直角三工位階梯孔系車削夾具設計
2015-02-18 06:32:00廣東省韶關市技師學院512023李樹清
金屬加工(冷加工) 2015年4期
■廣東省韶關市技師學院 (512023) 李樹清
直角三工位階梯孔系車削夾具設計
■廣東省韶關市技師學院 (512023) 李樹清
摘要:本文介紹的主要內容是制作一套在C6140臥式車床上專用的鏜孔夾具。該夾具使長方形板料1次安裝,可以在直角三工位上車削加工3個階梯孔系,從而保證工件的加工精度及孔系之間的平行度與臥式車床采用常規方法加工相比,生產效率大大提高,實際使用已取得較滿意的效果。
在我校實習工廠的外協產品加工中,密封通液板如圖1所示(技術要求:材料H70;孔1、孔2、孔3平行度必須為0.06m m之內;未注倒角均為0.5mm×45°),是某廠委托我校實習工廠加工的系列產品之一,月需生產總量為500件左右,屬定期小批量生產。
1. 工藝分析
最初加工方法是:首先劃出加工位置線;然后在臥式車床上用四爪單動卡盤逐個工位安裝工件鏜削3個階梯孔。但是鏜孔后發現采用這種常規的方法加工密封通液板直角3階梯孔系時通常會出現位置精度很難保證的情況,零件加工精度受操作者技術水平高低以及操作者現場精神狀態等因素的影響很大,因此加工質量不穩定,生產效率比較低,顯然利用臥式車床采用這種常規方法無法完成具有一定數量的產品零件生產加工。
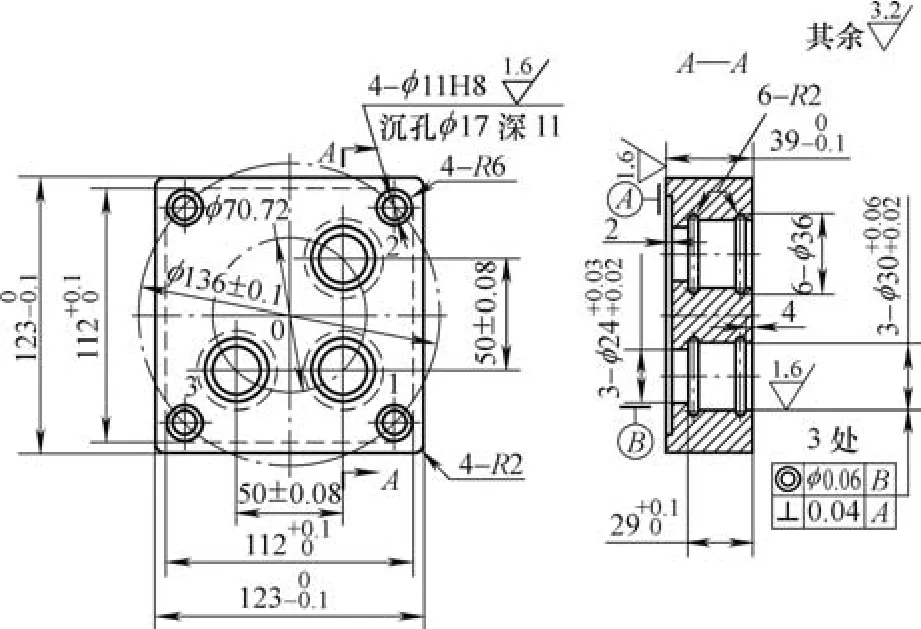
圖1 密封通液板
根據當時的實際情況,為了提高效率,完成每月生產任務,保證加工產品質量的穩定性,我們設計制作了一套“C6140臥式車床直角三工位鏜孔夾具”。該夾具使工件1次安裝,通過分度機構在3個工位上加工密封通液板的3個階梯孔系,從而使加工后的零件精度完全能滿足圖樣的設計要
求。經實際使用,效果頗佳,既解決了生產難題,保證了零件的加工精度,同時大幅度提高了零件的加工生產效率。夾具總裝如圖2所示。
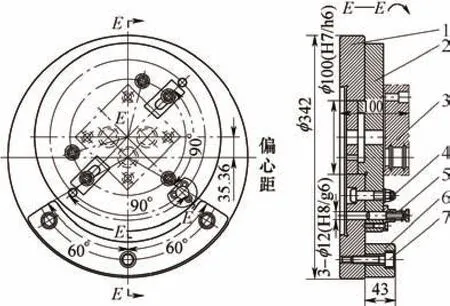
圖2 專用夾具裝配圖
2. 夾具的結構
該鏜孔專用夾具的結構主要由兩大部分組成。
(1)第一部分是固定連接盤(見圖3)(技術要求為材料HT200;未注倒角均為0.5×45°)。在固定連接盤上有圓心為O1和O2,之間的距離為35.36mm。其中圓心O2是固定連接盤的回轉中心,以O2為圓心的有φ10mm工藝孔;有用于與C6140臥式車床法蘭盤凸臺“精密”配合的φ206H7深10mm沉孔;有3個緊固聯接車床法蘭盤的M12通孔內螺紋;以及處于最下端的用于緊固聯接配重塊的3個M12通孔內螺紋。