高壓天然氣管道焊接工藝選擇及質(zhì)量控制
2015-02-15 06:57:13唐山工業(yè)職業(yè)技術(shù)學(xué)院
油氣田地面工程 2015年1期
唐山工業(yè)職業(yè)技術(shù)學(xué)院
高壓天然氣管道焊接工藝選擇及質(zhì)量控制
姬玉媛唐山工業(yè)職業(yè)技術(shù)學(xué)院
焊接工藝主要包括焊接前準(zhǔn)備、施工、焊接后防護(hù)三個(gè)階段。高壓天然氣管道焊接工藝的最核心內(nèi)容是焊接方法,焊接方法的選擇即確定了焊接工藝的實(shí)施過程。焊接方法選擇是管道焊接工藝選擇的最主要內(nèi)容,當(dāng)前正在使用和推廣的管道焊接方法很多,如焊條電弧焊、手工鎢極氬弧焊、熔化極氣體保護(hù)焊、自保護(hù)藥芯焊絲電弧焊、埋弧自動(dòng)焊、閃光對(duì)焊等,焊接材料選擇需要綜合考慮焊接材料環(huán)保、力學(xué)、安全、韌性等性能,還要考慮焊接區(qū)域氣候環(huán)境,它直接影響了焊接質(zhì)量的好壞。質(zhì)量控制技術(shù)措施主要是針對(duì)人員操作、設(shè)備選型、材料選擇等進(jìn)行控制,采用技術(shù)手段確保焊接質(zhì)量達(dá)到目標(biāo)要求。
天然氣管道;焊接工藝;治理;質(zhì)量控制
1 焊接工藝及質(zhì)量控制
高壓天然氣管道焊接工藝是一項(xiàng)特殊操作工藝,施工過程具有一定的危險(xiǎn)性,焊接質(zhì)量好壞對(duì)工程應(yīng)用也具有重要影響。焊接工藝涉及焊接方法、焊接步驟、焊接材料、設(shè)備工具、焊接操作人員等各個(gè)方面[1]。焊接工藝主要包括焊接前準(zhǔn)備、施工、焊接后防護(hù)三個(gè)階段,主要操作工藝有打底、中層施焊、蓋面及檢查記錄等。
高壓天然氣管道焊接質(zhì)量控制主要是指采取一系列的有效措施和方法,降低焊接過程存在的失誤、過錯(cuò)和風(fēng)險(xiǎn),避免不正當(dāng)?shù)牟僮骱推渌蛞鸷附淤|(zhì)量的缺陷,以達(dá)到控制焊接質(zhì)量的效果。管道焊接質(zhì)量控制是要控制影響焊接質(zhì)量的因素,解決質(zhì)量控制易發(fā)生的問題。
2 工藝選擇
高壓天然氣管道焊接工藝的最核心內(nèi)容是焊接方法,焊接方法的選擇即確定了焊接工藝的實(shí)施過程。
2.1焊接方法
焊接方法選擇是管道焊接工藝選擇的最主要內(nèi)容,當(dāng)前正在使用和推廣的管道焊接方法很多,如焊條電弧焊、手工鎢極氬弧焊、熔化極氣體保護(hù)焊、自保護(hù)藥芯焊絲電弧焊、埋弧自動(dòng)焊、閃光對(duì)焊等,要選擇合適的、匹配的、良好穩(wěn)定的焊接方法比較困難,必需要遵循科學(xué)原則選擇焊接方法。
我國(guó)高壓天然氣管道焊接工藝主要以自保護(hù)藥芯焊絲半自動(dòng)焊和熔化極活性氣體保護(hù)自動(dòng)焊為主。在全位置單面焊雙面成形技術(shù)中,根焊可采用傳統(tǒng)低氫型焊條進(jìn)行上向焊接或高纖維素型焊條進(jìn)行下向焊接來完成;針對(duì)大口徑管道焊接還開發(fā)出了焊接效率更高的活性氣體保護(hù)雙焊炬自動(dòng)外焊機(jī);對(duì)于填充蓋面焊,小管徑管線安裝焊接以藥芯焊條電弧焊(包括鐵粉低氫型下向焊條和高纖維素型下向焊條)和自保護(hù)藥芯焊絲半自動(dòng)焊為主,大管徑、厚壁管線安裝焊接以自保護(hù)藥芯焊絲半自動(dòng)焊和高速熔化極活性氣體保護(hù)自動(dòng)焊為主。經(jīng)全面分析歸納后,得出焊接方法選擇應(yīng)當(dāng)遵循的原則,如表1所示。

