箱體內部多孔鉆裝置設計應用
2015-02-19 06:12:50河北鋼鐵集團宣工公司張家口075100
金屬加工(冷加工) 2015年10期
■河北鋼鐵集團宣工公司 (張家口 075100) 齊 娜
箱體內部多孔鉆裝置設計應用
■河北鋼鐵集團宣工公司 (張家口 075100) 齊 娜
摘要:孔的加工及工裝一直是機械加工中的重點,尤其是腔體內部孔的加工及工裝,更是其中的難點,一直受到業內的關注。文章將通過對后橋箱體的內部孔的加工工裝設計過程進行分析,以求得較好的工裝方案。
1. 零件加工工藝性分析
我公司生產的后橋箱(見圖1)是推土機的主要大型箱體類部件之一,每臺1件,年產200余臺。后橋箱是整個推土機動力的核心部件,它承擔著將變速箱出來的動力轉化成中央傳動裝置動力和終傳動裝置動力的重要作用。后橋箱的加工質量,是決定推土機整機質量的一個重要的關鍵點。
后橋箱結構復雜,加工量大,對孔的加工質量要求很高。箱體內部有2個軸承座,其上有8個孔,受箱體兩側焊接的齒輪殼阻礙,無法直接進行鉆孔。因孔的位置精度要求較高,若單件加工后再進行焊接,則很難保證焊后孔的位置精度,且給焊接對活造成很大難度。為此技術人員特別設計工裝,此工裝可以準確定位,一次性加工箱體內部8個孔,滿足圖樣尺寸要求,加快生產節拍,解決生產瓶頸。
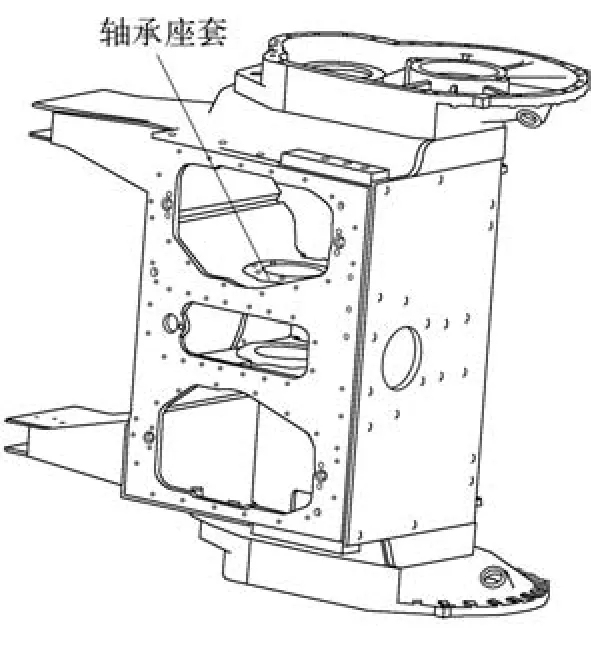
圖1 后橋箱示意圖
2. 工裝設計思路
軸承座位于箱體內部,鉆頭無法直接進行加工,因箱體內部有一定的空間,且側面板開口較大,因此設計了一套從側面放進工件內部的工裝。此工裝將鉆床主軸的單一旋轉通過齒輪傳動機構轉換為8個鉆頭的同步旋轉,這樣即可通過箱體外部孔同時加工內部的8個孔。
