薄壁件加工工藝
2015-02-19 07:47:02北京南口軌道交通機械有限責任公司鐵路配件廠102202王志國
金屬加工(冷加工) 2015年11期
關鍵詞:變形
■北京南口軌道交通機械有限責任公司鐵路配件廠 (102202) 王志國
薄壁件加工工藝
■北京南口軌道交通機械有限責任公司鐵路配件廠 (102202) 王志國
摘要:分析薄壁零件結構及加工難點,改進加工工藝路線,經批量加工驗證,成品尺寸和形狀位置精度均符合圖樣要求。
1. 零件結構
我廠加工風電齒輪箱的一種零件滑環軸環,材質為18CrNiMo7–6,毛坯為鍛件,外圓直徑140h8(0-0.063)mm,內孔直徑130js(±0.013)mm,壁厚為5mm,寬度為22mm,且還有兩個直徑為135mm的內環槽,環槽處壁厚只有2.5mm。零件技術要求外圓要滲碳淬火,硬化層深度為0.4~0.8mm,硬度達到58~62HRC,同時還要求內孔圓柱度0.012mm,外圓對內孔的全跳動0.03mm。零件結構如圖1所示。
2. 加工難點
由圖樣和技術要求可知,此零件加工有3個難點:①薄壁件壁厚5mm,要求內孔圓柱度0.012mm,外圓相對內孔的跳動0.03mm。②內孔有兩個環槽,而且深度是壁厚的一半,車內環槽切削力很大,無疑是給薄壁件加工保證精度增加了難度。③零件外圓要求滲碳淬火,硬度58~62HRC,同時車去碳層的內孔的硬度也在35HRC左右。
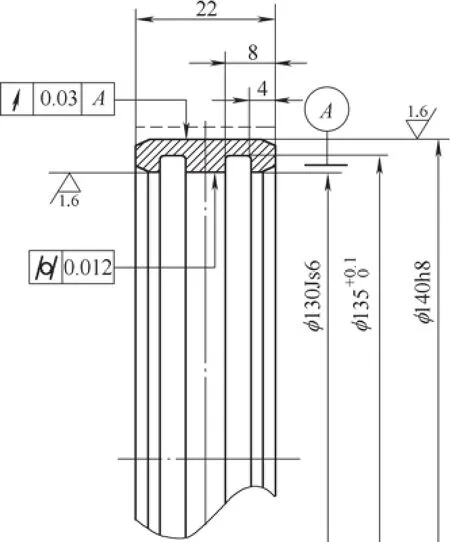
圖1 滑環軸環
3. 工藝路線改進
一般的環類零件有兩種加工方案:一種是一個毛坯出多件零件,直接夾著車削端面、外圓和內孔及切斷,然后掉頭車端面就可成活;另一種是一個毛坯出一個零件,先車內孔或外圓和端面,掉頭車相應的外圓或內孔及端面成活。顯然,根據滑環軸環圖樣的同軸度要求,且薄壁件熱處理易變形,淬火工序外圓留量很小也要求控制熱處理變形,所以第一種加工方案更加適合(多件毛坯熱處理變形量會減小)。但是切斷時淬火后硬度達到58~62HRC,需要線切割,雖然線切割成本高一些,但考慮到零件精度和熱處理變形,并且線切割過程零件不受切削力,在保證產品質量的前提下,還是可以接受的。
開始試制的過程中備料為環料,工藝過程為:①備鍛件料→②車環料→③滲碳處理→④車碳層→⑤淬火處理→⑥精車一端成活→⑦切斷→⑧掉頭車端面→⑨去毛刺。在加工過程中要求滲碳層深度,工序②粗加工外圓尺寸就給精車留量0.5mm,即外圓尺寸140.5mm,精車時,雖然端面內孔已經車去碳層,但滲碳淬火后內孔的硬度也在35HRC左右,車內孔環槽的切削力又很大,所以在工序⑥精車時的裝夾力很大,需要液壓卡盤的壓力為15kg/cm2。這樣裝夾后,外圓變形量超過0.5mm,導致車削外圓時只能車削到三點,與三爪對應的三點因變形而車削不到。減小到最小裝夾力,可以避免以上情況,車削后卡盤松開,用外徑千分尺測量,外圓和內孔變形已經超差很多,達不到圖樣要求。
經分析,備料環料是一塊毛坯出多件零件,雖然切斷避免了直接裝夾,但是夾緊力過大,變形太多。為了解決這一問題,改變鍛件的結構(見圖2),在環料一端改為盤結構,增加裝夾工藝端,裝夾此部分進行加工,效果
