大型臥式車(chē)銑復(fù)合加工中心技術(shù)
2015-02-19 07:47:09沈陽(yáng)機(jī)床股份有限公司沈陽(yáng)第一機(jī)床廠(chǎng)遼寧110027郭秀英
金屬加工(冷加工) 2015年11期
■沈陽(yáng)機(jī)床股份有限公司沈陽(yáng)第一機(jī)床廠(chǎng) (遼寧 110027) 郭秀英
大型臥式車(chē)銑復(fù)合加工中心技術(shù)
■沈陽(yáng)機(jī)床股份有限公司沈陽(yáng)第一機(jī)床廠(chǎng) (遼寧 110027) 郭秀英
摘要:針對(duì)大型企業(yè)需求的重要大型零件的配套加工問(wèn)題,推出一款近年研制的大型臥式車(chē)銑復(fù)合加工中心;通過(guò)對(duì)大型零件加工工藝的分析,自身技術(shù)的介紹,展示本臥式車(chē)銑復(fù)合加工中心優(yōu)點(diǎn)。旨在推進(jìn)國(guó)產(chǎn)機(jī)床的發(fā)展,強(qiáng)大自主品牌。

近年來(lái),隨著我國(guó)水利、船舶、發(fā)電、礦山、機(jī)車(chē)等大重型企業(yè)的迅猛發(fā)展,使之重要的大型零部件的配套問(wèn)題更顯突出。而這些大型零件在某種程度上,毛坯及加工完全依賴(lài)進(jìn)口,限制了產(chǎn)業(yè)的發(fā)展。因此國(guó)內(nèi)急需開(kāi)發(fā)一些適合這類(lèi)零部件加工的設(shè)備。
這一類(lèi)零件的加工具有的共同點(diǎn)是:零件細(xì)長(zhǎng)軸、重量大、工序多、工時(shí)長(zhǎng),國(guó)內(nèi)多采用多種刀具、多臺(tái)設(shè)備分序完成;也有在精加工序上配進(jìn)口車(chē)銑中心完成的。總體顯現(xiàn)效率低,且受進(jìn)口設(shè)備價(jià)格高的制約。
國(guó)外臥式車(chē)銑復(fù)合加工中心機(jī)床開(kāi)發(fā)及應(yīng)用的時(shí)間比較早,技術(shù)相對(duì)成熟,如奧地利的WFL公司、德國(guó)的尼爾森公司等。其車(chē)銑中心均配單一刀架,旋轉(zhuǎn)刀具和車(chē)削刀具安裝在同一位置,動(dòng)力軸懸伸長(zhǎng),剛性低。
下面針對(duì)大重型企業(yè)需求的重要的大型長(zhǎng)軸類(lèi)零件的配套加工問(wèn)題,推出一款近年研制的臥式車(chē)銑復(fù)合加工中心。