因孔的位置精度要求較高,因此設計了定位夾緊裝置;因箱體內部空間有限,故工裝各部件須結構緊湊體積小巧;因所加工孔位置尺寸主要基準為軸承座內孔,故以軸承座內孔、軸承座端面和工件外部側板作為定位基準。綜上所述,采取以軸承座內孔、端面和箱體外側板定位,一次性加工全部8個孔的加工方式,如圖2所示。
3. 工裝結構及作用
該工裝(見圖2)主要包括插銷1、傳動接桿2、齒輪傳動機構3、支撐架4以及定位夾緊裝置5。
傳動接桿頂部與鉆床主軸聯接,底部通過一個插銷1與齒輪傳動機構中的主齒輪軸聯接,從而將鉆床主軸的旋轉傳遞給齒輪傳動機構。
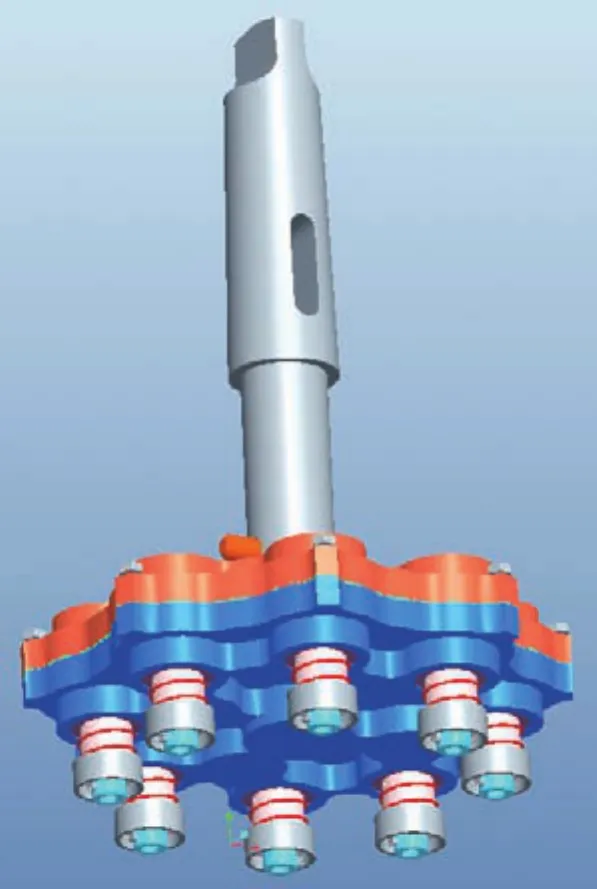
齒輪傳動機構(見圖3)包括主齒輪1、從動齒輪2、小齒輪3、聯接套7等,主動齒輪通過4個從動齒輪帶動8個小齒輪旋轉,小齒輪軸中裝有聯接套,通過滾珠6和
壓緊套4帶動其旋轉,加工時所用的鉆頭即裝于聯接套內,由其帶動旋轉以進行加工。使用時,齒輪傳動機構從箱體側面大孔放進去并置于支撐架上,鉆頭與定位夾緊裝置上的8個鉆套逐一對齊。
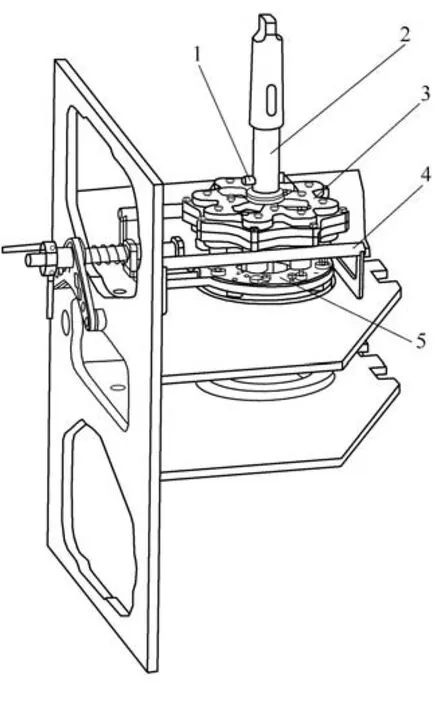
圖2 工件的裝夾結構示意圖
定位夾緊裝置(見圖4)主要包括定向支架1、定向桿3、鉆模板6、支撐塊7和定位塊8等。鉆模板以4個定位塊撐在軸承座內孔壁上,從而使鉆模板上鉆套孔分布圓與軸承座套孔同心。以支撐塊頂在軸承座端面,使得鉆套孔垂直于軸承座端面。定向桿一端裝于鉆模板上,另一端用螺栓固定在定向支架上且與其垂直,定向支架撐在箱體頂板平面上,從而使得定向桿與箱體頂板平面垂直,這就限制了鉆模板的旋轉自由度并保證了鉆套孔分布圓與箱體頂板間的距離尺寸。3個自由度都被限制后,就完全確定了定位夾緊裝置的鉆套位置尺寸,通過鉆套所鉆孔的位置精度也就得到了保證。
