動(dòng)強(qiáng)度大、準(zhǔn)確性不穩(wěn)定等缺陷。
2.2 內(nèi)徑尺寸主動(dòng)測(cè)量裝置的不足
磨內(nèi)徑設(shè)備安裝的電感主動(dòng)測(cè)量裝置,在內(nèi)徑磨削尺寸偏差控制方面確實(shí)起到了關(guān)鍵的作用,較以往的定程控制磨削在精確程度方面有了成倍的提高,但需要操作人員實(shí)時(shí)觀察、調(diào)整,且只能控制測(cè)爪接觸到的單一技術(shù)指標(biāo),難以適應(yīng)自動(dòng)化生產(chǎn)需求。
3 軸承內(nèi)徑自動(dòng)檢測(cè)機(jī)介紹
3.1 軸承內(nèi)徑檢測(cè)機(jī)的作用
軸承內(nèi)徑檢測(cè)機(jī)全稱為“軸承內(nèi)徑機(jī)外檢測(cè)反饋機(jī)”(以下稱:內(nèi)徑檢測(cè)機(jī)),是一種獨(dú)立于內(nèi)徑磨床之外的專業(yè)檢測(cè)設(shè)備,具有對(duì)內(nèi)徑的平均尺寸偏差(Vdp)及平均內(nèi)徑變動(dòng)量(Vdmp)等技術(shù)參數(shù)進(jìn)行快速100%自動(dòng)檢測(cè)的功能。內(nèi)徑檢測(cè)機(jī)在被串聯(lián)接入自動(dòng)生產(chǎn)線內(nèi)徑磨床的下位工序情況下,還能將工件批測(cè)量的信息及時(shí)反饋回上工位的磨床,實(shí)現(xiàn)對(duì)磨床主動(dòng)測(cè)量?jī)x零位漂移的監(jiān)控與補(bǔ)嘗調(diào)整,與其構(gòu)成閉環(huán)反饋系統(tǒng),確保磨床長(zhǎng)時(shí)間處于穩(wěn)定生產(chǎn)狀態(tài)(見圖1)。
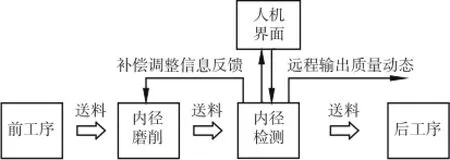
圖1 內(nèi)徑動(dòng)檢測(cè)機(jī)在線檢測(cè)示意圖
此外,該機(jī)器還具有保存檢測(cè)數(shù)據(jù)、實(shí)時(shí)向控制終端傳送Cp、Cpk等工序能力指數(shù)、圖形、質(zhì)量動(dòng)態(tài)等信息的功能,有助于提高質(zhì)量管理水平。
3.2 基本工作原理
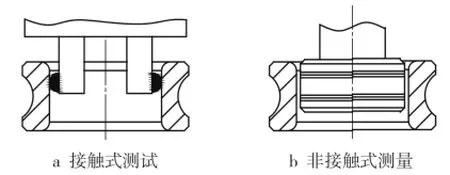
圖2 內(nèi)徑自動(dòng)檢測(cè)機(jī)的檢測(cè)方式
內(nèi)徑自動(dòng)檢測(cè)主要分接觸式(見圖2a)和非接觸式檢測(cè)(見圖2b)兩種。非接觸式檢測(cè)過(guò)程幾乎是無(wú)摩擦的,主要檢測(cè)部件壽命長(zhǎng),被廣泛采用。非接觸式內(nèi)徑檢測(cè)機(jī)又可分為氣動(dòng)測(cè)量和電感測(cè)量?jī)煞N測(cè)量方式,基本原理是將檢測(cè)頭與被測(cè)表面間的距離變化量的信息經(jīng)過(guò)處理,最終在設(shè)備終端以顯示或報(bào)警方式告知相關(guān)人員。
這里僅討論氣動(dòng)測(cè)量方式。氣動(dòng)方法是:一定壓強(qiáng)的潔凈空氣通過(guò)檢測(cè)心軸與被測(cè)表面間的間隙時(shí),單位時(shí)間內(nèi)會(huì)有一個(gè)通氣量的固定值,當(dāng)被測(cè)表面與檢測(cè)心軸距離產(chǎn)生變化時(shí),氣體的通過(guò)量也會(huì)發(fā)生變化。機(jī)內(nèi)的“氣電信號(hào)轉(zhuǎn)換裝置”會(huì)將空氣流量的變化轉(zhuǎn)化為電信號(hào),經(jīng)過(guò)放大及A/D轉(zhuǎn)換(模擬/數(shù)字轉(zhuǎn)換)后作為該工件的尺寸信號(hào)輸入PLC(可編程邏輯控制器),與PLC控制器內(nèi)設(shè)定的各尺寸組別與尺寸控制線進(jìn)行比較,將比較結(jié)果輸入到PLC控制器作為各分選裝置的驅(qū)動(dòng)信號(hào),將檢測(cè)后的工件(包括合格品和不合格品)分別輸送到相應(yīng)的位置排出,同時(shí)將工件批測(cè)量的信息及時(shí)反饋回上工位的磨床,按照所設(shè)定的程序向上位機(jī)床的主動(dòng)測(cè)量?jī)x及磨床控制器發(fā)出零位修正脈沖,調(diào)整磨床的加工基準(zhǔn),達(dá)到自動(dòng)分選和自動(dòng)補(bǔ)調(diào)的目的,保證所加工零件尺寸的長(zhǎng)時(shí)間穩(wěn)定。工作原理見圖3。