大型零件加工工藝分析
1. 典型零件
以船舶行業(yè)船用曲軸為例(見(jiàn)圖1):材料多為鑄鐵或鍛鋼, 毛坯余量多達(dá)20~30mm,且不均勻、硬度高。外形為長(zhǎng)軸帶多處曲柄,由于曲柄的回轉(zhuǎn)軸即連桿頸和主軸頸不同心,曲柄繞主軸頸的回轉(zhuǎn)直徑大,曲柄輪廓為多段不同心圓弧組成,曲軸的兩端面又有很深的油孔,曲柄上還有角度不規(guī)則的斜油孔等等,因此需要高剛性、可適合粗精加工的大規(guī)格的復(fù)合車(chē)銑加工中心完成。

圖1 某柴油機(jī)廠(chǎng)家曲軸毛坯
2. 未采用臥式車(chē)銑復(fù)合加工中心前曲軸加工工藝
某柴油機(jī)廠(chǎng)家加工方案主要是采用多工序,多臺(tái)設(shè)備來(lái)完成的:首先是采用鏜床打中心孔,平端面;然后將加工后的零件移到專(zhuān)用雙主軸箱車(chē)床上,粗、精車(chē)主軸頸及曲柄外側(cè)面;之后調(diào)整兩主軸箱上的專(zhuān)用卡具,將連桿頸移到機(jī)床主軸的回轉(zhuǎn)直徑上,進(jìn)行工件定位、找正和夾緊,對(duì)連桿頸及曲柄內(nèi)側(cè)面進(jìn)行粗、精加工,再上落地銑床上粗、精平衡重面;最后將工件在鉆床上完成斜油孔、直油孔及兩端深孔的加工。這種加工方案車(chē)削是在普通臥車(chē)上完成,效率低,調(diào)整費(fèi)時(shí),當(dāng)工件的沖程大時(shí)卡具就無(wú)法滿(mǎn)足加工需求,多工序亦影響工件的加工精度。
3. 采用進(jìn)口臥式車(chē)銑復(fù)合加工中心曲軸加工工藝
隨著我國(guó)船舶行業(yè)的日益發(fā)展,曲軸的質(zhì)量也日益與國(guó)際接軌。近年此行業(yè)的領(lǐng)軍企業(yè)開(kāi)始引進(jìn)如奧地利WFL、德國(guó)尼爾森等公司生產(chǎn)的車(chē)銑復(fù)合加工中心。考慮到這類(lèi)機(jī)床的切削性能,多將設(shè)備用于曲軸的半精加工、精加工工序上,不能實(shí)現(xiàn)一次裝卡完成零件從毛坯到磨削前的加工。
隨著中、低速柴油機(jī)需求的加大,加之對(duì)國(guó)外曲軸加工工藝的研討,機(jī)床制造商經(jīng)過(guò)潛心研制,推出了具有自主產(chǎn)權(quán)的大型臥式車(chē)銑復(fù)合加工中心。
大型臥式車(chē)銑復(fù)合加工中心技術(shù)
1. 總體布局
