如何提高攻螺紋質(zhì)量
2015-02-18 09:14:07貴陽險(xiǎn)峰機(jī)床有限責(zé)任公司惠水550601何貴洪金玉華
金屬加工(冷加工) 2015年6期
■貴陽險(xiǎn)峰機(jī)床有限責(zé)任公司 (惠水 550601) 何貴洪 李 俊 金玉華
如何提高攻螺紋質(zhì)量
■貴陽險(xiǎn)峰機(jī)床有限責(zé)任公司 (惠水 550601) 何貴洪 李 俊 金玉華
摘要:絲錐是使用最廣泛的內(nèi)螺紋加工刀具,對(duì)于小尺寸的內(nèi)螺紋,攻螺紋幾乎是唯一的加工方法。要保證攻螺紋質(zhì)量,應(yīng)該從絲錐的合理結(jié)構(gòu)、合理參數(shù)和合理操作等3個(gè)方面解決。
1. 螺紋表面粗糙度
(1)絲錐每齒切削過厚。每齒切削過厚影響被加工螺紋表面質(zhì)量,通常每齒切削厚度超過0.2mm就為過厚。如果是加工通孔螺紋,可以適當(dāng)增加切削錐長度,使更多的刀齒參加切削,加工盲孔螺紋的切削錐長度調(diào)節(jié)受限制,往往只能采用增加槽數(shù)的措施來使更多的刀齒參加切削。實(shí)踐證明,M24~M42的絲錐由4槽增加到6槽效果極佳,高于M42的絲錐,槽數(shù)需要適當(dāng)增加。采用調(diào)節(jié)錐長度和適當(dāng)增加槽數(shù),這兩項(xiàng)措施把每齒切削厚度控制在0.02~0.2mm,以保證切出符合要求的螺紋表面質(zhì)量。
(2)絲錐崩齒。在攻螺紋過程中,發(fā)生絲錐崩齒是較為常見的現(xiàn)象。不僅影響內(nèi)螺紋的表面質(zhì)量和螺紋精度,甚至能導(dǎo)致扭斷絲錐,因此解決崩齒問題是至關(guān)重要的。下面分析崩齒的原因以及應(yīng)該采取的技術(shù)措施。
前刀面局部有負(fù)刃。接近頂刃的前刀面有負(fù)刃,如圖1所示,使該部分切削困難,切削不流暢,切削重疊,加重了該部分的切削負(fù)荷,使該部分崩掉或加速磨損,產(chǎn)生積屑瘤。產(chǎn)生這種負(fù)刃的現(xiàn)象是因?yàn)槟デ暗睹娣椒ú划?dāng)或沒能及時(shí)修整砂輪。正確的磨削方法如圖2所示,首先根據(jù)h=α/2sinγ,將砂輪平面頂尖中心線作為準(zhǔn)確位移,并保證砂輪平面有足以保證不出現(xiàn)臺(tái)階的側(cè)斜角,就能保證磨出直線形前角,避免磨出負(fù)刃。
盲孔攻螺紋。盲孔攻螺紋深度到達(dá)一定位置時(shí)必須反轉(zhuǎn)退刀,強(qiáng)制切削刃離開切入的工件部分,這時(shí)工件對(duì)切削齒有兩種負(fù)荷:一是對(duì)切削刃的粘合;另是對(duì)切削齒后面的摩擦。絲錐前角過大,削弱了前面的支撐力;而后角過大,造成反轉(zhuǎn)退刀時(shí)使切削齒后面摩擦點(diǎn)靠近切削刃,同時(shí)切屑更易楔入切削齒后面。所以盲孔攻螺紋前、后角過大都將導(dǎo)致絲錐崩齒。