表1 高壓天然氣管道焊接方法選擇原則
2.2焊接材料
焊接材料選擇是高壓天然氣管道焊接工藝選擇的重要內(nèi)容,需要綜合考慮焊接材料環(huán)保、力學(xué)、安全、韌性等性能,還要考慮焊接區(qū)域氣候環(huán)境,它直接影響了焊接質(zhì)量的好壞,焊接材料的選擇見表2。
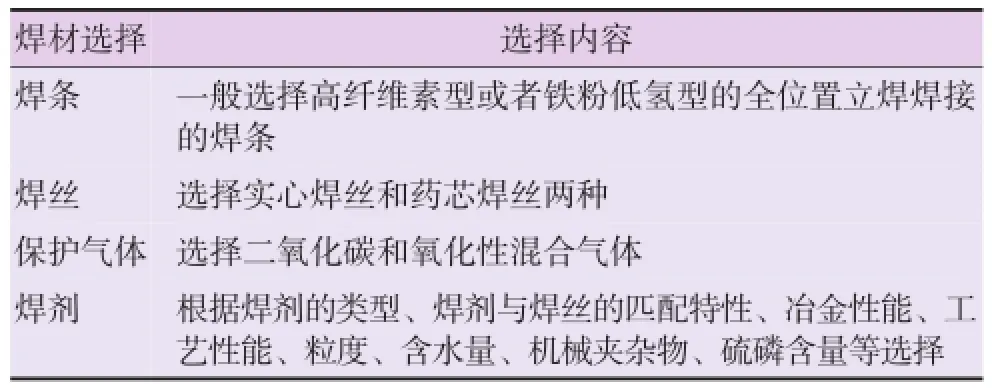
表2 高壓天然氣管道焊接材料選擇
焊接選擇要求較高,一般遵循的原則有:①充分考慮焊材強(qiáng)度和韌性;②選取有效減少焊縫金屬中擴(kuò)散氫含量的焊材;③仔細(xì)分析并考慮焊材的熔敷率;④根據(jù)焊接質(zhì)量和周圍影響考慮焊材的工藝性能;⑤根據(jù)不同的焊接母體和力學(xué)性能選擇焊材;⑥盡量根據(jù)以往經(jīng)驗(yàn)選擇符合實(shí)際的焊材。
3 質(zhì)量控制
3.1控制方法及遵循原則
質(zhì)量控制是高壓天然氣管道焊接工藝的最重要工作,質(zhì)量控制工作應(yīng)堅(jiān)持“質(zhì)量第一、預(yù)防為主”的方針和系統(tǒng)性原則,對(duì)焊接工藝涉及的人、物、管理、環(huán)境、材料等方面進(jìn)行系統(tǒng)性分析,對(duì)各個(gè)方面和環(huán)節(jié)進(jìn)行不斷改進(jìn),最終促使焊接質(zhì)量得到有效控制和保障。
管道焊接質(zhì)量控制應(yīng)建立質(zhì)量保證體系,明確各項(xiàng)任務(wù)、職責(zé)、目標(biāo)、要求并進(jìn)行監(jiān)督考核,管道焊接質(zhì)量控制應(yīng)采取PDCA的循環(huán)控制方法,并不斷改進(jìn)和完善。
3.2焊接質(zhì)量控制內(nèi)容
3.2.1 管理措施
(1)焊接前管理準(zhǔn)備工作。一是在焊接施工前制定各項(xiàng)工藝操作規(guī)范及管理制度,結(jié)合具體實(shí)際進(jìn)行不斷完善和改進(jìn)。建立科學(xué)的質(zhì)量保障體系,確保各項(xiàng)施工質(zhì)量達(dá)標(biāo)。二是嚴(yán)格檢查和記錄工作,對(duì)使用的焊接材料、工具、操作等進(jìn)行詳細(xì)檢查和記錄,確保與設(shè)計(jì)方案一致。
(2)操作過程管理工作。設(shè)立現(xiàn)場(chǎng)監(jiān)護(hù)人員,對(duì)焊接施工工具選擇、各項(xiàng)參數(shù)設(shè)置、施工流程步驟等必須按照施工方案進(jìn)行,確保從源頭上控制質(zhì)量。
(3)做好施工質(zhì)量和安全評(píng)估工作。對(duì)完成的每一項(xiàng)工作進(jìn)行施工后質(zhì)量評(píng)估,發(fā)現(xiàn)問題及時(shí)采取適當(dāng)措施進(jìn)行解決。
3.2.2 技術(shù)措施