機(jī)床如圖2所示。總體上采用斜床身、雙主軸箱、側(cè)掛式單立柱、雙側(cè)掛箱上設(shè)雙刀架結(jié)構(gòu)形式,刀具位于重力方向進(jìn)刀,配以工件檢測(cè)、刀具檢測(cè)、刀庫(kù)、恒溫冷卻裝置、水冷裝置、排屑裝置、防護(hù)裝置和電氣裝置等,并采用西門(mén)子840D sl數(shù)控系統(tǒng)(見(jiàn)圖3)。
設(shè)備具有(X1、X2、Y1、Y2、Z1、Z2、B1、B2、Cf1、Cf2)任意5軸聯(lián)動(dòng)功能、雙主軸、雙Cf軸同步功能、中心架與副主軸可分別沿Z軸方向自動(dòng)移動(dòng)功能,車(chē)銑復(fù)合加工功能,運(yùn)用重載刀具鏜削深孔功能、高壓內(nèi)冷功能、在機(jī)檢測(cè)功能和刀具在線(xiàn)實(shí)時(shí)監(jiān)控功能。
在單立柱的左右各懸掛一套側(cè)掛箱,其上配有刀架,左刀架具有B軸功能,右刀架安裝大直徑外銑刀盤(pán)可實(shí)現(xiàn)外銑粗加工。
左側(cè)掛箱內(nèi)采用內(nèi)裝52k W的內(nèi)置電動(dòng)機(jī)、一個(gè)兩級(jí)行星齒輪變速箱等集成在內(nèi)部,結(jié)構(gòu)緊湊。內(nèi)置電動(dòng)機(jī)、減速機(jī)裝于采用灌膠工藝成型的多階梯深孔箱體內(nèi),研制過(guò)程解決了多階梯深孔加工精度低的問(wèn)題,此裝置的輸出轉(zhuǎn)矩優(yōu)于進(jìn)口機(jī)床。
右側(cè)掛箱78k W的主軸電動(dòng)機(jī)經(jīng)齒型帶及自制減速箱的減速后,提供10 000N·m大轉(zhuǎn)矩動(dòng)力。該減速箱可實(shí)現(xiàn)兩檔變速,根據(jù)用戶(hù)的不同需求,配置不同直徑的外銑刀盤(pán),解決刀具長(zhǎng)、剛性不足、無(wú)法實(shí)現(xiàn)粗加工的問(wèn)題。
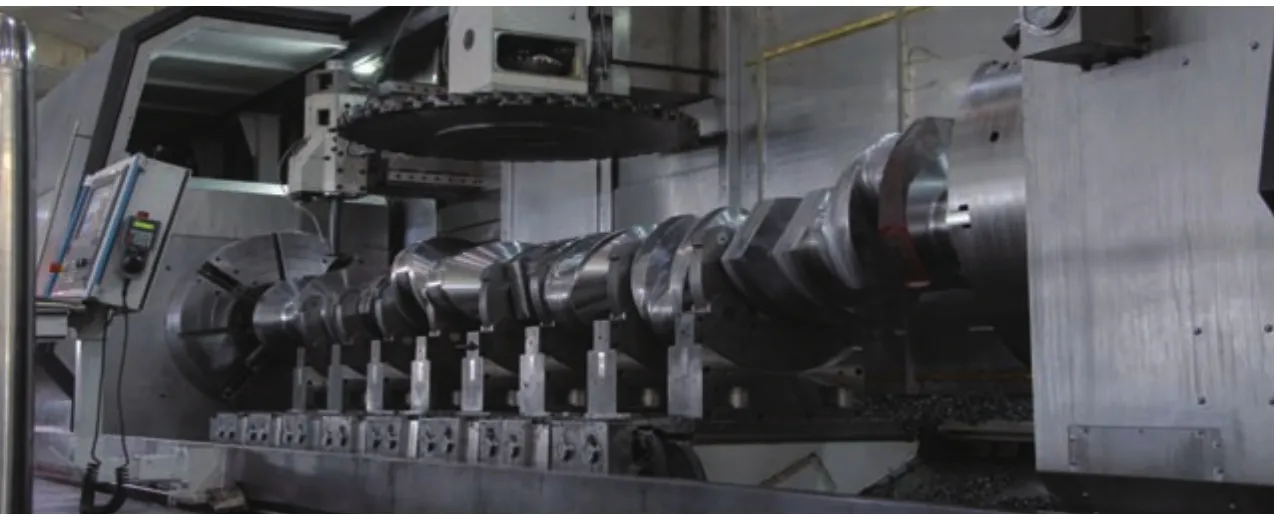
圖2 機(jī)床照片
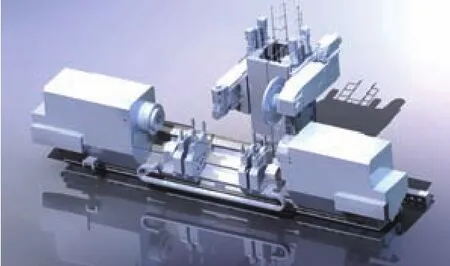
圖3 總體布局圖
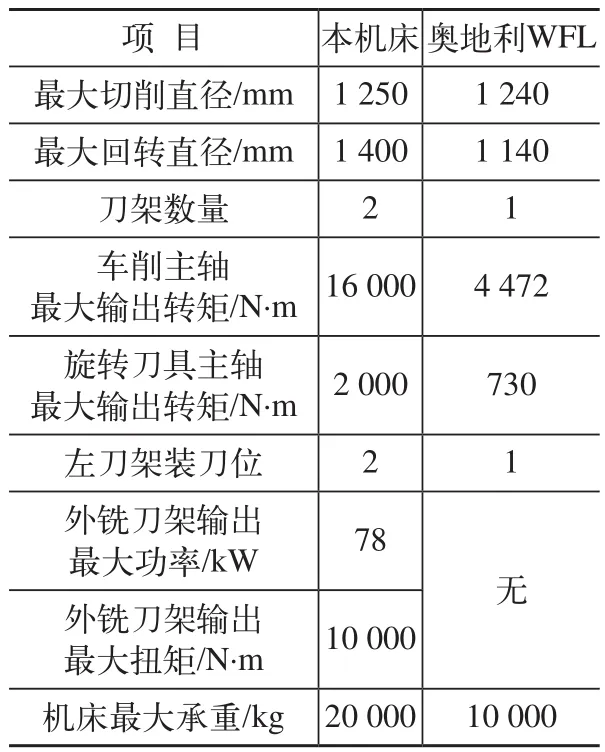
技術(shù)參數(shù)對(duì)比表
2. 技術(shù)參數(shù)與國(guó)外同規(guī)格機(jī)床對(duì)比
從附表可見(jiàn),本機(jī)床在承載能力、功率及扭矩輸出方面均有明顯優(yōu)勢(shì),打破了國(guó)外現(xiàn)有的