解決辦法:前角適當(dāng)減小,增強(qiáng)前面的支撐力量;后角也適當(dāng)減小。對(duì)盲孔攻螺紋所使用絲錐前、后角的選擇:前角0°~3°,后角2°~4°。
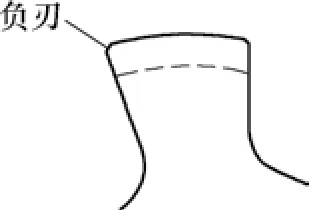
圖1 前刀面負(fù)刃示意圖
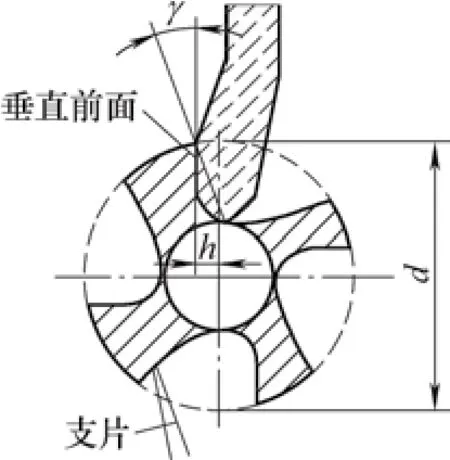
圖2 刃磨前刀面示意圖
水平方向和垂直方向攻螺紋。垂直方向攻螺紋時(shí)由于重力和切削液的作用,切屑易順容屑槽下落;而水平方向攻螺紋,切
屑則堆積在切削齒附近的容屑槽內(nèi),容易產(chǎn)生切屑堵塞而導(dǎo)致崩齒。因此加工盲孔螺紋和深孔螺紋時(shí),最好使用螺旋槽絲錐,讓切屑順利地向柄部方向排除,避免切屑纏繞和堵塞。
(3)刃口不鋒利。絲錐刃口不鋒利,使切削負(fù)荷加重,轉(zhuǎn)矩增大,切屑排出不流暢,影響被加工螺紋表面質(zhì)量,嚴(yán)重時(shí)可導(dǎo)致崩齒或扭斷絲錐。
前刀面表面粗糙度值高。前刀面表面粗糙度值的高低,直接影響刃口的鋒利程度。設(shè)計(jì)要求一般均在Ra=0.8μm以下,而實(shí)際制造或重磨只達(dá)到Ra=3.2~1.6μm,造成刃口不鋒利,給攻螺紋留下隱患。因此磨前刀面時(shí)要選擇合適的砂輪,每磨一面到最后時(shí),把行程速度放慢來回光刀幾次,能獲得所需的表面粗糙度值。
絲錐的重磨。絲錐的磨損值是指切削齒后面的磨損寬度,如圖3所示。標(biāo)準(zhǔn)齒后面的磨損與切削齒是不同步的,要比切削齒后面磨損小得多。因此如果只采用重磨前面的方法,每次磨去0.2~0.4mm的刃瓣,將影響絲錐的使用壽命。正確的絲錐重磨,應(yīng)既磨前面,又鏟磨切削齒后面。
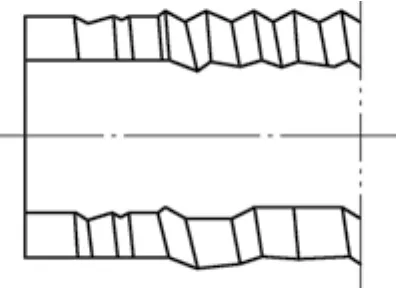
圖3 絲錐磨鈍示意圖
2. 螺紋牙底變形
螺紋牙底變形,完全是因?yàn)榻z錐齒頂磨損造成的,這種現(xiàn)象產(chǎn)生在較大規(guī)格的細(xì)牙、鋼件及盲孔螺紋上。預(yù)防措施如下:
(1)在保證被加工螺紋的精度要求和足夠的使用極限前提下,把絲錐外徑適當(dāng)減小,達(dá)到齒頂不至于太尖從而增加強(qiáng)度的目的。
(2)對(duì)絲錐外徑實(shí)施鏟背,鏟背量可與中徑鏟背量大致相同,以減少齒頂被磨損的面積。
