管口復(fù)合圓弧外形加工工藝
2015-02-18 09:14:01新興重工湖北三六一一機(jī)械有限公司襄陽(yáng)441002
金屬加工(冷加工) 2015年6期
關(guān)鍵詞:工藝設(shè)計(jì)
■新興重工湖北三六一一機(jī)械有限公司 (襄陽(yáng) 441002) 占 鑫 饒 琢
管口復(fù)合圓弧外形加工工藝
■新興重工湖北三六一一機(jī)械有限公司 (襄陽(yáng) 441002) 占 鑫 饒 琢
摘要:大型零件偏心管口外形的加工一直是個(gè)難題,傳統(tǒng)的車削加工需要有大型車床,對(duì)夾具的設(shè)計(jì)制作要求也很高,對(duì)此,采用加工中心,經(jīng)過(guò)工藝優(yōu)化,設(shè)計(jì)了簡(jiǎn)單易用的自定心夾具及專用刀具,不僅消除了零件變形的影響,降低了廢品率,加工效率也非常高,滿足了生產(chǎn)要求。

1. 管口結(jié)構(gòu)
在汽車發(fā)動(dòng)機(jī)總成中,進(jìn)、出水管及進(jìn)、出氣管一般都有類似圖1所示的管口結(jié)構(gòu),該管口用于聯(lián)接軟管,由于要保證配合密封性,對(duì)管口外形及表面粗糙度都有一定的要求。
2. 加工方式的選擇
目前該管口外形一般都是采用數(shù)控車床加工,但其一般只適用于小型零件。我公司加工的一款出水管(見圖2)總長(zhǎng)近1m,管口到最遠(yuǎn)端距離達(dá)950mm,如果采用車削加工,則必須使用回轉(zhuǎn)直徑>950mm×2=1 900mm的車床,而我公司最大的車床回轉(zhuǎn)直徑只有1 200mm,遠(yuǎn)遠(yuǎn)達(dá)不到要求。而且即便有更大的車床,如此極端偏心的結(jié)構(gòu),對(duì)夾具的設(shè)計(jì)以及加工中零件高速偏心旋轉(zhuǎn)的安全問(wèn)題都是極大的考驗(yàn)。經(jīng)過(guò)工藝分析,我們決定采用加工中心,設(shè)計(jì)夾具及專用刀具來(lái)進(jìn)行加工。
3. 夾具的設(shè)計(jì)及改進(jìn)

圖1 管口結(jié)構(gòu)

圖2 出水管

圖3 初始夾具結(jié)構(gòu)圖
最初的夾具我們采用傳統(tǒng)的一面兩銷定位方式(見圖3),加工時(shí)找正管口的理論軸心位置后,按數(shù)控程序來(lái)加工管口外形。但是加工過(guò)程中出現(xiàn)了問(wèn)題,由于該出水管結(jié)構(gòu)細(xì)長(zhǎng),鑄件在經(jīng)過(guò)鑄造工序各環(huán)節(jié)處理后產(chǎn)生了變形,即使采用校形處理
后仍然不能完全消除變形,這樣每個(gè)零件加工出來(lái)的基準(zhǔn)面對(duì)零件外形就會(huì)不一致,這就造成了以基準(zhǔn)面定位來(lái)加工的管口實(shí)際位置偏離其理論位置,導(dǎo)致加工時(shí)出現(xiàn)壁厚不均勻的現(xiàn)象,不僅影響外觀,也會(huì)影響管口強(qiáng)度,以致加工廢品率居高不下。為此,我們不得不在每個(gè)零件加工前都采用手工對(duì)刀找正管口實(shí)際軸心的方法,來(lái)避免加工偏的問(wèn)題,效率非常低下。
為了徹底解決這個(gè)問(wèn)題,我們改進(jìn)了定位方式,重新設(shè)計(jì)了夾具(見圖4)。利用管口下端半圓外形來(lái)定管口軸心,采用零件側(cè)邊加工面來(lái)定管口軸向距離,同時(shí)增加防轉(zhuǎn)側(cè)限位來(lái)保證零件裝夾狀態(tài)的一致性。由于不采用基準(zhǔn)面來(lái)定位,而是采用了和管口同軸的外形來(lái)定軸心,零件的變形也就無(wú)法對(duì)管口的加工造成影響,這樣只用找正一次管口軸心,就可以放心地加工了,而且加工后的管口外形壁厚非常均勻、美觀,加工效率也有了極大的提高。
4. 專用刀具的設(shè)計(jì)
為了方便加工出管口圓弧外形,我們?cè)O(shè)計(jì)并制作了專用的刀具(見圖5),該刀具由刀柄、刀體和成形刀片組成,刀柄和刀體為一體式,刀體上開有刀片安裝槽,刀片采用標(biāo)準(zhǔn)刀片改制,利用線切割在刀片上割出與管口外形相匹配的形狀,然后經(jīng)過(guò)開刃處理,完成刀片的制作,最后通過(guò)銅焊將刀片焊接在刀體的安裝槽上。加工時(shí),主軸帶動(dòng)刀具高速自轉(zhuǎn),并向管口靠近,達(dá)到切削深度后刀具繞管口一周,管口外形就加工出來(lái)了,效率非常高。

