創新性B軸刀架設計
2015-02-19 06:12:52沈陽機床股份有限公司遼寧110142郭秀英
金屬加工(冷加工) 2015年10期
■沈陽機床股份有限公司 (遼寧 110142) 郭秀英
創新性B軸刀架設計
■沈陽機床股份有限公司 (遼寧 110142) 郭秀英
摘要:車銑復合加工中心機床多功能的實現,主要是由B軸刀架完成,如何摒棄B軸刀架傳統結構的弊端,強大B軸刀架功能,是機床制造業的難題。本文推出一款創新性B軸刀架,論述了其機構的高剛性、高性能,旨在推廣和倡導機床制造業的創新性技術。
車銑復合加工中心機床通常具有車、銑、鉆、鏜、攻螺紋、深孔加工及車銑內外螺紋等功能,這些功能主要依靠具有B軸功能的刀架裝置來實現。因此要求此類裝置既能安裝車削刀具又能安裝各類旋轉刀具。
目前,國內外車銑復合加工中心的B軸刀架裝置均設有一個裝刀位,所有刀具都是通過此接口與動力主軸聯接的。這種結構形式存在兩方面的弊端:①由于車削刀具工作狀態不同于旋轉刀具,它在加工過程中不轉動,就需要在旋轉的動力主軸的前端或后端設有一套齒盤鎖緊機構或插銷機構,或離合器機構等;前端設置機構加長了動力主軸軸承支撐至刀具刀尖的距離,致使動態系統的剛性低,后端設置機構易產生扭曲變形,刀具主軸的定位精度低、剛性低。②旋轉刀具需求高轉速,而大型回轉體零件的粗車加工毛坯余量大、表面硬度高,動力主軸需承載高負荷,因此,旋轉刀具與車削刀具安裝在同一刀位時,如滿足旋轉刀具高轉速的需求,動力主軸就顯得薄弱,既無法滿足車削時的剛性需求,又會損傷刀具主軸的精度。基于上述原因,設計了一款B軸刀架(見圖1):旋轉刀具和車削
刀具各具備安裝位置,且車削刀具可實現180°轉位;每個刀位均可實現自動換刀,配有刀具內冷裝置。
1. B軸刀架布局
(1)創新性。圖1為本文介紹的B軸刀架外觀布局圖(主視圖和左視圖),在伺服動力下可實現X、Y、Z及B軸方向運動。圖2為圖1所示B軸刀架結構剖視圖,旋轉刀具與車削刀具各具備安裝位置。圖3為國內旋轉刀具與車削刀具安裝在同一刀位的B軸刀架結構剖視圖,動力主軸的前端設有一套鎖緊齒盤,國外也是類似結構形式。
圖2所示布局形式國內外均未見,它完全具備圖3所示B軸刀架功能且性能更佳。
(2)高剛性、高性能的動力主軸。從圖2可見:沿Y軸方向另設置了車削刀具安裝工位。與圖3對比,動力主軸前端不再設有鎖緊齒盤,旋轉刀具接口在軸向位置上更多含在動力主軸軸承支撐內,B軸刀架的動態特性得以提高。主動齒輪負責將動力傳遞到動力主軸上,圖2中刀架旋轉刀具加工曲軸如圖4所示。