和裝夾實心軸接近,可以明顯減少裝夾變形。
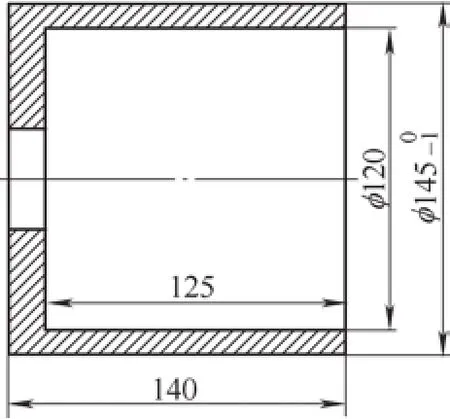
圖2 改進后鍛件粗車圖
還是按原來的工藝路線加工,精車完,用外徑千分尺測量,外圓和內孔尺寸沒有出現超差現象。線切割切斷,掉頭車端面并倒角。三坐標測量結果圓柱度和跳動還是超差。超差的原因可能有兩種,一是工序⑥精車的時候雖然減小裝夾力,但是零件還是受影響,測量尺寸不超差,但是多次測量一周還是發現圓柱度不理想;二是工序⑧掉頭車端面時裝夾外圓破壞了原來的圓柱度。為了證實推斷,3件是精車后不進行切斷直接去測量,3件是掉頭車削后,成活去測量,結果兩種都超差,但是后者超差更嚴重。前者是超0.02mm左右,后者是超0.1mm左右。由此得出結論:工序⑧裝夾外圓嚴重地破壞了原來工序⑥精車的圓柱度。
由于內環槽與內孔外圓沒有嚴格的同軸度要求,為了避免超差現象,經過考慮和論證,原來工序⑥精車把環槽車到尺寸φ135mm,內孔留0.5mm,外圓不車,還是0.5mm的加工量。然后切斷,掉頭精車端面、外圓和內孔。此時為了避免裝夾力引起的變形,根據經驗經討論,最終確定用超強力永磁吸盤(此種吸盤吸力大,同時精車留量也比較小,為0.5mm)吸附已車端面進行掉頭車削,改徑向夾緊為軸向吸緊,此種方法避免了徑向裝夾力變形,同時內孔和端面、外圓是一次裝夾一道工序一次車削完成,也符合精基準選擇統一基準的原則,保證了內外圓的同軸度及中軸線和端面的垂直度。
調整后的工藝路線為:
(1)備料鍛件:符合鍛件性能要求和圖樣要求,留有裝夾工藝端(見圖2)。
(2)粗車鍛件:內孔和端面留出車碳層的量(見圖2)。
(3)半精車外圓:考慮滲碳層有效深度,給精車留量0.5mm。
(4)滲碳處理:零件外表面全部滲碳,厚度0.7~1.1mm。
(5)車碳層:內孔、端面不需要滲碳的部分,車削掉碳層,只有圖樣要求的外圓有滲碳層。
(6)淬火處理:含碳量高的外圓硬度達到圖樣要求。
(7)半精車內孔:夾工藝端,車削端面、內孔留0.5mm量、環槽到成活尺寸135mm(見圖3)。
(8)切斷:線切割切斷,以已車端面為基準面,寬22.5mm,端面留量0.5mm。
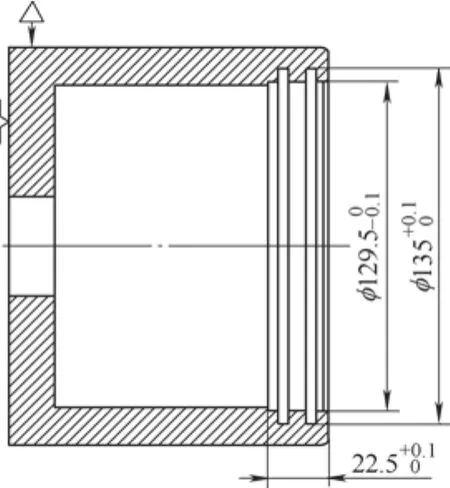
圖3 半精車內孔圖
(9)精車:掉頭,吸盤吸附已車端面,打表找正外圓在0.05~0.10mm以內,用陶瓷刀片或者立方氮化硼刀片(刀片價格雖比普通刀片高一點,但是精加工余量僅為0.5mm,所消耗的刀片數量很少,對總的刀具成本影響不大)精車端面、內孔和外圓到成活尺寸(見圖4),其中內孔用涂層的硬質合金刀片。
(10)去毛刺。
(11)清洗包裝。
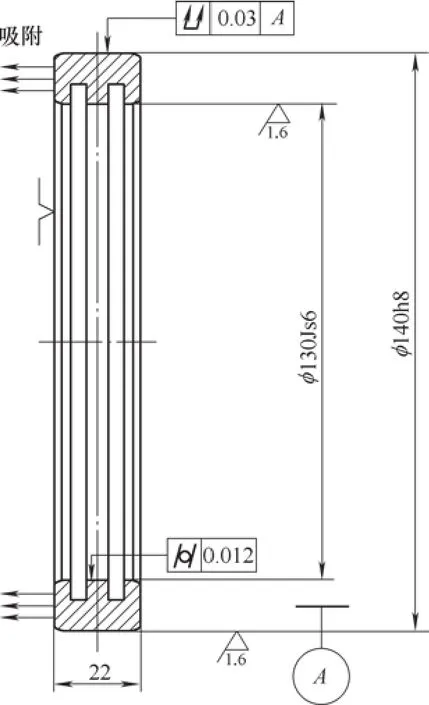
圖4 精車圖
4. 結語
經批量加工驗證,改進后的工藝路線更加貼近生產,成品尺寸和形狀位置精度均符合圖樣要求。
參考文獻:
[1] 陳明. 機械制造工藝學[M]. 北京:機械工業出版社,2005.
收稿日期:(20150305)
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36