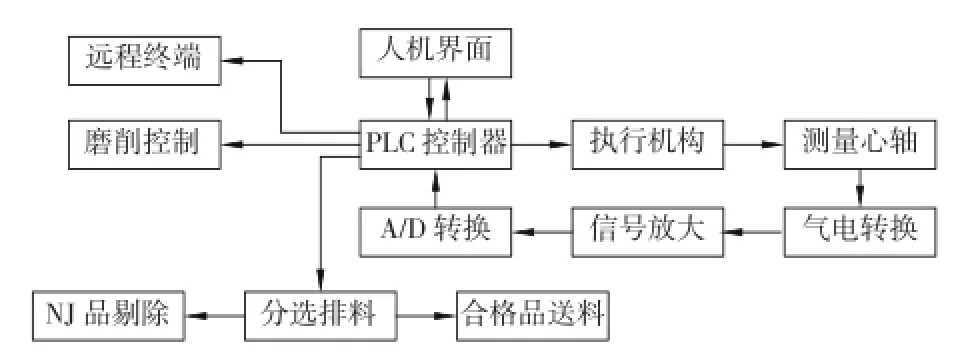
圖3 內(nèi)徑檢測(cè)機(jī)工作原理框圖
3.3 氣動(dòng)式內(nèi)徑檢測(cè)機(jī)的基本組成
(1) 基礎(chǔ)部件:包括機(jī)身、外殼、各類箱體等,構(gòu)成設(shè)備主體;
(2)測(cè)量部件:由檢測(cè)心軸及輔助進(jìn)行測(cè)量的機(jī)構(gòu)組成,主要作用是采集檢測(cè)信息;
(3) 電氣控制裝置:由“氣電信號(hào)轉(zhuǎn)換裝置”、PLC、顯示器、操作面板等器件構(gòu)成,實(shí)現(xiàn)對(duì)設(shè)備的自動(dòng)控制;
(4)執(zhí)行部件:由伺服電機(jī)、電磁閥、氣缸等元器件組成,負(fù)責(zé)工件的進(jìn)出、剔除等工作內(nèi)容;
(5)輔助部件:由清洗、過(guò)濾等裝置構(gòu)成,實(shí)現(xiàn)工件清洗及保證壓縮空氣清潔度,保障檢測(cè)準(zhǔn)確性。
4 內(nèi)徑檢測(cè)機(jī)的使用方法
4.1 設(shè)備的正確安裝
設(shè)備應(yīng)放置在硬實(shí)、水平的地面上,另如果周圍設(shè)備振動(dòng)過(guò)大,會(huì)對(duì)測(cè)量結(jié)果產(chǎn)生影響,所以應(yīng)考慮在設(shè)備下面鋪設(shè)減振墊,以確保測(cè)量精度和使用壽命。此外,還要考慮周圍環(huán)境的溫濕度。
4.2 設(shè)備的操作規(guī)程
(1) 開機(jī)前檢查。檢測(cè)機(jī)啟動(dòng)前觀察清洗油箱的液位面是否正常、空氣過(guò)濾裝置排水是否正常、供應(yīng)測(cè)量用的氣動(dòng)定值器的壓力值是否在要求范圍之內(nèi)。
(2)啟動(dòng)。應(yīng)將檢測(cè)機(jī)電氣裝置和聯(lián)接的內(nèi)徑磨床同步開啟并按要求預(yù)熱,以確保工作同步和測(cè)量的穩(wěn)定。
(3)對(duì)表。用檢測(cè)心軸反復(fù)檢測(cè)標(biāo)準(zhǔn)工件(內(nèi)徑標(biāo)準(zhǔn)件),并將顯示結(jié)果調(diào)至與標(biāo)準(zhǔn)件偏差一致,確定零位。
(4)加工的首件檢測(cè)。試加工開始后,連續(xù)截取檢測(cè)過(guò)的若干工件(一般不少于3件)與D923內(nèi)徑檢具進(jìn)行核對(duì)。如兩者尺寸有顯著差異,需進(jìn)行精度分析和調(diào)整。
(5) 檢測(cè)結(jié)果核查。檢測(cè)機(jī)正常運(yùn)行后,按《作業(yè)指導(dǎo)書》規(guī)定的周期和數(shù)量,截取檢測(cè)過(guò)的工件進(jìn)行驗(yàn)證,發(fā)現(xiàn)異常應(yīng)進(jìn)行精度分析和調(diào)整。
(6)工作狀態(tài)檢查。內(nèi)徑檢測(cè)機(jī)處于正常運(yùn)行狀態(tài)中時(shí),應(yīng)注意觀察人機(jī)界面參數(shù)變化及反饋狀態(tài),沒(méi)有異常無(wú)須做其他操縱或機(jī)構(gòu)調(diào)整。
5 注意事項(xiàng)
(1)工作中應(yīng)注意各部位運(yùn)轉(zhuǎn)流暢、動(dòng)作靈活無(wú)干涉現(xiàn)象;
(2)特別注意初測(cè)、復(fù)測(cè)位置必須與工件端面距離相等;
(3)在磨床工作狀態(tài)穩(wěn)定時(shí),才能使得檢測(cè)反饋構(gòu)成的封閉循環(huán)系統(tǒng)穩(wěn)定可靠;
(4)技術(shù)人員應(yīng)跟蹤觀察檢測(cè)心軸的工作狀況,如發(fā)現(xiàn)心軸磨損,應(yīng)及時(shí)更換備品;
(5)隨時(shí)注意供氣壓力、清潔度。
6 引入和推廣自動(dòng)檢測(cè)機(jī)的意義
6.1 節(jié)約人工成本