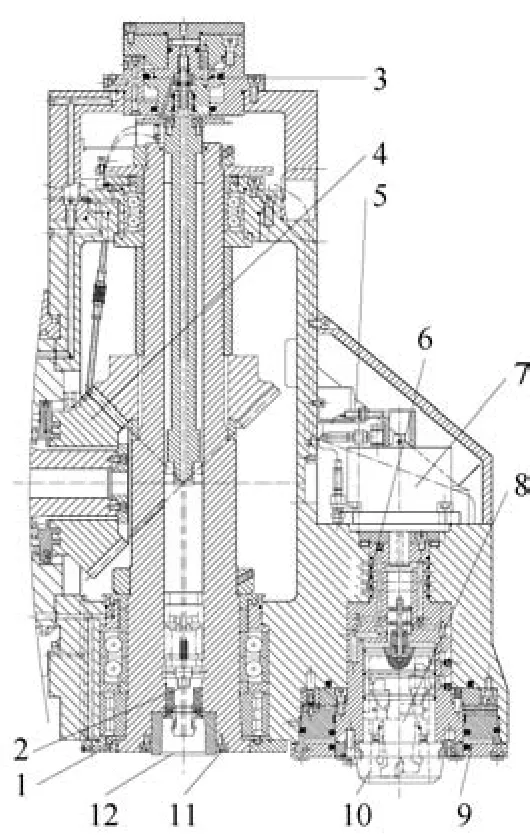
圖2 創新性B軸刀架結構圖
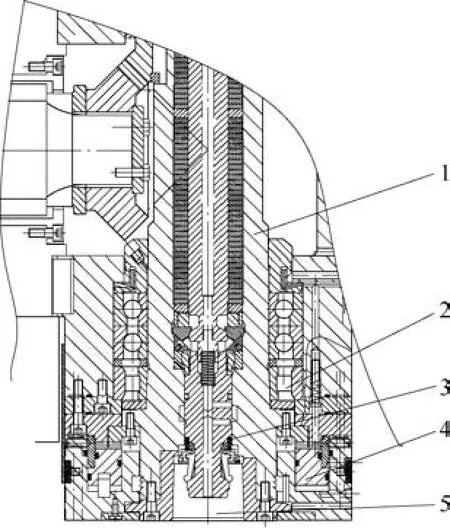
圖3 一個裝刀位B軸刀架結構圖

圖4 刀架旋轉刀具加工曲軸
國外應用類似B軸刀架發展卓著的是奧地利WFL公司,其B軸刀架如圖5所示,設有一個裝刀位,結構類似圖3。
WFL的B軸刀架與本文介紹的B軸刀架,兩種結構形式主要性能指標對比如附表所示。可見圖2所示刀架的刀具主軸性能既可滿足高轉速的需求,又可滿足大轉矩輸出加工,具有高剛性、高性能。
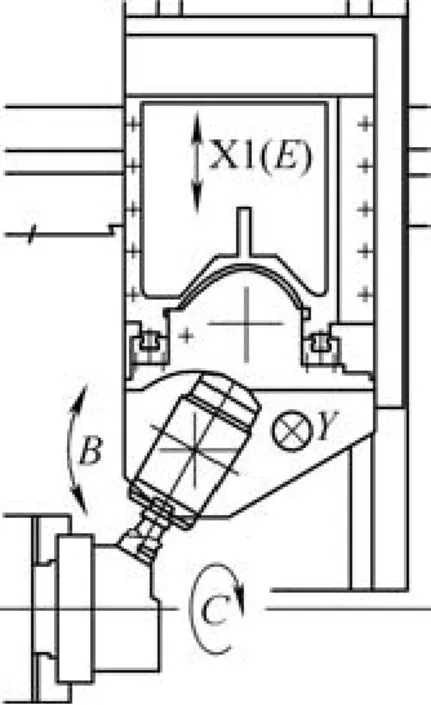
圖5 WFL的B軸刀架
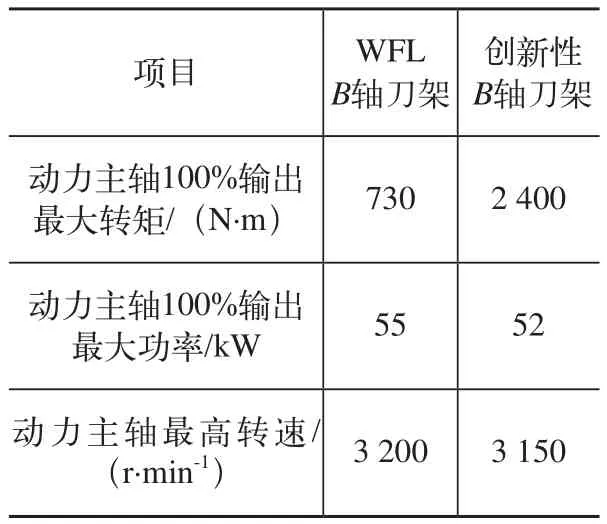
附表
國內的B軸刀架結構是最具代表性的。加工船用曲軸時,此結構主要用于曲軸主軸頸、連桿頸的半精、精加工,用于粗加工時,動態系統振動明顯。圖1所示的B軸刀架極大地改善了動力主軸剛性,既可承擔大型零件的半精、精加工,又可承擔粗加工,縮短了工藝路線,實現了粗、精加工一次裝卡完成,效率、精度均得以提高,是真正意義上的高剛性動力主軸。
以船用曲軸9L32/40主軸頸的粗銑加工為例(見圖6),設備采用分別配置圖2或圖3所示B軸刀架的車銑復合加工中心,刀具選用SANDVIK的Capto C8立銑刀。曲軸繞主軸頸中心回轉,受曲臂回轉半徑大的影響,使得選用刀具長度要在300mm以上。曲軸毛坯不均勻、硬度高,采用圖3所示
B軸刀架,每齒進給量0.1mm/z、轉進給0.4mm/r且切深4mm時就產生切削振動,且刀具易破損。采用圖2所示B軸刀架后,上述其他切削參數不變情況下,切深可達到6~7mm,刀具壽命合理,效率顯著提高。
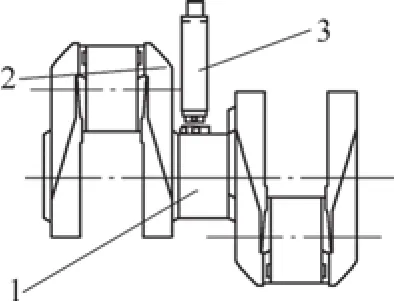
圖6 粗銑主軸頸
(3)可轉位的車削刀位。圖2所示B軸刀架車削刀具安裝工位采用SANDVIK的自動夾緊單元,液壓驅動拉桿的移動,協助機械機構對刀具實現鎖緊及脫離。轉位油缸輸出軸通過鍵聯接帶動自動夾緊單元支撐體配油套筒旋轉,實現刀具180°轉位,無需換刀即可對工件的另一側面進行加工。轉位油缸到位開關發出到位信號,在液壓的作用下,鎖緊齒盤將旋轉齒盤固定在定齒盤上,實現自動夾緊單元的定位鎖緊,圖2中B軸刀架車削刀具加工曲軸如圖7所示。
