小型薄壁零件數控車加工技術
2015-02-19 06:12:45長治清華機械廠山西046012李曉波
金屬加工(冷加工) 2015年10期
關鍵詞:變形
■長治清華機械廠 (山西 046012) 萬 慶 李曉波
小型薄壁零件數控車加工技術
■長治清華機械廠 (山西 046012) 萬 慶 李曉波
摘要:通過對小型端面薄壁零件加工難點分析,設計了零件加工工裝,改進了加工工藝,從而保證了小型端面薄壁零件的加工質量。
利用數控車床進行端面薄壁零件加工時,存在以下加工難點:①工件受裝夾力變形。工件端面壁薄,在夾緊力作用下易產生變形,影響工件的尺寸和形狀精度。②工件車削過程中受熱變形。工件切削加工過程中產生熱變形,影響工件尺寸精度。③加工振動變形。在徑向切削力作用下,加工過程中產生的振動和變形將導致工件表面粗糙度值超差。
綜合以上因素考慮,需要根據圖樣要求設計加工夾具,合理選擇刀具幾何參數及切削用量來保證工件技術要求。
1. 零件結構及技術要求
圖1所示為一典型的小型端面薄壁零件。材料為高強度硬鋁2A12-H112(GB/T 3191-1998),外徑為10mm,內徑為6mm,端面壁厚僅為0.07mm。技術要求:薄膜處用10倍放大鏡檢查,不得有劃痕。
該零件尺寸小,裝夾不易實現;且零件為硬鋁材料,較大夾緊力易造成工件塑性變形,從而影響加工精度;端面厚度要求為(0.07±0.005)mm,加工過程中受夾緊力和切削力及切削熱影響,極易變形,很難保證要求。

圖1
2. 端面薄壁零件加工難點
(1)裝夾不當易變形,壁厚尺寸不易控制。從零件圖樣及技術要求來看,零件加工要考慮保證工件的尺寸精度、定位精度,制定合理的加工工藝;同時裝夾過程中盡可能減小零件的加工變形,選用合理的裝夾方案。
此零件加工的難點一方面在于端面厚度尺寸不易控制,加工過程中極易變形;另一方面車削過程中的受力點與夾緊力作用點不容易控制,車削過程中產生彈性變形,導致成品的平面度和平行度超差。
在加工端面薄壁時,如果采用自定心卡盤的裝夾方式,會因工件長度較短,找正困難;上道工序端面加工留0.2mm余量,但松開自定心卡盤后,會因零件的彈性恢復,使已車削端面變成邊沿薄中間厚的弧面,這樣將導致零件的塑性變形,最終導致精鏜工序時,端面加工破裂。因此在加工過程中必須考慮如何裝夾定位的問題。
(2)切削熱對加工精度的影響。車削過程中,切削熱的產生不可避免,因為零件切削層金屬的彈性/塑性變形,刀具與零件、刀具與切屑間的摩擦所消耗的能量,絕大部分轉化成切削熱。在車削薄壁零件時,為保證端面厚度尺寸,通常采用單面車削的方式,導致零件單面受熱,薄壁兩面間形成溫差而變形,造成幾何形狀誤差,易形成凸狀或凹狀,產生缺陷如圖2所示,零件加工精確度難以控制。
綜上所述,決定采用專用夾具裝夾的方式來解決零件裝夾定位問題。
3. 薄壁零件加工工藝改進
(1)夾具設計:根據零件結構特點設計專用夾具如圖3所示。
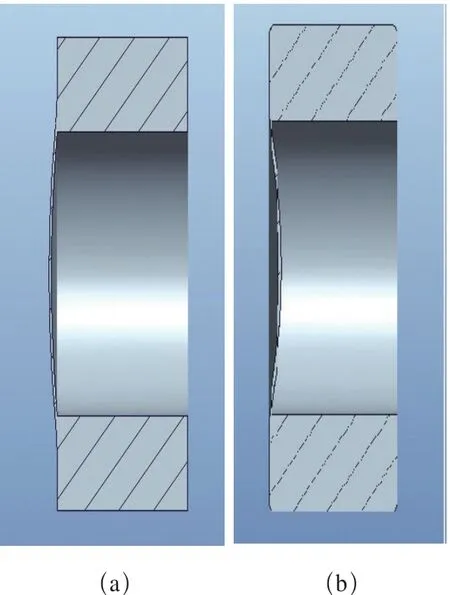
圖2