車(chē)銑中心僅配置單刀架的布局形式。右刀架大直徑刀盤(pán)的配備,可實(shí)現(xiàn)在1臺(tái)機(jī)床上完成工件的粗、精加工,從而達(dá)到高精、高效。左刀架與車(chē)削主軸C軸功能相結(jié)合實(shí)現(xiàn)5軸聯(lián)動(dòng)。奧地利WFL機(jī)床如圖4所示。

圖4 奧地利WFL機(jī)床
3. 設(shè)備的技術(shù)創(chuàng)新
(1)單立柱技術(shù)。本機(jī)床雖然配置了雙刀架,但為布局結(jié)構(gòu)緊湊采用了單立柱形式。單立柱側(cè)掛于斜置30°的床身和地面輔助導(dǎo)軌之上,在充分保證立柱運(yùn)動(dòng)的平穩(wěn)性下,這種布局可有效減輕機(jī)床重量,降低原材料及加工成本(見(jiàn)圖5)。
單立柱Z向(縱向)進(jìn)給采用雙電動(dòng)機(jī)消隙機(jī)構(gòu),快速進(jìn)給時(shí)雙電動(dòng)機(jī)驅(qū)動(dòng)齒輪同向旋轉(zhuǎn),滿(mǎn)足起動(dòng)時(shí)需要大的起動(dòng)轉(zhuǎn)矩;工進(jìn)時(shí)雙電動(dòng)機(jī)驅(qū)動(dòng)齒輪反向旋轉(zhuǎn),消除傳動(dòng)間隙,確保工進(jìn)時(shí)單立柱運(yùn)行平穩(wěn)、不振動(dòng)(見(jiàn)圖6、圖7)。
(2)B軸刀架兩點(diǎn)布刀技術(shù)。傳統(tǒng)的車(chē)銑中心均配置單一刀架,旋轉(zhuǎn)刀具和車(chē)削刀具安裝在B軸刀架的同一位置上,必須設(shè)有用于車(chē)削刀具鎖緊的三齒盤(pán)機(jī)構(gòu),因此動(dòng)力軸的懸伸長(zhǎng),剛性低,不適合粗加工;當(dāng)加工中低速機(jī)曲軸時(shí),由于回轉(zhuǎn)直徑大,刀具勢(shì)必懸伸長(zhǎng),更無(wú)法實(shí)現(xiàn)在1臺(tái)機(jī)床上完成粗精加工。
本文介紹的設(shè)備,左側(cè)掛箱前端裝有兩點(diǎn)布刀的B軸刀架(見(jiàn)圖8),其上分別設(shè)有旋轉(zhuǎn)刀具、車(chē)削刀具的安裝位置,減少了動(dòng)力軸上用于車(chē)削刀具鎖緊的齒盤(pán)機(jī)構(gòu),提高了刀架剛性,使粗精加工在2臺(tái)設(shè)備上完成得以實(shí)現(xiàn)。