(3)適當(dāng)增加絲錐槽數(shù),減輕每齒的切屑負(fù)荷,降低螺紋表面粗糙度值,減小對(duì)齒頂?shù)哪Σ亮Α@纾?個(gè)M33×1.5的盲孔所使用的絲錐,在結(jié)構(gòu)參數(shù)上做了重新選擇,原設(shè)計(jì)外徑為33.102~33.052mm,外徑無鏟背,4槽,刃瓣寬9mm,重新選擇為:外徑33.10~33.03mm,沿外徑在尺寬上鏟背量為0.02mm,6槽,刃瓣寬為6mm,經(jīng)過幾年的使用,被加工螺紋的質(zhì)量得到保證,絲錐齒頂過焊損壞的現(xiàn)象被消除,絲錐的使用壽命提高4倍以上。
3. 螺紋尺寸不穩(wěn)定
使用絲錐加工內(nèi)螺紋的尺寸,等于或者稍大于絲錐的實(shí)際尺寸是正常的。但如果擴(kuò)張量比較大,超出螺紋公差要求,應(yīng)從以下幾個(gè)方面找出擴(kuò)張?jiān)虿⒉扇∠鄳?yīng)技術(shù)措施。
(1)刀齒跳動(dòng)量大。切削刃徑向跳動(dòng)量的大小,直接影響內(nèi)螺紋的精度。跳動(dòng)量越大,擴(kuò)張量也就越大,以至于超出螺紋的公差要求。
采取圖2所示的支片定位分度法,能保證刃瓣的等分,而且使用比較方便。從而保證被加工螺紋尺寸的穩(wěn)定。
(2)加工組織比較疏松、脆性的材料。加工鑄鐵、鑄鋁及鑄銅等脆性材料的工件,螺紋規(guī)格越大,穩(wěn)定性越差,越容易產(chǎn)生較大的擴(kuò)張量。根據(jù)螺紋規(guī)格的大小和精度要求,適當(dāng)減小切削齒的后角和中徑鏟背量,最大限度地減小絲錐的擴(kuò)張能力。可將后角減小到2°,而中徑鏟背量可以減小到0,即無鏟背量。
(3)工件與絲錐不同心。工件或絲錐旋轉(zhuǎn)時(shí)徑向跳動(dòng)量的大小對(duì)螺紋擴(kuò)張量產(chǎn)生直接影響。因此,在攻螺紋前必須調(diào)整好工件與絲錐的同心度和工件或絲錐的徑向跳動(dòng)量,最好采用浮動(dòng)的絲錐卡頭,使絲錐能夠自動(dòng)調(diào)整中心,消除徑向抗力。
(4)潤滑差。加工脆性材料,在攻螺紋前把絲錐蘸一下含硫的積壓切削油,實(shí)踐證明也是減小擴(kuò)張量和提高螺紋表面質(zhì)量有效、簡易的方法。
4. 螺紋亂扣
(1)產(chǎn)生積屑瘤。在中等以上規(guī)格、細(xì)牙、低強(qiáng)度及低硬度鋼件上攻螺紋,有可能出現(xiàn)螺紋亂扣現(xiàn)象,即把內(nèi)螺紋的頂端切去一部分,造成廢品。
這是因?yàn)椴牧宪洠斐山z錐側(cè)面和工件螺紋摩擦,使絲錐某兩個(gè)相鄰齒側(cè)面間產(chǎn)生比較牢固的積屑瘤。避免發(fā)生這種不良現(xiàn)象最有效的措施是采用跳牙結(jié)構(gòu)絲錐(見圖4)。
圖4a是三槽絲錐跳齒方案,從切削錐起,沿螺旋線間隔去齒。圖4b是四槽絲錐跳牙方案,從切削錐第三排牙起,沿螺旋線不間隔的去齒一周,保留一周,