圖3
圖4所示為薄壁零件在夾具中的安裝圖。利用工件外圓及左端面作為定位基準面,通過其與過渡聯接法蘭凹槽的端面和外圓相配合,限制工件沿徑向方向的旋轉及移動自由度,通過聯接套的固定限制工件沿軸向方向的自由度。
(2)零件定位裝夾方法:車削加工時,將過渡聯接法蘭夾持在數控車床的自定心卡盤臺階處緊靠卡爪,用百分表校正過渡聯接法蘭的外圓及端面。零件以左端面為基準,對正過渡聯接法蘭凹槽端面,外圓相配合;通過螺紋聯接緊固聯接套,并限制零件的軸向移動。采取這種裝夾方式,能避免直接裝夾帶來的表面損傷;變徑向夾緊為軸向夾緊,工件不受裝夾力影響,靠軸向端面定位,使夾緊力沿工件圓周方向分布,減少夾緊變形;同時避免卸拆帶來的彈性變形,實現一次裝夾粗、精鏜內孔及端面,避免重復裝夾引起的塑性變形;另一方面,夾具凹槽與工件圓周面、薄壁端面緊密接觸,也起到了散熱作用。
(3)刀具材料選擇:工件材料為2A12,是一種高強度硬鋁,其抗拉強度σb≥410MPa;屈服強度σ0.2≥265MPa。為確保加工精度,選擇白鋼刀作為鏜刀刀具材料,刀具的幾何角度一次磨削成形。
(4)刀具幾何參數選擇:在車削過程中,切削力的產生是必然的,但通過合理選擇刀具幾何角度可以改變其大小。精鏜內孔時,刀柄剛度要求高,車刀的修光刃不易過長(選取0.2~ 0.3mm),刃口鋒利。刀具幾何角度如圖5所示。
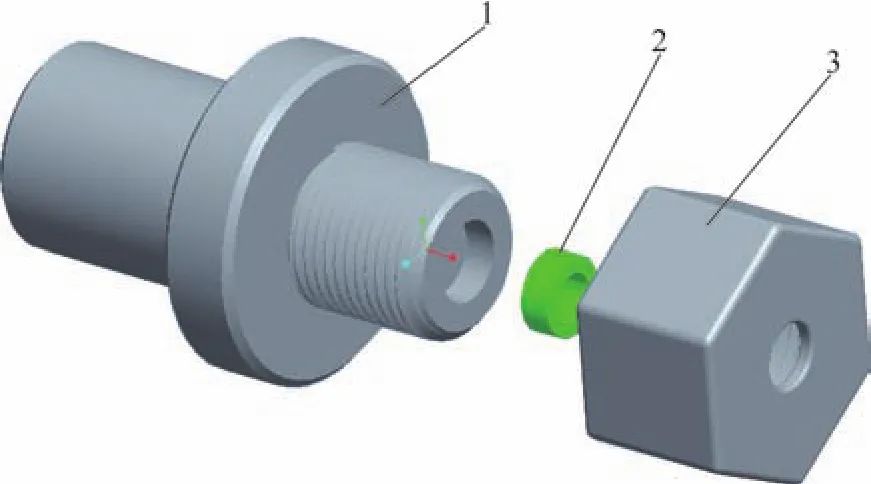
圖4

圖5
(5)切削用量選擇:切削用量的選擇直接影響切削力的大小。切削速度增加時,切屑在較短時間內被切除,絕大部分切削熱被切屑帶走,減少工件熱變形;其次,由于切削速度高,切削層材料軟化部分減少,減少零件加工的變形,有利于提高加工表面質量,但容易產生振動。當進給量較少時,振幅較大。建議切削用量選擇切削速度ν=80 ~100m/min,切削深度τ=0.01 ~0.03m m,進給量為0.11~0.16mm/r。
(6)切削液選擇:車削過程中產生的熱變形,會破壞零件與刀具相對運動的準確性,因此利用切削液的冷卻來降低切削工作區的溫度,同時還能達到潤滑的效果,降低零件表面粗糙度值。根據經驗,選用混合切削液可有效提高零件加工表面質量并延長刀具壽命。
4. 結語
通過實際數控車削加工,證明加工生產工藝流程,夾具設計、刀具及幾何角度選擇,切削用量的選擇合理,減少了裝夾校正時間,提高了生產效率,且這種加工方式能有效保證零件加工精度,尤其是壁厚尺寸,甚至可以控制得更精準。
收稿日期:(20150116)
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