以O1為圓心的有φ19mm工藝孔;有與分度轉盤凸臺“精密”配合的φ100H7 深12mm沉孔;有準確分度用的3 個φ12H8定位銷孔;另外還有一圈T形槽,用于安放T形螺栓,聯接和鎖緊分度定位轉盤,T形螺栓在T形槽可以作360°任意移動;在T形槽的底面開有30mm×25mm的“缺口”以方便T形螺栓穿入T形槽。
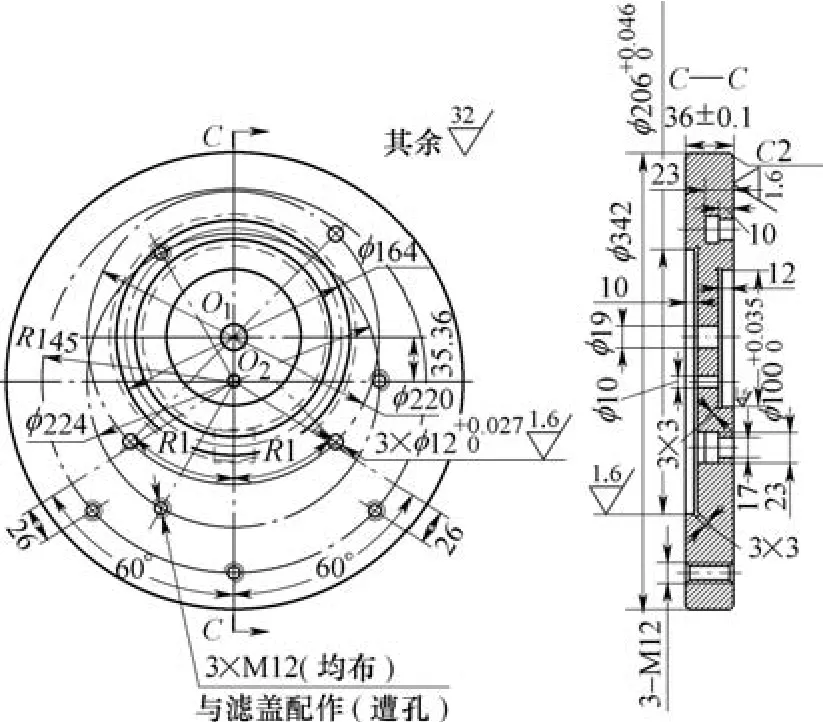
圖3 固定連接盤圖
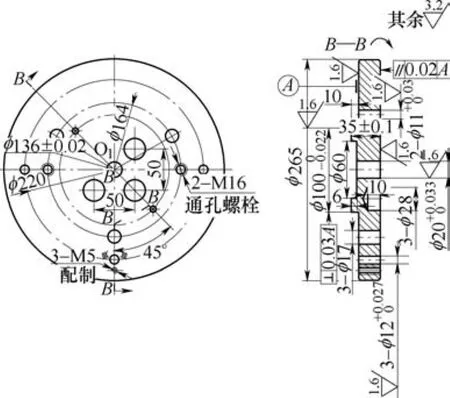
圖4 分度轉盤
(2)第二部分是分度轉盤分度機構如圖4所示(技術要求為材料HT200;未注倒角均為0.5×45°)。首先利用密封通液板零件自身在前道工序已經加工好的4個φ11H8當中的2個套在分度轉盤銷釘上,實現一面2銷定位;緊固方式是用2 個M16mm雙頭螺栓加壓板將工件夾緊。其次是分度轉盤通過φ100h6高10mm凸臺與固定連接盤沉孔配合,兩者之間是利用均布的3個φ17mm通孔,通過安裝在固定連接盤T形槽上面的3個M16T形螺栓將分度轉盤鎖緊。分度轉盤上有與固定連接盤一起配合,用于安裝定位銷的φ12H8孔,通過定位銷與固定連接盤上的分度孔配合完成直角三工位階梯孔的分度加工。
由于分度轉盤的回轉中心與固定連接盤的回轉中心偏心35.36mm,為消除回轉不平衡現象,進而減少車削加工時產生的振動等不利因素對密封通液板零件加工質量的影響,因此該車床鏜孔專用夾具在設計時采用了加裝配重平衡塊的平衡措施。
3. 專用夾具的使用方法
(1)密封通液板直角三工位階梯孔的加工。直角三孔系密封通液板零件的材料為黃銅H70,毛坯采用精密鑄造,鑄造時同時分別在3個孔系處鑄出φ19mm和φ24mm的階梯孔系。該工序鏜削加工密封通液板孔1、孔2、孔3共3個工位孔φ24mm和φ30mm階梯孔以及車削R2mm密封槽。密封通液板除3個階梯孔系以及R2mm密封槽之外,其余各表面均已完成了加工。
密封通液板直角三工位階梯孔加工時,采用6點定位方法。密封通液板與分度轉盤接觸后,被分度轉盤大平面限制了3個自由度;固定在分度轉盤機構上的2個定位銷又限制了3個自由度。直角三工位階梯孔加工時的夾緊方式采用手動夾緊,夾緊力方向與走刀方向平行。
