多缸汽輪機轉子軸系同軸度的加工工藝研究
2015-02-18 12:01:00李冬羽
機械工程師 2015年6期
關鍵詞:汽輪機
李冬羽
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
0 引言
火力發電的三大主機中,汽輪機是整個發電機組動力轉換的關鍵機械,也是最為精密的機械。隨著技術與科技的進步,需要越來越大容量的汽輪機,而單缸汽輪機顯然已經不能達到人們的設計要求。現在無論是大容量的火電汽輪機還是核電汽輪機都是兩缸和兩缸以上的汽輪機,現在的百萬核電汽輪機則是四個缸體。多缸體的汽輪機就都面臨兩個問題:第一是如何保證兩相鄰轉子緊密貼合。如果兩轉子有間隙,銷栓根本承受不了高速旋轉的扭力,如果兩轉子過盈,電廠也不具備加工轉子的條件,所以在實際裝配時必須保證兩轉子零間隙。第二就是多根轉子連接組成軸系的同軸度的問題。第三是對輪孔的加工,就是如何保證各轉子法蘭面圓周陣列的對輪孔的位置度。因為對輪孔是銷孔,孔與栓的間隙非常小,如果相連接的對輪孔有錯位,銷栓就無法連接各轉子。
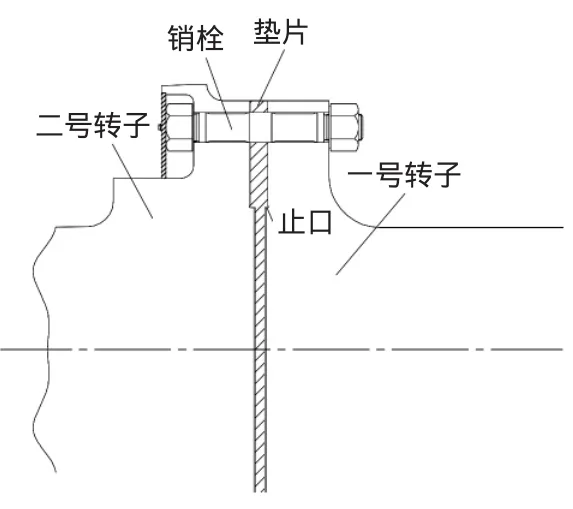
圖1
1 墊片的設計理念
汽輪機的制造與加工是一個巨大的工程,從設計到安裝需要數年的時間,好多工件都是在機組已經安裝時才加工。因為現代汽輪機都是多缸裝配。在實際裝配中,當已經把一個缸體整體落入安裝場地后,電廠建設單位只能大概估計另一個缸體與這個缸體的距離,他們也只能把兩個連接轉子之間的距離控制在幾毫米之內,但這根本不具備連接條件,所以我們只能移動缸體。為了解決這個問題,我們可以設計一個墊片,通過實際測量兩根轉子的距離來加工墊片的厚度。這樣就可以保證轉子與墊片的零間隙接觸。為了保證墊片與相對應的兩根轉子同心,我們可以在轉子中間設計一凸臺止口,在墊片中間設計一凹止口。在加工完轉子后測量轉子之口的實測值,根據實測值實際配準墊片止口,保證兩止口0~0.02mm的間隙值,如果同軸度要求特別高可以做成過盈配合。
用墊片、止口配合,可以解決轉子軸向配合零間隙、轉子軸系的同軸度問題,剩下就只有對輪孔錯位問題了。
2 對輪孔的加工方案
對輪孔是在轉子法蘭面圓周陣列的孔。以前加工車間都是靠普通鉆床加工對輪孔,因為刀具不能準確地定位到對輪孔中心,我們需要設計鉆模來定位刀具。鉆模圓心處也應有止口,用止口定位保證與轉子同心。鉆模自身有孔,孔的位置度與轉子對輪孔一樣,孔數也一樣。我們通過找正鉆模上的孔來加工轉子對輪孔。
因為操作方便,使用的刀具更多,各幾何尺寸加工更準,數控機床越來越多地被各大公司所采用。對輪孔的加工也因此而改變。
技術員編制數控程序,將對輪孔各坐標輸入數控機床即可,用數控程序加工各孔,就可以保證各孔坐標永遠不變。但是,因為對輪孔不是4個,是很多孔均勻分布在一周,這就要求機床的精度必須很好。但是機床在使用一段時間后都會出現重復定位不準,機床坐標有誤差。而對輪孔的銷栓與孔的間隙只有0.04mm,相鄰轉子對輪孔有一點偏差銷栓都裝不進去。因此我們需要在電廠裝配時,先將轉子把緊,現場同鉸兩相鄰轉子對輪孔,保證兩孔無錯位。加工完對輪孔后,測量對輪孔直徑大小,根據對輪孔大小實際加工銷栓,配準間隙即可。
3 結語
通過添加墊片的方案,我們可以保證兩相鄰轉子通過墊片是零間隙接觸,通過墊片的止口可以保證汽輪機軸系在一條線上,并通過增加對輪孔現場同鉸工序,保證對輪孔無錯位。通過以上方案,保證轉子軸系同軸度的要求。
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
當代化工研究(2016年7期)2016-03-20 16:21:50
電測與儀表(2015年11期)2015-04-09 11:46:40
機電信息(2015年6期)2015-02-27 15:55:15
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40