NSE連桿生產線自動化應用分析
2015-02-18 09:13:56南京汽車集團有限公司動力總成機加工生產部技術主管胡勁松
金屬加工(冷加工) 2015年6期
關鍵詞:測量
■ 南京汽車集團有限公司動力總成機加工生產部技術主管 胡勁松
NSE連桿生產線自動化應用分析
■ 南京汽車集團有限公司動力總成機加工生產部技術主管 胡勁松
我們廠的NSE連桿(見圖1)生產線是目前國內比較先進的自動化裝置,共有7道工序(見附表)、6臺設備,其中包括:德國ALFING多工位專機3臺,德國DISKUS臥式雙面磨床1臺,德國MTM清洗機1臺,意大利MARPOSS綜合測量機1臺。這些設備均采用SIEMENS 840D的人機界面數控系統,配有自動測量、自動補償、故障診斷及過載保護等裝置。工件的輸送是由德國AMT輸送鏈道來實現的,工序的上下料通過日本FANUC機器人來操作,這些機械手具有對工件擺放的識別和防錯功能。整條連桿生產線的生產節拍為13s/根。單班操作工的編制為6人,自動化程度比較高。

圖1 連桿
NSE連桿生產線表現
連桿的粗磨(OP10)和精磨(OP40)安排在一臺臥式雙面磨床上(見圖2)進行,兩者之間通過NC加工程序的切換就可實現,只需2~3min。加工循環為:零件進入送料盤→小頭面在前進入砂輪→砂輪進給,進行切入磨→進給停止,進入光磨→連桿隨進給盤轉出。在磨削過程中,機床自動檢測加工尺寸,砂輪的磨損量自動補償。合格件自動剔除到廢品料道上。
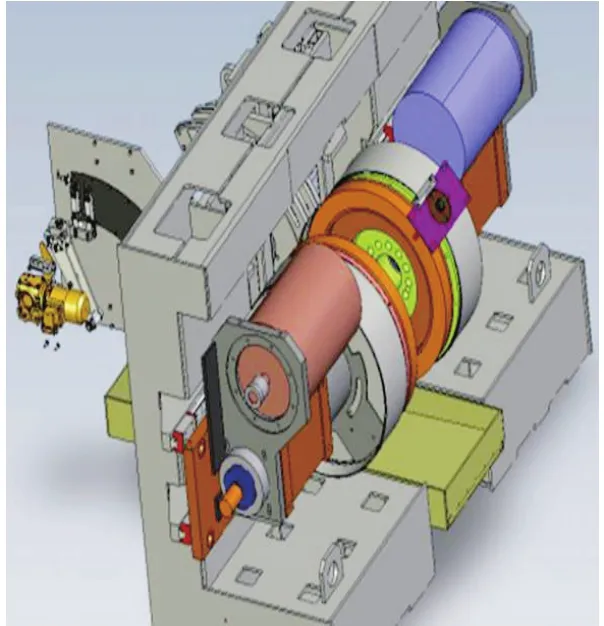
圖2 臥式雙面磨床

工序明細表
O P20由3個加工工位組成(見圖3):機器人上料和下料→鏜小頭孔并倒角;鏜大頭孔、銑
止口槽;粗銑螺栓支承面→精銑螺栓支承面;鉆螺紋底孔;螺栓孔背面擴孔;攻螺栓孔螺紋。該設備配有ARTIS刀具監控及機床狀況監控系統,在加工過程中,可準確地檢測到斷刀、鈍刀及缺刀狀況。一旦出現異常狀況,機床便立刻停機,避免了刀具、工件及機床的再一次損傷;使用該系統可有效地減少故障停機時間,減少次品,延長刀具的使用壽命。
O P30由5個加工工位組成(見圖4):機器人上料和下料→激光割槽→漲斷連桿→裝配螺栓和預擰緊螺栓→終擰緊螺栓。激光漲斷技術的運用是基于斷裂力學和應力集中的原理:在大頭孔內側用激光加工出兩條對稱的激光割槽(應力槽),形成宏觀裂紋缺口,造成該處的應力集中,再利用材料(C70S6)對缺口顯著的敏感性,由鍥形鐵向下推動漲套,在連桿的大、小頭孔中心連線的軸線方向產生壓力,使激光割槽啟裂并快速擴展,在幾乎不發生塑性變形的情況下達到連桿本體與連桿蓋分離的目的。
O P50由4個加工工位組成(見圖5):機器人上料和下料,測量小頭孔→半精鏜大頭孔,銑小頭端面及小頭孔倒角→精鏜大小頭孔→珩磨,測量大頭孔。大頭孔的珩磨采用的是定壓進給的剛性珩磨頭,可以糾正大頭孔的形狀誤差和對垂直度誤差。連桿大小頭的精鏜采用的是偏轉機構微調鏜刀,通過在線測量系統可以實現尺寸的自動補償,連桿大、小頭孔直徑的在線測量和自動補償流程如下。