優化方面:①鉆床通過傳動接桿帶動主齒輪旋轉,主齒輪通過從動齒輪帶動小齒輪極其內部聯接套和鉆頭旋轉以進行加工,實現了與鉆床主軸不共線的箱體內部孔的加工。②主齒輪帶動4個從動齒輪從而帶動8個小齒輪及鉆頭,一次性實現了8個孔的加工,使得保證加工精度的同時效率大大提高,加工成本也得到降低。
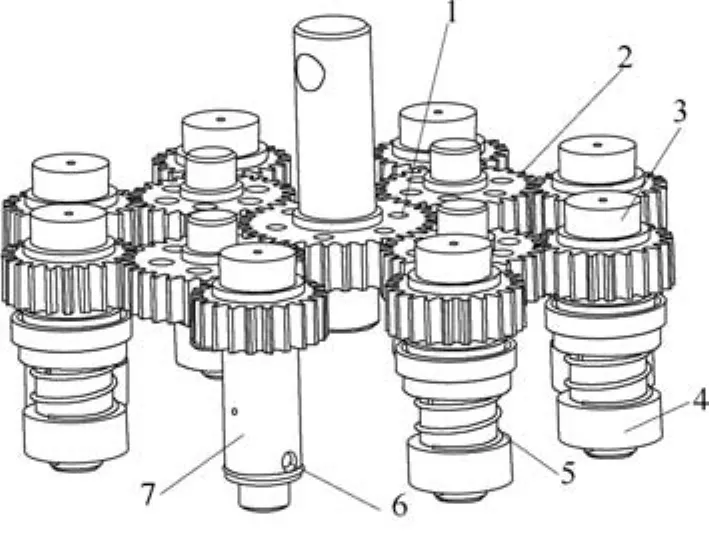
圖3 齒輪箱傳動機構內部示意圖
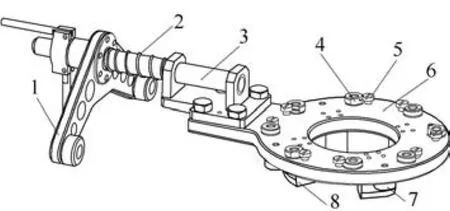
圖4 定位夾緊裝置示意圖
4. 結語
采用此工裝加工后橋箱體內部與鉆床主軸不共線的8孔,實現了批量鉆孔的目的,保證了加工后孔的位置精度,同時減少重復裝夾次數,大大降低了后橋箱加工時的焊接對活的難度。目前廠內已生產400余件,加工后內部孔完全符合圖樣尺寸及裝配要求,本設計為我們打開了思路,設計精巧的工裝的大量使用,能夠提高零件的加工精度,加快生產節拍,還可以大大降低生產成本。
參考文獻:
[1] 楊叔子. 機械加工工藝師手冊[M]. 北京:機械工業出版社,2008
[2] 王先逵. 機械制造工藝學[M]. 北京:機械工業出版社,2006.
[3] 陸劍中. 金屬切削原理與刀具[M]. 北京:機械工業出版社,2005.
[4] 李昌年. 機床夾具設計與制造[M]. 北京:機械工業出版社,2006.
[5] 任嘉卉. 公差與配合[M].北京:機械工業出版社,2000.
收稿日期:(20150210)