(2)臥式車床(C6140)鏜孔專用夾具的使用方法。①安裝密封通液板“毛坯”:將密封通液板“毛坯”安裝在2個定位銷上面,然后用2個M16雙頭螺栓加壓板將密封通液板零件夾緊(見圖2)。②加工孔1(即工位1).孔1的加工工序為:擴孔→粗鏜孔→精鏜孔→車削R2mm密封槽,使每一處都達到圖樣規定的技術要求。③轉位分度:松開3 個M16T形螺栓螺母,“拔出”分度定位器的定位銷,使3個M16T螺栓、分度轉盤、分度定位器、密封通液板零件一起繞“分度轉盤圓凸臺”轉動。當密封通液板零件第2個圓孔2(即工位2)轉至與車床主軸軸線重合時,分度定位器的定位銷會“自動”進入(依靠彈簧的彈力)固定連接盤上面的定位孔,使分度定位機構能快速、準確定位;最后用緊固扳手擰緊3個M16T形螺栓螺母。④用加工孔1的車削方法以及轉位分度方法完成孔2、孔3的鏜削加工。⑤卸下密封通液板:分別松開壓緊密封通液板零件上面的2個M16雙頭螺栓螺母,將加工完畢的密封通液板零件卸下;再將密封通液板毛坯安裝到夾具原位置,然后重復上述過程進行零件的車削加工。
4. 注意事項與夾具使用
(1)注意事項:①在進行粗鏜孔→精鏜孔→車削R2mm密封槽時需要記好拖板的刻度值或者在拖板相應位置做“記號”,以便在車削階梯孔與R2mm密封槽時能快速“定位”刀具,節省輔助時間。②固定連接盤上面的分度定位銷孔的尺寸精度和形位精度,分度定位機構中定位銷的尺寸精度,直接影響到直角三工位階梯孔系的位置精度,因此其制作精度應符合設計圖樣的要求。③用于定位、安裝密封通液板零件的固定在分度轉盤機構上的2個定位銷,一個采用圓柱銷,另外一個則必須采用菱形銷。以便在保證定位精度的同時,方便批量安裝零件時方便裝拆。
(2)夾具使用情況。通過生產實踐證明,采用該夾具在臥式車床上進行密封通液板孔系鏜削加工,孔系的幾何尺寸、形位精度以及表面粗糙度值均達到了圖樣設計要求;加工效率與在臥式車床上采用四爪單動卡盤裝夾零件等常規方法加工提高了10倍左右,且孔徑和中心距容易控制,因而密封通液板加工質量較好,滿足了產品使用要求。
參考文獻:
[1] 李名望.機床夾具設計實例教程[M].北京:化學工業出版社,2009.
[2] 李慶壽 .機床夾具設計[M].北京:機械工業出版社,1984.
[3] 薛源順.機床夾具設計[M].北京:機械工業出版社,2010.
[4] 吳拓.現代機床夾具設計[M].北京:化學工業出版社,2009.
[5] 黃鶴汀.機械制造裝備[M].北京:機械工業出版社,2010.
中國重汽2014年重卡銷量同比增7.97%
中國重汽公司2014年四季度實現重型卡車產量16 848輛,銷量為23 439輛。至此,中國重汽2014年度累計實現重型卡車產量為80 077輛,同比下降2.65%;銷量為90 735 輛,同比增長7.97%。
收稿日期:(20141110)
