馬布里 一個時代的締造者
2015-09-10 07:22:44陳月澤
新體育 2015年4期
陳月澤
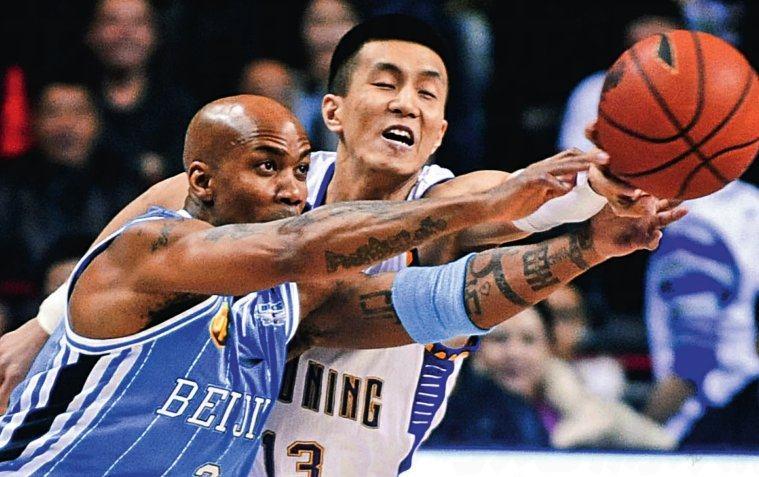
三月23日,一個讓很多球迷銘記的日子。38歲的老兵斯蒂芬·馬布里率領北京隊客場擊敗遼寧,在4年之內第三次奪得CBA總冠軍,中國籃球職業聯賽就此走進一個新的時代。
馬布里沒有哭,在他看來,一切只是水到渠成。
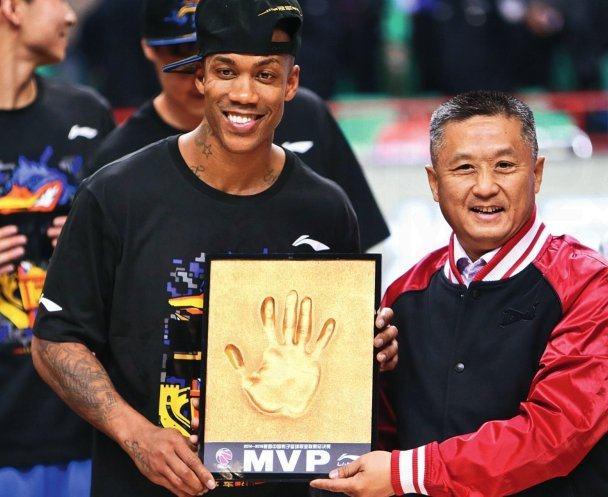
2011年,他來到北京隊。當時,這是一支不被大多數人看好的球隊。4年的時間,他們的對手從廣東換成了新疆,又從新疆換成了遼寧,但最終站在冠軍巔峰的,還是擁有馬布里的北京隊。賽后的頒獎儀式上,馬布里在職業生涯中第一次拿到總決賽MVP的獎杯。在更衣室里,馬布里坐在一張康復床上,把獎杯放在身邊,嘴角掛著笑容,安靜地享受著眼前的一切。
在競技體育的賽場中,創立一個時代遠比拿到一次冠軍困難,但這正是馬布里來到北京隊的原因。從加盟這支球隊的第一天起,他心中的愿望就是幫助球隊開創標志性的時代。沒有人能夠體會加盟一支弱旅,再幫助它一步步變強的過程中會經歷多少困難。
正是這些困難,最終成為他成就的注腳。這一夜,他注定是CBA的傳奇。
馬布里充滿渴望,但他一直在極力讓自己保持平靜。
結束對廣東隊的半決賽,北京隊迎來了總決賽前一周左右的休息時間。他們幾乎每一天都會進行訓練,春節的假期就是這樣做的。他們知道這是自己成功晉級的重要秘訣,馬布里也知道。
老馬是這隊中年齡最大的球員,但他每一次訓練都不曾缺席。他很清楚,如果請假,主教練絕對會開綠燈。春節假期,老馬就放棄了自己的度假計劃,每天進行投籃訓練。和隊里的中國球員不一樣,他不過春節;和隊里的中國球員一樣,他們都想拿冠軍。夢想從沒有像今天這般接近。
時間回到2011年的休賽期,老馬剛剛來到陌生的北京隊。這是一支從未在CBA染指過冠軍的球隊。老馬心中萌生出一個想法,但沒有告訴太多的人,因為擔心人們并不相信。
2012年的春天,北京隊在總決賽中爆冷以4比1擊敗了當時不可一世的霸主廣東隊。回頭看看,當時很多人以為這只是一種偶然,沒有看成CBA廣東時代行將成為過去的信號。老馬仍然沒有說出心底的這個愿望,他覺得還不是時候。
在那之后,北京隊經歷過短暫的低潮,在2013年半決賽中被山東隊攔在總決賽之外。返回北京時,馬布里面對到高鐵站迎接球隊的球迷,許下了要幫助北京隊重奪冠軍的誓言,但他仍然沒有吐露自己的那個愿望……
“我知道這很難,無論你在世界的哪個聯賽,要想實現統治級的成就,永遠不會是一件輕松的事情”,馬布里說。上賽季,北京隊擊敗新疆隊,拿到第二座冠軍獎杯,馬布里終于吐露了自己的心聲:“我想為北京隊開創一個屬于自己的時代。”
對于在NBA從未拿到過冠軍的馬布里來說,總冠軍的滋味如此甜蜜,以至于在品嘗過一次之后,便無法割舍。顯然,這是一件吸引力無窮的事情。