在技術(shù)創(chuàng)新實(shí)施中:B軸刀架主軸軸承的氣密封、B軸任意點(diǎn)鎖緊構(gòu)件材質(zhì)選擇、2點(diǎn)換刀控制程序的開(kāi)發(fā)均涉獵其中,成為剛性、可靠性?xún)?yōu)于進(jìn)口產(chǎn)品的保障。
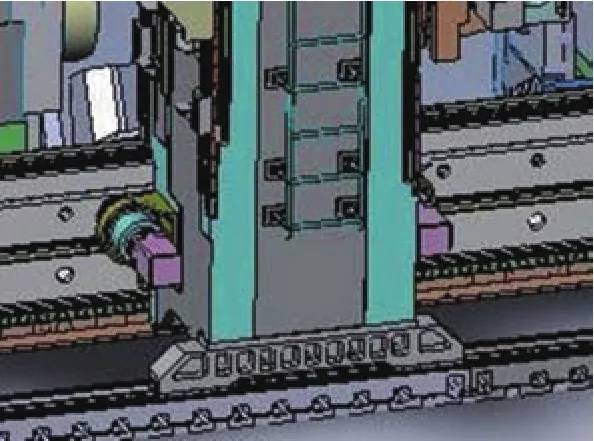
圖5 單立柱機(jī)構(gòu)
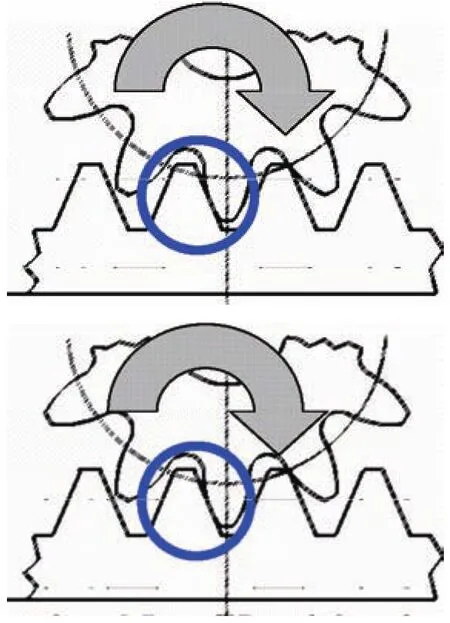
圖6 快速進(jìn)給時(shí)齒輪齒條嚙合圖

圖7 工進(jìn)時(shí)齒輪齒條嚙合圖
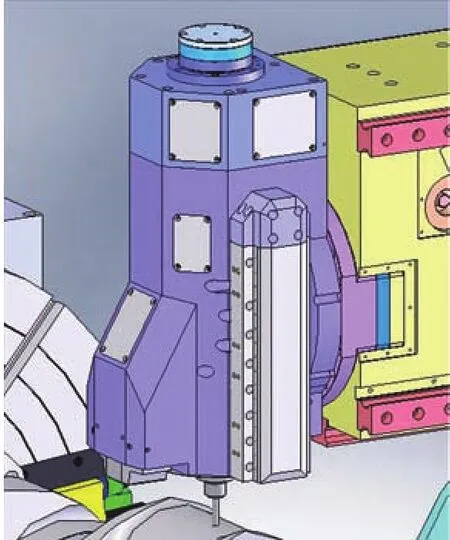
圖8 B軸刀架
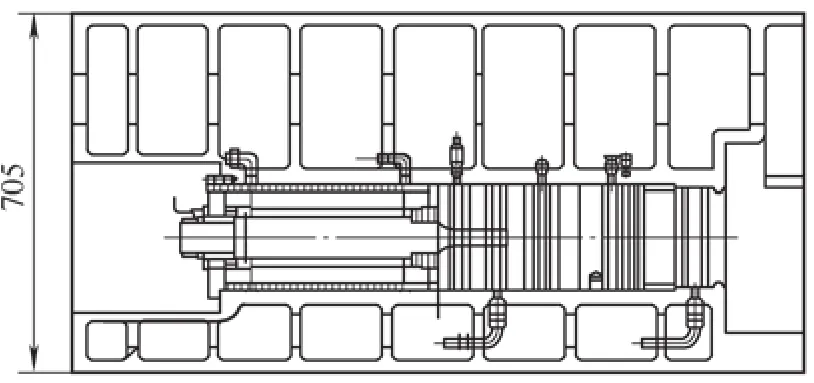
圖9 左側(cè)掛箱
(3) 左側(cè)掛箱(見(jiàn)圖9)。目前,國(guó)內(nèi)大型車(chē)銑中心側(cè)掛箱多采用動(dòng)力電動(dòng)機(jī)和減速機(jī)外置的結(jié)構(gòu),即將動(dòng)力電動(dòng)機(jī)和減速
機(jī)安裝在箱的頂端,通過(guò)細(xì)長(zhǎng)傳動(dòng)軸傳至箱的下部,再傳至前端刀架。這種結(jié)構(gòu)下動(dòng)力電動(dòng)機(jī)和減速機(jī)占用空間比較大,且由于通過(guò)細(xì)長(zhǎng)傳動(dòng)軸傳遞動(dòng)力,輸出軸的功率、轉(zhuǎn)速和轉(zhuǎn)矩不能設(shè)計(jì)太高。
本文介紹的設(shè)備,主軸電動(dòng)機(jī)、減速機(jī)集成在左側(cè)進(jìn)給箱內(nèi),該結(jié)構(gòu)形式十分緊湊。由于主軸電動(dòng)機(jī)、減速機(jī)等零部件連接精度較高,有效提高了部件使用的可靠性和壽命;同時(shí),傳動(dòng)軸的縮短還可以大大提高動(dòng)力軸的輸出功率、轉(zhuǎn)矩和轉(zhuǎn)速,從而提高了部件的使用性能。由于設(shè)備規(guī)格大,使安裝這些部件的內(nèi)孔較長(zhǎng),通過(guò)采用灌膠工藝解決。主軸電動(dòng)機(jī)通過(guò)單獨(dú)循環(huán)的恒溫冷卻箱的冷卻水進(jìn)行外部冷卻,減速機(jī)通過(guò)循環(huán)冷卻油進(jìn)行潤(rùn)滑和冷卻,確保結(jié)構(gòu)性能可靠。
