錐面磨削產(chǎn)生凸臺(tái)的原因及解決辦法
2015-02-19 06:12:48湖南天雁機(jī)械股份有限公司衡陽(yáng)421005周小偉倪洪義
金屬加工(冷加工) 2015年10期
關(guān)鍵詞:方向
■湖南天雁機(jī)械股份有限公司 (衡陽(yáng) 421005) 周小偉 倪洪義
錐面磨削產(chǎn)生凸臺(tái)的原因及解決辦法
■湖南天雁機(jī)械股份有限公司 (衡陽(yáng) 421005) 周小偉 倪洪義
摘要:針對(duì)氣門(mén)錐面磨削過(guò)程中出現(xiàn)凸臺(tái)的問(wèn)題,通過(guò)分析機(jī)床結(jié)構(gòu),了解相關(guān)運(yùn)動(dòng)過(guò)程,結(jié)合機(jī)床數(shù)控加工程序,采用修改數(shù)控加工程序或參數(shù)的方法解決凸臺(tái)問(wèn)題。

1. 加工產(chǎn)品出現(xiàn)凸起臺(tái)階
一臺(tái)數(shù)控錐面磨床用于精加工如圖1所示的氣門(mén)錐面(C1C2部分錐面)。結(jié)果發(fā)現(xiàn),隨著加工的進(jìn)行,會(huì)出現(xiàn)如圖2所示的情況。

圖1
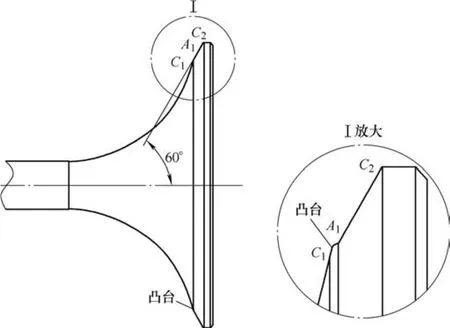
圖2
2. 設(shè)備相關(guān)結(jié)構(gòu)及加工工藝
(1)設(shè)備相關(guān)結(jié)構(gòu):如圖3所示,工件頭架固定在床身底座上,但可通過(guò)使用工具在床身底座上左右調(diào)整。砂輪頭架可在下面的十字滑臺(tái)(X軸向滑板在上,Z軸向滑板在下,圖中未畫(huà)出實(shí)際形狀,而以X、Z軸表示)上旋轉(zhuǎn),十字滑臺(tái)可在床身底座上旋轉(zhuǎn)。
(2)加工工藝:如圖3所示,十字滑臺(tái)在底座上旋轉(zhuǎn)到其Z軸與磨削錐面母線(xiàn)C1C2相平行,與工件軸線(xiàn)成60°夾角,砂輪頭架旋轉(zhuǎn)到其軸線(xiàn)與X軸線(xiàn)成一個(gè)α角(此角度本例中可調(diào)整范圍為5°~20°,最大調(diào)整范圍0° ~20°),以便較為合理地利
用砂輪。加工過(guò)程中只有X方向的進(jìn)給,而無(wú)Z方向的進(jìn)給(但加工每一件時(shí)做此方向的往復(fù)運(yùn)動(dòng))。圖中A0為砂輪與工件間的干涉點(diǎn),A1為砂輪的尖角點(diǎn)。為最大限度地利用砂輪,在新砂輪時(shí)此兩點(diǎn)基本重合(下面的分析視為重合)。A0A2為進(jìn)給方向,A1A3為砂輪端面,從圖中可見(jiàn),砂輪端面與進(jìn)給方向有一個(gè)夾角α。圖中未畫(huà)出砂輪修整器。修整時(shí)是通過(guò)十字滑臺(tái)做Z向運(yùn)動(dòng),使砂輪的磨削面母線(xiàn)與工件錐面母線(xiàn)平行,修整量則是通過(guò)十字滑臺(tái)的Z向進(jìn)給實(shí)現(xiàn)。
3. 產(chǎn)生凸起臺(tái)階的原因
如圖4所示,由于α角的存在,使得隨著磨削反復(fù)進(jìn)行,砂輪的尖角A1會(huì)沿著錐面(Z向)逐步離開(kāi)最初的A0,離開(kāi)的量為
A0A1=A0B0tanα
式中,A0B0為X方向的進(jìn)給量。
隨著磨削的不斷進(jìn)行,A0A1不斷增大,直至A1進(jìn)到C1C2中間,造成部分錐面未磨削而出現(xiàn)凸起臺(tái)階(見(jiàn)圖4、圖5)。

圖3

圖4

圖5
4. 避免出現(xiàn)凸起臺(tái)階的辦法
從以上分析可知,由于α不能等于0(否則砂輪頭架會(huì)與工件頭架發(fā)生干涉或者砂輪利用率降低),那么,隨著X方向的不斷進(jìn)給,如果不進(jìn)行Z軸方向的補(bǔ)償,砂輪尖角逐漸移進(jìn)錐面,出現(xiàn)凸起臺(tái)階就不可避免。因此,避免出現(xiàn)凸起臺(tái)階的方法就是在加工程序中增加-Z軸方向的進(jìn)給,進(jìn)給量為X方向進(jìn)給量與tanα的乘積。具體實(shí)施可在每次或數(shù)次修整砂輪后進(jìn)行,也可手動(dòng)改變Z軸位置參數(shù)。
參考文獻(xiàn):
[1] 上海機(jī)床廠(chǎng)有限公司. H405 TY/1型數(shù)控專(zhuān)用磨床使用說(shuō)明書(shū)[M]. 上海:上海機(jī)床廠(chǎng)有限公司,2011.
[2] 三菱電機(jī)株式會(huì)社名古屋制作所NC系統(tǒng)部. 三菱CNC700/70系列編程說(shuō)明書(shū)[M]. 日本名古屋:三菱電機(jī)株式會(huì)社名古屋制作所NC系統(tǒng)部,2006.
收稿日期:(20150206)
猜你喜歡
計(jì)算機(jī)應(yīng)用(2023年1期)2023-02-03 03:09:28
音樂(lè)天地(音樂(lè)創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
數(shù)學(xué)小靈通(1-2年級(jí))(2021年3期)2021-04-13 01:01:58
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通·3-4年級(jí)(2017年11期)2017-11-29 01:35:50