圖3 回轉式三工位專機
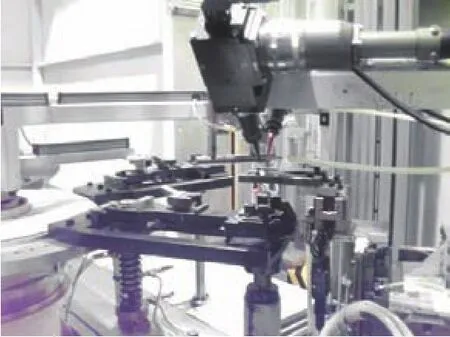
圖4 回轉式五工位專機
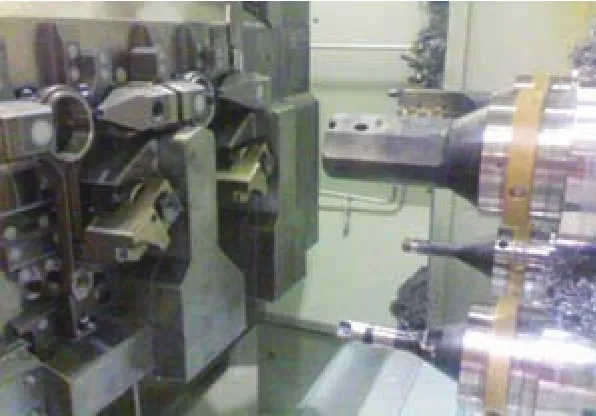
圖5 回轉式四工位專機
1. 大頭孔直徑
(1)珩磨前,測量大頭孔的精鏜尺寸。當測量尺寸在工藝尺寸(φ50.995±0.01)mm之內時,機床則自動進行珩磨加工。在工藝尺寸范圍內又有兩個狀態:當測量尺寸在(φ51.002±0.002)mm之內時,機床不實施大頭孔精鏜尺寸的自動補償;當測量尺寸超出(φ51.002±0.002)mm時,機床則會在下一個工作循環中實施大頭孔精鏜尺寸的自動補償。
(2)當測量尺寸超出精鏜大頭孔的工藝尺寸(φ50.995 ±0.01)mm時,機床則不進行后續的珩磨加工,工件被轉到一工位,機器人則自動把該工件放入廢品鏈道區。
(3)正常珩磨(粗珩2次,精珩2次后,每次的單邊珩磨量為0.001mm),再次測量大頭孔孔徑。當測量尺寸小于φ51.008 5 m m時,機床則再次進行精珩(2次);當測量尺寸大于φ51.008 5mm時,工件被轉到一工位;在滿足工藝尺寸的要求的情況下,機器人自動把該工件放入合格品鏈道區。
(4)當珩磨尺寸超出工藝尺寸(φ51.009 5±0.009 5)mm時,工件被轉到一工位,機器人則自動把該工件放入廢品鏈道區。
2. 小頭孔直徑
(1)機器人下料前,測量小頭孔的精鏜尺寸,當測量尺寸在工藝尺寸(φ17.967 5±0.006 5)mm之內時,機器人則自動把該工件放入合格品鏈道區。在工藝尺寸范圍內又有兩個狀態:當測量尺寸在(φ17.967 5±0.002)mm時,機床不實施精鏜小頭孔的自動補償;當測量尺寸超出(φ17.967 5±0.002)mm時,機床則會在下一個工作循環中實施精鏜小頭孔的自動補償。
(2)當測量尺寸超出精鏜小頭孔的工藝尺寸(φ17.967 5 ±0.006 5)mm時,機器人則自動把該工件放入廢品鏈道區。
O P60由4個加工工位組成(見圖6):清洗→漂洗→烘干→吹干。清洗是為了消除工件表面的油污等,漂洗是為了消除清洗劑殘留,所以要先清洗后漂洗。
O P70由7個加工工位組成(見圖7):上料→預檢→稱重→樣件校零→終檢→打標記→重量分組、廢品剔除。主要檢測連桿
大頭孔和小頭孔的直徑、形狀誤差和位置誤差。按6g一組分組。
此外,生產線上大量地采用了德國MAPAL復合刀具,優化了加工工藝,提高了生產節拍;每道工序的線邊綜合檢具均由德國HOMMEL制造,使用方便,測量精度高,測量結果能夠及時通過Q-DAS軟件上傳到數據庫,實現對關鍵尺寸遠程SPC監控。

圖6 通過式多工位清洗機

圖7 綜合測量機
對NSE連桿生產線建議
NSE連桿生產線已經正式投產5年了,高自動化、高精度是它的特點,但是還有一些方面值得總結:
(1)線邊檢具和綜合測量機分屬兩個不同的制造廠家(HOMMEL和MARPOSS),測量精度有時會有一些差異,這給產品質量的控制和判斷帶來了不便,往往通過第三種測量手段加以驗證。
(2)激光漲斷的工廢類型主要有爆口過大、漲斷面臺階過大、漲斷面夾渣、漲斷面錯位及漲斷面張開等現象,加工后需要操作工100%進行目視檢查和缺陷甄別,耗時耗人。在改善漲斷面質量的同時,還希望以檢具代替經驗。
(3)雖然大量采用了復合刀具,提高了生產效率,但是,在精鏜大、小頭孔中如何解決刀具壽命短、排屑不暢及定位面報警等問題,還需要我們因地制宜地加以解決。
(4)面對高自動化的生產線,對設備的操作人員和維修人員的業務素養和工作能力的培訓非常必要。
收稿日期:(20150210)
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