左側(cè)掛箱X方向運(yùn)動(dòng)應(yīng)用了雙驅(qū)動(dòng)技術(shù)、Y方向運(yùn)動(dòng)應(yīng)用了懸垂補(bǔ)償技術(shù),確保了機(jī)床精度。
(4)大扭矩輸出的右刀架。為滿(mǎn)足粗加工需求,研發(fā)輸出10 000N·m轉(zhuǎn)矩、可安裝1 400mm直徑外銑刀盤(pán)的右刀架。右刀架可沿Y軸進(jìn)行旋轉(zhuǎn)或直線(xiàn)運(yùn)動(dòng)。右刀架通過(guò)齒盤(pán)鎖緊在右側(cè)掛箱上,旋轉(zhuǎn)后刀盤(pán)有3種姿態(tài),刀盤(pán)面向左、右為加工位置,刀盤(pán)面向下為左刀架加工工件右端時(shí),刀盤(pán)需停留在右主軸箱之上。刀盤(pán)面向下時(shí)也可更換小直徑面銑刀,配合沿Y軸方向進(jìn)行的直線(xiàn)運(yùn)動(dòng),進(jìn)行平面的銑削加工。有限元分析、三齒盤(pán)鎖緊機(jī)構(gòu)的優(yōu)化、刀架箱體選用高強(qiáng)度且抗振好的球墨鑄鐵,確保了右刀架功能的實(shí)現(xiàn)。
右刀架大直徑外銑刀盤(pán)(見(jiàn)圖10)解決了進(jìn)口機(jī)床在曲軸類(lèi)工件加工時(shí),棒銑刀進(jìn)行連桿頸的銑削時(shí),隨著曲軸回轉(zhuǎn)直徑的加大,刀具懸伸加大,剛性不足,無(wú)法實(shí)現(xiàn)粗加工且效率低的問(wèn)題。
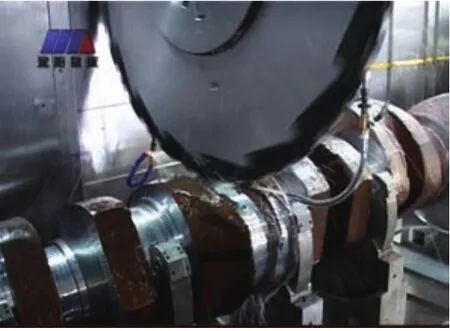
圖10 外銑刀盤(pán)
(5)右側(cè)掛箱(見(jiàn)圖11)。78kW的動(dòng)力電動(dòng)機(jī)經(jīng)齒型帶及自制雙速減速箱的減速后,可提供10 000N·m的輸出轉(zhuǎn)矩,根據(jù)用戶(hù)的不同需求,配置不同直徑的銑刀盤(pán),如直徑為1 400mm。右側(cè)掛箱在Y軸方向的運(yùn)動(dòng)
通過(guò)安裝在右側(cè)的伺服電動(dòng)機(jī)、減速機(jī)帶動(dòng)滾珠絲杠實(shí)現(xiàn)的;定點(diǎn)銑削時(shí),采用多個(gè)油缸壓板鎖緊Y軸,避免絲杠受力,保證機(jī)床的精度;550mm×675mm的大截面右側(cè)掛箱,為大功率輸出機(jī)構(gòu)提供了足夠的剛性保證。
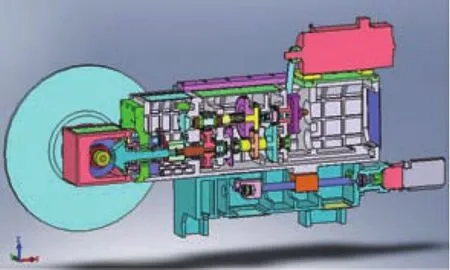
圖11 右側(cè)掛箱