軸承磨加工自動(dòng)連線由內(nèi)圈的溝磨、孔磨及超精和外圈的溝磨及超精5臺(tái)或10臺(tái)以上機(jī)床組成,該磨超連線可節(jié)約人工成本60%,1條單機(jī)(5臺(tái)機(jī)床組成)軸承磨加工設(shè)備由以前需2.5位操作工人減少至1人,按每條線年度產(chǎn)量60萬(wàn)套計(jì)算,年可節(jié)約人工費(fèi)用9萬(wàn)元。
6.2 提高物料周轉(zhuǎn)能力
實(shí)現(xiàn)軸承套圈磨加工全自動(dòng)連線后,與單機(jī)磨削工藝相比,具有明顯的優(yōu)勢(shì):工件從進(jìn)料到出料整個(gè)流程實(shí)現(xiàn)了自動(dòng)化,減少了生產(chǎn)流程環(huán)節(jié),縮短了物料周轉(zhuǎn)時(shí)間, 產(chǎn)品在工序間的周轉(zhuǎn)時(shí)間由6天降到了1天,提高了物料周轉(zhuǎn)能力,達(dá)到了降低過(guò)程管理成本和提高生產(chǎn)效率的目的,提高了市場(chǎng)競(jìng)爭(zhēng)力。
6.3 提升產(chǎn)品品質(zhì)
軸承套圈全面實(shí)現(xiàn)磨加工單機(jī)工序間的直接轉(zhuǎn)序工作,完成工序間品質(zhì)在線檢測(cè)、控制、分選,實(shí)現(xiàn)工序間的目視管理,有效替代了人工操作,控制了產(chǎn)品品質(zhì)。自動(dòng)線的工藝流程,實(shí)現(xiàn)了在線自動(dòng)檢測(cè),自動(dòng)反饋補(bǔ)償加工誤差,達(dá)到了生產(chǎn)高質(zhì)量、高穩(wěn)定性的產(chǎn)品的目的。
6.4 促進(jìn)企業(yè)轉(zhuǎn)型
軸承生產(chǎn)企業(yè)引進(jìn)軸承自動(dòng)化設(shè)備后,自動(dòng)化生產(chǎn)程度大大提高,企業(yè)也由勞動(dòng)密集型企業(yè)向現(xiàn)代自動(dòng)化制造企業(yè)轉(zhuǎn)型。
7 結(jié)束語(yǔ)
軸承套圈磨加工全自動(dòng)生產(chǎn)線通過(guò)一年來(lái)的運(yùn)行表明,自動(dòng)檢測(cè)裝置應(yīng)用到磨超線后對(duì)穩(wěn)定產(chǎn)品加工精度、提高生產(chǎn)效率、有效降低企業(yè)的生產(chǎn)成本、提高市場(chǎng)競(jìng)爭(zhēng)力具有重要意義。
(編輯:鐘 媛)
Using method and instruction of automatic measuring machine for grinding inner circle of bearing
Zhang Qiang1,Lei Guozong2
(1.Small Ball Bearing Branch,Harbin Bearing Group Corporation,Harbin 150036,China; 2.Harbin Hazhou Precision Bearing Manufacturing Co.,Ltd.,Harbin 150036,China)
Using method and instruction of automatic measuring machine for grinding inner circle of bearing are introduced. The use of this machine can effectively reduce the false detection rate,improve the efficiency,save a lot of manpower and material resources, and refect the development trend of the bearing process equipment.
bearing inner circle testing machine; automatic production line; detecting spindle; information feedback
TH 133.33
B
1672-4852(2015)02-0032-02
2015-03-02.
張 強(qiáng)(1967-),男,技師 .
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:26:08
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