“我們終于站在這里,沒有人知道我們究竟經歷了多少困難”,馬布里說,“人們總是看到冠軍有多么光彩,卻不了解背后的事情。有時候,榮譽會使你松懈,但我們并不是這樣。我們對冠軍充滿渴望,付出了太多,當然希望收獲一個最好的結果”。
無限接近自己的夢想時,會變得焦慮,人都是這樣,老馬也不例外。“必須非常專注,必須排除干擾,這些干擾大多來自自己”,馬布里說,“需要學會暫時忘記,忘記會讓人變得更好,專注于過程”。
老馬在總決賽前的訓練中又變得嚴肅起來。據隊友朱彥西回憶說,上一次見到老馬這種狀態,還是在去年總決賽的第六場之前。
半決賽對廣東最后一戰中殺神附體的表現,再一次讓人忘記了他的年齡。38歲的漢子,38分的演出,被媒體演繹成動人的故事。馬布里明白38歲的年齡意味著什么。
老馬只把話說了一半:“我很慶幸自己在現在的年齡還能夠有這樣的狀態,必須珍惜機會,把握現在的每一場比賽。”如果北京隊如愿奪冠,馬布里將和北京隊一道被載入CBA的史冊當中,暮年壯心不已的故事也會成為經典。
但如果不能呢?
下賽季老馬即將年滿39歲,很難期待一位老將能夠繼續保持高水準的競技狀態。馬布里感受到年齡對于自己的侵蝕,“要是放在年輕時,摔倒之后我的第一反應是趕緊蹦起來,讓對手知道我一點事沒有,轉過頭來進行下一次進攻,要是能扣籃,我一定不會上籃”,馬布里說。但現在,他會在比賽中保存自己的能量,韜光養晦是一種無奈,也是一種策略。
“我已經打了二十多年籃球,我知道這一切意味著什么”,馬布里沒有說出口的是這一次總決賽可能是他唯一的機會。
主帥閔鹿蕾說:“看得出來老馬有多想要這個冠軍,我們球隊中任何一名球員都一樣。這個賽季,老馬做出了很多犧牲,也做出了很大的改變,目的都是為了最終的冠軍。”
從一支中游球隊成為聯賽的頂級強隊,北京隊的球員見證了這夢幻一般的過程。沒人知道下一位像馬布里一樣的球員什么時候出現,下一個“老馬”是否會屬于北京隊。
冠軍只有一個,老馬也只有一個。北京隊與馬布里的命運再一次被連在了一起。
“我說過我們要拿冠軍!我說過的!你們要相信我!我可以做到!”馬布里不斷大聲重復著自己的話,跳著進入北京隊的更衣室。
這是馬布里長久以來的心愿,他說,自己愿意為此付出一切。

這個夜晚,在遼寧隊一度將比分差距拉大到兩位數的時候,最先站出來回擊對手的正是馬布里。他用自己連續而堅決的突破撕扯著遼寧隊的防線,一次次高難度的上籃,似乎在向人宣告自己對于勝利的渴望和決心。
馬布里說:“我一直希望我的隊友們相信,我們可以做到任何事情,我們可以戰勝任何對手。只要我們愿意為了一個目標而努力付出,沒有什么可以阻擋我們的腳步。”
2012年是標志性的一年,他們進入了總決賽,并且擊敗廣東,第一次拿到總冠軍。“我知道這支球隊有著怎樣的潛力”,馬布里說,“一次又一次贏得冠軍,這是我的目標。”