(6)燕尾拖動(dòng)機(jī)構(gòu)(見(jiàn)圖12)。本文介紹的設(shè)備主要針對(duì)細(xì)長(zhǎng)軸類(lèi)零件加工。對(duì)于長(zhǎng)度在6m以上的零件,加工時(shí)可能要配2~4只中心架才能保證加工精度。當(dāng)多品種零件換產(chǎn)時(shí)或單一品種零件采用的中心架數(shù)量少時(shí),中心架間相對(duì)距離要發(fā)生變化,如果每個(gè)中心架均配備一套驅(qū)動(dòng)電動(dòng)機(jī),必將帶來(lái)設(shè)備成本高,機(jī)構(gòu)復(fù)雜,易干涉。
針對(duì)上述情況本文介紹的設(shè)備采用了專(zhuān)用的中心架燕尾拖動(dòng)機(jī)構(gòu):動(dòng)力電動(dòng)機(jī)、減速機(jī)固定在床身右端,驅(qū)動(dòng)長(zhǎng)達(dá)10m帶有插孔的燕尾齒條在固定于床身上的燕尾導(dǎo)軌上沿Z向運(yùn)動(dòng),配合中心架上的插銷(xiāo)機(jī)構(gòu)、檢測(cè)開(kāi)關(guān),實(shí)現(xiàn)對(duì)中心架、Z向位置的改變。長(zhǎng)達(dá)10m、截面積僅為120mm×80mm的燕尾副,由10段組成,對(duì)接接口在加載狀態(tài)下的變形量通過(guò)有限元分析獲得數(shù)據(jù),先期通過(guò)調(diào)整墊預(yù)先拉伸,避免了拖動(dòng)部件過(guò)程彈性變形帶來(lái)的抖動(dòng)。工藝對(duì)各段單件加工的一致性進(jìn)行嚴(yán)格控制,安裝時(shí)實(shí)施測(cè)量。每段燕尾導(dǎo)軌均設(shè)有潤(rùn)滑單元,確保運(yùn)動(dòng)順暢。開(kāi)發(fā)智能軟件,將每個(gè)燕尾齒條上插孔定義序號(hào),用戶(hù)僅需輸入零件型號(hào),即可獲知拖動(dòng)部件的順序及行程量。燕尾拖動(dòng)機(jī)構(gòu)技術(shù)是一種全新的設(shè)計(jì)理念,性?xún)r(jià)比高,已獲實(shí)用新專(zhuān)利。
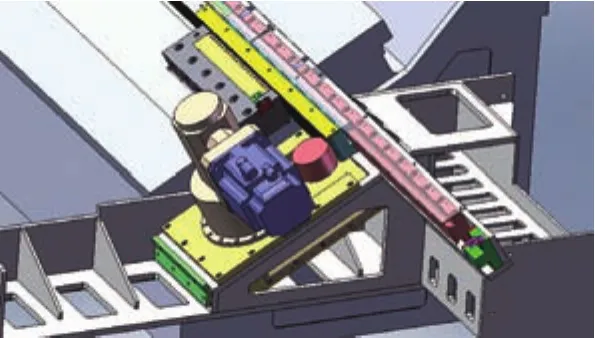
圖12 燕尾拖動(dòng)機(jī)構(gòu)