再去齒一周,保留一周,如此循環(huán),直至完成。圖4c是六槽絲錐跳牙方案,從切削錐第二排牙起,沿螺旋線每周按順時(shí)針和逆時(shí)針循環(huán)不完全間隔去齒,即沿螺旋線按去齒→留齒→去齒→留齒→去齒→留齒順時(shí)針的間隔去齒一周,下一周按留齒→去齒→留齒→去齒→留齒→去齒逆時(shí)針的間隔去齒一周,如此循環(huán)直至完成。
跳牙絲錐把每一刃瓣的相鄰齒,變成了循環(huán)齒,可大大減小齒側(cè)面和螺紋的摩擦,并給切削液流入工作區(qū)間創(chuàng)造了有利的條件,從根本上消除絲錐齒底與相鄰齒兩側(cè)面之間產(chǎn)生積屑瘤的可能性。
(2)定位不準(zhǔn)確。使用成組絲錐攻螺紋,定位不準(zhǔn)確可能導(dǎo)致亂扣和局部滑絲。使用初錐攻螺紋,絲錐軸心要與底孔中心線平行,兩手用力要均勻并保持鉸杠平衡,避免有較大擺動(dòng),并給予適當(dāng)?shù)耐屏Γ詽M足絲錐按螺距進(jìn)給的需要。使用中錐或底錐,開始時(shí)要放正并且需要較為輕松地旋進(jìn)一部分,以保證按初攻的螺旋線攻進(jìn)。如果一開始放正就加力攻螺紋,就可能出現(xiàn)螺紋亂扣的現(xiàn)象。
5. 攻螺紋時(shí)絲錐歪斜
在攻螺紋過程中,由于方法不當(dāng)或受操作者水平的限制,常會(huì)發(fā)生絲錐歪斜的現(xiàn)象。絲錐歪斜會(huì)使螺孔圓周的牙齒深淺不一致,攻螺紋困難,降低螺紋質(zhì)量,嚴(yán)重歪斜時(shí),攻螺紋將無法進(jìn)行,甚至折斷絲錐。以下幾種方法能有效避免絲錐歪斜。
(1)使用導(dǎo)向絲錐攻螺紋。一般絲錐的前端都有導(dǎo)柱,利用絲錐導(dǎo)向柱在內(nèi)螺紋底孔中的定位導(dǎo)向避免絲錐的歪斜。
(2)利用機(jī)床引攻。零件在鉆床上一次性裝夾,在鉆好螺紋底孔后(或同一平面內(nèi)的多個(gè)螺紋底孔后),將鉆頭在每個(gè)需要攻螺紋的、鉆好的螺紋底孔位置復(fù)位,然后換上絲錐,這時(shí)鉆頭絲錐的軸線與螺紋底孔的軸線重合,即可引攻螺紋。對(duì)較大的不易裝夾的絲錐,可在鉆床主軸孔中裝入相應(yīng)的頂尖,頂住絲錐尾部的中心孔,也起到很好的定位作用。
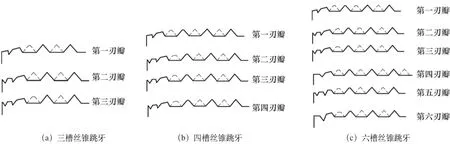
圖4
6. 結(jié)語
本文分析的問題同樣存在于其他螺紋(英制螺紋、管螺紋及傳動(dòng)螺紋等)的加工過程中,所總結(jié)的方法同樣適用。它從多方面提出、分析及解決了螺紋加工中出現(xiàn)的諸多復(fù)雜的問題,對(duì)提高螺紋加工質(zhì)量起到重要的指導(dǎo)作用。
參考文獻(xiàn):
[1] 唐云岐.金屬切削原理與刀具[M].北京:中國勞動(dòng)社會(huì)保障出版社,2001.
收稿日期:(20150104)