圖4 優(yōu)化后夾具結(jié)構(gòu)圖
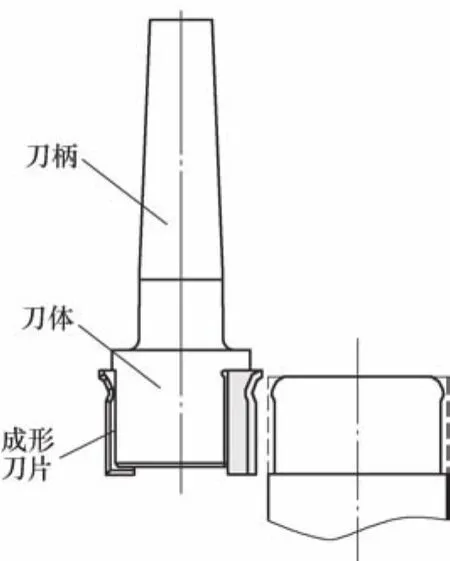
圖5 專用成形刀結(jié)構(gòu)圖
5. 結(jié)語(yǔ)
目前該零件已開始批量生產(chǎn),該加工工藝經(jīng)過(guò)改進(jìn)完全達(dá)到了設(shè)計(jì)目標(biāo),管口外形尺寸及表面質(zhì)量均能達(dá)到要求。同時(shí),此工藝操作方便、效率高,廢品率極低,滿足了加工要求。
參考文獻(xiàn):
[1] 王先逵. 機(jī)械制造工藝學(xué)[M]. 北京:機(jī)械工業(yè)出版社,1995.
[2] 許祖德. 金屬切削刀具與磨具標(biāo)準(zhǔn)應(yīng)用手冊(cè)[M]. 北京:機(jī)械工業(yè)出版社,1995.
[3] 徐鴻本. 機(jī)床夾具設(shè)計(jì)手冊(cè)[M].遼寧:科學(xué)技術(shù)出版社,2004.
[4] 占鑫. 一種加工管口外形復(fù)合成形銑刀:中國(guó),ZL 2013 2 0600533.4[P]. 2014-03-12.
專家點(diǎn)評(píng)
典型的加工技巧類文章,通過(guò)改進(jìn)夾具的工藝基準(zhǔn)和定位方式(采用和管口同軸的外形來(lái)定位軸心),消除零件變形對(duì)管口倒角造成的影響,提高加工效率。在不規(guī)則零件表面加工中,一些看似復(fù)雜的問(wèn)題并不可怕,只要我們抓住重點(diǎn),找到突破口,就可以輕松解決。
收稿日期:(20141225)
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
