液壓鏜車機構的改造
2015-02-19 06:12:57濟柴聊城機械有限公司山東聊城252000劉廣強
金屬加工(冷加工) 2015年10期
■濟柴聊城機械有限公司 (山東聊城 252000) 劉廣強
液壓鏜車機構的改造
■濟柴聊城機械有限公司 (山東聊城 252000) 劉廣強
摘要:普通機床的改進需考慮多方面的因素,缺一不可,其中機構的改造性價比及精度的提升可作為是否成功的標志。任何技術手段都有一定的局限性及優越性,辯證地分析以往的傳動原理,在新時期融進新工藝加以改進是提升設備改造質量的保證。
大型柴油機是我公司加工的一傳統產品,原缸孔直徑加工機床為一普通的鏜車組合機床,加工效率較低,為提升加工精度及品質,公司對原加工設備進行了重新評估。
1. 設備存在的問題及改進的方向
設備改造前側面有兩臺液壓鏜車頭,聯接一大型機械滑臺組成床身,結構如圖1所示。
由于有橫向鏜車功能,加工機體缸孔直徑時,可以對進出口直徑兩端面進行倒角加工,不過液壓動作受油溫等因素影響較大,尺寸控制很不穩定,加工的表面粗糙度不好,倒角效果不理想,缸孔的上缸帶倒角及下缸帶倒角達不到圖樣要求。建設恒溫車間等措施可以消除部分溫度影響,但投資較大;而對傳動機構進行改進,改變進給方式,變液壓缸的直線活塞傳動為精密絲杠的直線螺旋運動,采用目前成熟的數控伺服控制技術進行改造,可以將加工精度提升一個質量等級,投資相對來說較小。
2. 改造前后結構的變化
改造前鏜車頭內部結構如圖2所示,前端依靠液壓缸實現前后進給,傳動終端靠橫切齒條的傳動實現鏜車功能。由于推力軸承結構的存在,鏜車頭旋轉時,不影響橫向鏜車動作的實現。

圖1
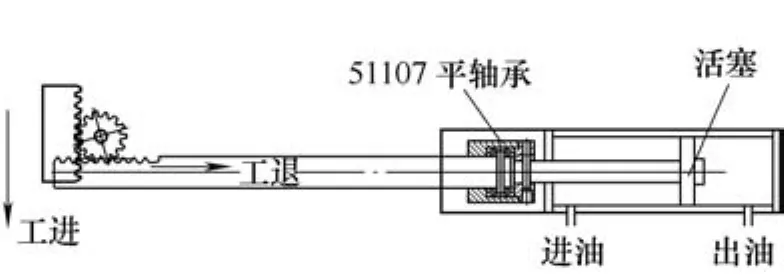
圖2
改進后,原缸孔之間的距離利用精密滾珠絲杠伺服電動機控制,計作X軸,公差控制在0~0.02mm內,原液壓滑臺進給與鏜車動作分成兩個獨立的運動軸系,將原液壓缸進給改為伺服電動機單獨控制,計作Y軸,而原橫向鏜車動作改用FFZD3205-4-P4精密滾珠絲杠結構如圖3所示,計作B軸,二者都脫離了液壓控制,機械傳動鏈的精度對溫度的依賴性減弱,考慮到普通電動機仍具有一定的變頻可控制性,鏜車主軸仍由原普通三相異步電動機控制主軸旋轉,但改為臺達變頻控制,使主軸轉速更靈活,有利于匹配合適的轉速。絲杠支撐安裝方式如圖4所示,該結構成功地將電動機的旋轉運動轉換為直線螺旋運動,利用推力軸承將鏜
頭的旋轉運動與鏜車運動脫離,在絲杠螺母座處制作了防止相對轉動定位導向塊,避免了由于螺母的相對轉動導致的直線傳動的位置度失真問題。同時,由于傳動終端采用雙齒條進行消隙,整個鏜車動作傳動鏈反向間隙維持在0.02~0.04mm,利用數控系統補償功能進行補償后,機床的橫向鏜車重復定位精度維持在0.005mm內。

圖3

圖4 齒輪齒條嚙合示意圖
3. 結語
機床改進后,機體缸孔加工質量明顯提高,倒角尺寸控制在0.02mm內,機床使用至今尺寸穩定,結構改造取得成功。
參考文獻:
[1] 劉文娟,姜晶. 金屬切削機床[M]. 北京:機械工業出版社,2014.
[2] 張發軍. 機電一體化系統設計[M]. 武漢:華中科技大學出版社,2013.
收稿日期:(20150225)