質(zhì)量控制技術(shù)措施主要是針對(duì)人員操作、設(shè)備選型、材料選擇等進(jìn)行控制,采用技術(shù)手段確保焊接質(zhì)量達(dá)到目標(biāo)要求。
(1)焊接工藝控制。天然氣管道焊接施工前務(wù)必按照標(biāo)準(zhǔn)進(jìn)行焊接工藝評(píng)定,按照評(píng)定書和焊接工藝指導(dǎo)書編寫科學(xué)完善的焊接工藝卡,施工技術(shù)人員和班組要進(jìn)行書面的技術(shù)交底,相關(guān)材料需交送質(zhì)量檢查員一份。不同焊接工藝、不同管道分開記錄填寫;對(duì)焊接位置、工藝號(hào)要清晰注明;質(zhì)量控制員要嚴(yán)格對(duì)焊接工藝卡進(jìn)行檢查和治理控制,做好記錄。
(2)施工人員、設(shè)備及焊材控制。保證焊接質(zhì)量一是要求所有參與焊接施工的人員都必須經(jīng)培訓(xùn)考核合格并取得相應(yīng)資格,上崗焊工必須在合格證書范圍內(nèi)承擔(dān)相應(yīng)焊接工作,包括現(xiàn)場(chǎng)監(jiān)護(hù)人、質(zhì)量控制員、檢驗(yàn)員等都必須是專業(yè)人員;二是要求焊接設(shè)備、器材、儀表性能良好,嚴(yán)禁超負(fù)荷及故障使用;三是嚴(yán)格控制焊接材料的采購(gòu)驗(yàn)收、保管、發(fā)放及使用等幾個(gè)環(huán)節(jié),做到合理、科學(xué)、高效。
(3)焊接環(huán)境控制。應(yīng)采取措施確保合理的焊接作業(yè)環(huán)境,一是確保環(huán)境溫度,保證焊接不受影響;二是確保風(fēng)速不超過焊接方法的規(guī)定值;三是對(duì)焊接電弧1m范圍內(nèi)的濕度進(jìn)行控制;四是研究在下雨、暴風(fēng)、下雪等惡劣天氣下進(jìn)行焊接作業(yè)。
(4)焊接操作及檢驗(yàn)控制。對(duì)天然氣管道焊接施工中容易發(fā)生問題的承插焊口、凸臺(tái)焊口、三通焊口、計(jì)量孔板焊口、管道支吊架焊接、管托焊縫質(zhì)量等設(shè)置專門的工藝條件,并進(jìn)行檢查確保合格。檢驗(yàn)員要對(duì)焊接焊口、數(shù)量、質(zhì)量等進(jìn)行檢測(cè)、探傷,確保管道操作及檢驗(yàn)合格,保障質(zhì)量。
(5)焊接后質(zhì)量控制。焊接施工后,對(duì)焊口外觀質(zhì)量、管道標(biāo)記、焊口標(biāo)記、檢測(cè)報(bào)告及現(xiàn)場(chǎng)記錄等必須逐一審核,出現(xiàn)問題及時(shí)解決;對(duì)焊接工藝涉及的資料進(jìn)行整理,做到完整、及時(shí)、準(zhǔn)確,符合要求后再進(jìn)行移交。
[1]楊文忠.油氣管道焊接工藝及質(zhì)量控制[J].油氣田地面工程,2014,33(3):33-34.
(欄目主持 焦曉梅)
10.3969/j.issn.1006-6896.2015.1.037
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
Coco薇(2016年2期)2016-03-22 02:42:52
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