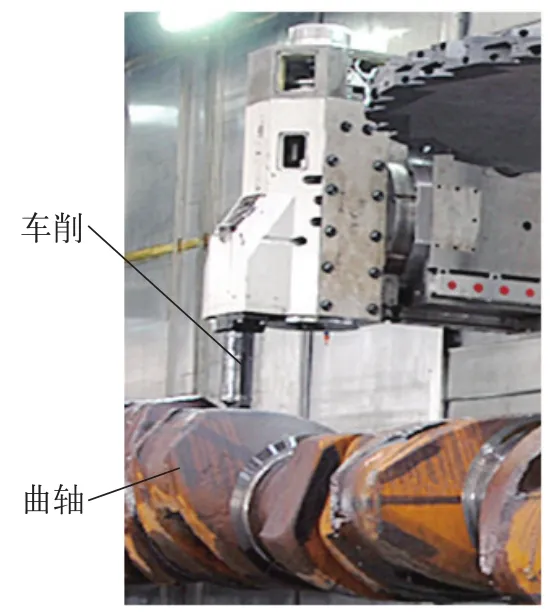
圖7 B軸刀架車削刀具加工曲軸
(4)每個刀位均可實現自動換刀。圖8為圖2所示B軸刀架順時針旋轉90°后的換刀姿態。設計時,兩裝刀位間距保證機械手換刀時互不干涉,在車削刀具換刀時,旋轉刀具接口上安裝標準刀堵,以保證刀具接口清潔;車削刀具接口在X軸方向設計高于旋轉刀具接口上安裝刀堵后高度,以防旋轉刀具接口與換刀機械手之間干涉。
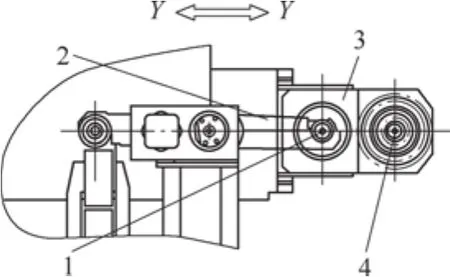
圖8 B軸刀架換刀姿態
(5)刀具內冷、清潔。圖2所示車削刀具刀位通過配油套筒將水及氣配送到刀具接口,旋轉刀具刀位通過旋轉接頭將水及氣配送到刀具接口,實現每個刀位均可內冷和氣體清潔刀具接口。
2. 社會經濟效益
以加工船用曲軸為例,曲軸材料為鑄鐵或鍛鋼, 外形為長軸帶多處曲臂,由于曲臂的回轉軸即連桿頸和主軸頸不同心,曲臂繞主軸頸的回轉直徑大,致使加工主軸頸刀具長。曲臂輪廓為多段不同心圓弧組成,曲軸的兩端面又有很深的油孔,曲臂上還有角度不規則的斜油孔等。曲軸從毛坯到磨削前加工,因其規格的不同,耗時數小時甚至數天。
傳統的曲軸加工方案主要是采用多工序、多臺設備來完成的。近年隨著從國外將復合加工設備的引入,結合上文中介紹的曲軸特點,開始采用配有類似圖3所示B軸刀架的車銑復合加工中心參與加工。半精加工、精加工在此類設備上完成,受其輸出轉矩及剛性的制約,粗加工仍需配備設備。
圖2所示B軸刀架研制成功后,應用在國產車銑復合加工中心上,可在一臺設備上完成曲軸從毛坯到磨削前的所有加工。縮短了工藝流程,減少了人力、物力。采用圖2所示B軸刀架的車銑復合加工中心,其售價是同規格進口設備的2/3~3/4。一方面可為用戶節省外匯,同時也可促進我國制造業的發展,帶來顯著的社會經濟效益。
3. 結語
近年來隨著車銑復合加工中心高新技術的發展,參與開發車銑復合加工中心機床的廠商也逐漸增多,競爭加劇,其關鍵技術之一就在于B軸刀架的性能。如何能提高B軸刀架性能,使之一方面能促進國內同行業發展,起到引領作用,另一方面又可有效地抑制國外同類產品的進口。圖2 所示的B軸刀架已經應用于大型銑復合加工中心上。在用戶現場的實際應用中驗證了其高剛性、高性能,彰顯了更高的技術水平和更廣泛的適應性。
參考文獻:
[1] 李海國. 曲軸加工技術走向高效復合化[J].現代零部件,2006 (2):50-52.
收稿日期:(20150405)