(7)自適應(yīng)控制技術(shù)。采用直徑1 400mm外銑刀盤(pán)粗加工如曲軸類(lèi)零件過(guò)程中,由于零件表皮硬度高,且余量不均,采用恒定切削參數(shù)易造成悶車(chē)或打刀,為此應(yīng)用了自適應(yīng)控制技術(shù):通過(guò)檢測(cè)銑削主軸的負(fù)載,運(yùn)用內(nèi)部的專(zhuān)家系統(tǒng)對(duì)采集的主軸負(fù)載信號(hào)和相應(yīng)的刀具及工件材料數(shù)據(jù)進(jìn)行分析處理,實(shí)時(shí)計(jì)算出機(jī)床最佳的進(jìn)給速率并應(yīng)用到銑削加工過(guò)程中,從而大幅度提高生產(chǎn)效率,并在加工過(guò)程中穩(wěn)定、連續(xù)、自動(dòng)的控制進(jìn)給速率,同時(shí)實(shí)現(xiàn)動(dòng)態(tài)的刀具及主軸保護(hù)功能。
在加工過(guò)程中,自適應(yīng)控制系統(tǒng)可以依據(jù)控制對(duì)象的輸入輸出數(shù)據(jù),進(jìn)行學(xué)習(xí)和再學(xué)習(xí),不斷地辯識(shí)模型參數(shù)并進(jìn)行修正。隨著生產(chǎn)過(guò)程的繼續(xù),模型會(huì)變得越來(lái)越準(zhǔn)確,最終將自身調(diào)整到一個(gè)最優(yōu)的工作狀態(tài),實(shí)現(xiàn)加工過(guò)程的優(yōu)化。
結(jié)語(yǔ)
從上述關(guān)于大型臥式車(chē)銑復(fù)合加工中心技術(shù)的論述可見(jiàn),無(wú)論從技術(shù)參數(shù)到性能均是具有較高的技術(shù)含量、獨(dú)到的創(chuàng)新性,值得推廣。
本文介紹的設(shè)備現(xiàn)在已有多位重要客戶(hù)。其性能在國(guó)內(nèi)機(jī)床行業(yè)屬于絕對(duì)領(lǐng)先地位。它的試制成功,打破了重點(diǎn)行業(yè)的大型、關(guān)鍵設(shè)備被國(guó)外機(jī)床壟斷的局面。它不但具有國(guó)外知名品牌的性能,并加以創(chuàng)新、提升,完全可以替代進(jìn)口機(jī)床取代傳統(tǒng)工藝,可以使國(guó)家重點(diǎn)行業(yè)的重要零部件的加工更上一個(gè)臺(tái)階。該機(jī)床還具有很好的性?xún)r(jià)比,因此可以為國(guó)家節(jié)約大量外匯,為企業(yè)節(jié)約大量資金,帶來(lái)可觀的經(jīng)濟(jì)效益,應(yīng)用前景十分廣闊。
收稿日期:(20150214)