為了這個目標,馬布里為這支球隊和身后的城市披肝瀝膽、傾其所能。上賽季季后賽,老馬曾經多次抽出膝蓋中的積液,忍著巨大的疼痛,與對手進行面對面的殊死搏殺。馬布里說:“為了自己的目標,必須付出,目標越高,需要付出的就越多。沒有一個成功是能夠輕松得到的。這取決于有多么渴望勝利和冠軍。球隊的每個人都要從最小的細節做起,每一次準備比賽,每一次看錄像,每一次努力訓練,這是每個人的共同努力。不管對手多么強硬地向我們發起挑戰,我們都只是做好自己,打出平時訓練中的水平。”
盡管他的個人能力在CBA外援當中出類拔萃,但馬布里最大的優勢無疑是他的領袖氣質。他帶領身邊一幫并不出眾的隊友,打造出CBA首屈一指的強隊。在老馬看來,讓隊友們變得更加出色,同樣是征程中最重要的部分,“我要給他們信心,讓他們相信自己可以成為總冠軍。我們守住了這個冠軍,隊友打出了他們應有的水準,這是我們共同努力的結果”。
總決賽MVP的獎杯就放在馬布里的身邊,但他始終沒有將獎杯抱起來,“MVP對我來說并不重要,球隊贏得總冠軍才是最重要的事情”。這是他一直對自己所說的話,也是他想要傳達給隊友們的東西。因為沒有這種胸懷,就不可能有今天的輝煌。
結束了總冠軍頒獎儀式,馬布里再次踏進更衣室,第一句話就是“我們要為下個賽季的衛冕做好準備了,要讓他們看看我們能夠做到什么”。
自從來到CBA,馬布里的耳邊就從來沒有中斷過質疑的聲音。這個從小在紐約科尼島長大的黑小子對弱肉強食的叢林法則再熟悉不過了。想回擊這些質疑,只有將它們放在一邊,然后用成功回答那些質疑者,馬布里就是這么做的。
“很多人說我老了,打不動了,但我把這些當作我的燃料。我只是等待季后賽的開始,我的膝蓋雖然不是100%的狀態,但我練得很苦,一直在調整自己,付出的努力要更多一些”,馬布里說。
英語當中有一個詞叫做“underdog”,意思是不被看好的那一方。對于這種感覺,馬布里已經太熟悉了。4年中,他們3次進入總決賽,每一次都扮演著“underdog”的角色。第一年進入總決賽,外界幾乎一邊倒地看好廣東隊。即便北京最終拿下總冠軍,說“北京隊是依靠運氣和對手輕敵奪冠”的聲音一刻沒有停止。第二年季后賽被山東隊淘汰,“馬布里已經老了”的聲音再次蔓延。上賽季,老馬因為膝蓋的傷勢被迫返回美國進行手術和康復治療,季后賽中一次次抽去積液,更讓很多人認定北京隊不可能完成衛冕……
馬布里并不理會這些聲音。常規賽階段,他的狀態一度出現起伏,個別場次的比賽中一分未得,但這正是為了在最關鍵的比賽中積蓄力量,在最需要爆發的時候爆發。
總決賽第四戰,馬布里率隊在絕境中完成反擊,將北京隊從“死亡”的邊緣拉了回來。“我們拿到第一個冠軍的時候,人們說你們再也拿不到下一個。拿到第二個,人們說你們不可能連冠。奪冠一直是我的目標,也是我的動力。我要感謝上帝,一直心懷謙卑,他給了我最好的隊友,我們一直努力付出,沒有人放棄”,老馬說
記者請老馬用一個詞來形容北京隊的這個賽季。老馬不假思索地脫口而出:“那一定是amazing(令人吃驚),毫無疑問。”
時代已經開啟,目標已經實現。在他看來,“我們還要繼續前進,為了下一個冠軍而努力”。
明年,馬布里39歲。他知道會聽到更多質疑的聲音,但他并不在意。他知道,那才是驅動他不斷前進的力量。