車床改深孔鏜床方案探討
2015-02-19 07:47:11北方重工集團傳動設備分公司遼寧沈陽110027李艷秋于永江
金屬加工(冷加工) 2015年11期
關鍵詞:支架
■北方重工集團傳動設備分公司 (遼寧沈陽 110027) 李艷秋 張 穎 楊 輝 于永江
車床改深孔鏜床方案探討
■北方重工集團傳動設備分公司 (遼寧沈陽 110027) 李艷秋 張 穎 楊 輝 于永江
摘要:對臥式車床進行改造,裝上鏜孔裝置,并在車床主軸孔中裝上鏜刀桿,將臥式車床改造為鏜孔專用鏜床,不僅擴大了車床的使用范圍,保證了工件的加工精度要求,并且較好地解決了生產中的技術難題,取得了良好的經濟效益。

隨著現在工業的迅速發展,機械產品的結構、形狀和材料不斷地發生變化,產品的加工精度也不斷地提高,要求機床設備要具有較高的靈活性和通用性,以適應生產對象的頻繁變化的需要。傳統的加工工藝是在將工件裝夾在鏜床上,工件不動,在鏜床鏜刀桿上裝上鏜刀,鏜刀旋轉并軸向進給進行加工,但這樣生產效率低,生產成品高,為了解決以上問題,通過對CW61125車床部分進行改造,將CW61125車床改為鏜深孔專用車床,同時改進了加工工藝,將鏜床鏜孔改為車床鏜孔。
1. 機床的基本結構和組成部件
在車床基礎上增加相應部件,以便達到鏜孔、擴孔和滾壓的目的。在加工時,被加工的工件旋轉,刀具完成進給,鏜孔時切削液經鏜桿尾端(鉆桿箱主軸尾部)進入鏜桿內孔、到達刀具切削區,潤滑、冷卻切削區,裹帶切屑在工件的床頭端經排屑斗流入切屑箱。粗鏜時,孔徑精度IT8-10,表面粗糙度值Ra=3.2~6.3μm。精鏜時,孔徑精度IT7-9,表面粗糙度值Ra=1.6~3.2μm。
機床的主要組成部分如下:
(1)床體部分。借用原CW61125車床床體,后端可接長床體,導軌面中頻淬火,整體通磨。
(2)床頭箱部分。借用原CW61125車床床頭箱,齒輪、軸承檢修,換件另計。
(3)鏜頭支架。采用兩個下半瓦結構,通過支撐套支撐鏜桿,正前面有按鈕板及儀表,幾乎包含了機床的所有運動的控制按鈕,因此,鏜頭支架也是機床的操作中心。機動快速裝置帶動鏜頭支架沿床體前后進給。如圖1所示為鏜刀桿裝配示意圖。刀桿上裝兩把可調鏜刀,圖中鏜刀4用于將工件上的孔粗鏜,精鏜刀5用于將工件上的孔精鏜,保證工件一次進給能進行粗、細加工。加工時,主軸帶動鏜刀轉動,工件橫向固定不發生變動,由車床托板沿縱向左移動,完成工件內孔粗、精加工。完成后,沿縱向向右退刀。
(4)拖板部分。鏜桿固定架固定在拖板上,是通過鎖緊套的方式與鏜桿聯接。當進給時,進給箱傳出動力以帶動絲杠,并使絲杠開始旋轉,旋轉的絲杠使杠上螺母沿軸向運動,軸向移動的螺母帶動拖板,達到拖板進給的目的。當拖板快速運動時,拖板后面的快速電動機驅動蝸輪付,帶動螺母旋轉,帶動拖板快速移動。當手動時,推上手輪中心的
推桿使兩個m2×17mm齒輪嚙合,轉動手輪驅動蝸輪付,帶動螺母旋轉,使拖板作軸向移動。手動和快速運動有微動開關互鎖。
(5)鏜刀桿的支架。鏜刀桿的支架分為上下兩個半瓦的結構,這樣的目的在于方便了鏜刀桿的更新和替換。鏜刀桿支架的作用在于輔助支承鏜桿。對于細長的鏜桿,需適當增加支架數量,它沿床身導軌移動是靠拖板帶動,也可以通過手動裝置帶動。
鏜刀的進給通過支架來實現,在床身中間部位安裝著進給絲杠,絲杠是由多節組合而成的,兩端由支架來支承,床身前面裝有齒條,并與手動裝置的齒輪嚙合,供移動中心架和鏜桿支架用(見圖2)。
(6)進給系統。進給箱安裝在床身的尾端,進給絲杠安裝在導軌之間的凹槽內。由交流伺服電動機驅動,絲杠可得到0.5~60r/min的無級調速,拖板得到5~600mm/min的速度。
(7)中心架、工件托架。借用原車床中心架、工件托架。
(8)切削液供應系統。切削液供應系統在機床的后面,主要的組成部分有油箱、輸油管、儲屑箱及泵站等。切削液的主要作用有兩點,第一點是冷卻的作用,第二點是清除切屑排往儲屑箱和油箱。冷卻系統的液壓是由1個電動機帶著1個齒輪泵組成,可提供300L/min的流量,具有冷卻過濾功能。
(9)排屑斗。增加專用的排屑斗,可把切屑和切削液自動排入切屑箱內,防止切削液的飛濺。
(10)電氣部分的控制系統。主要有電氣控制系統、電氣控制柜及驅動裝置等。
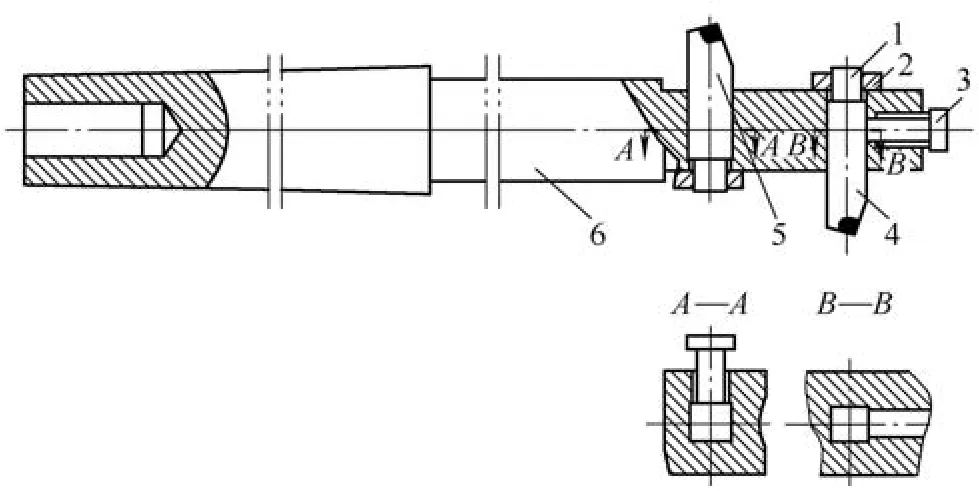
圖1 鏜刀桿裝配示意圖
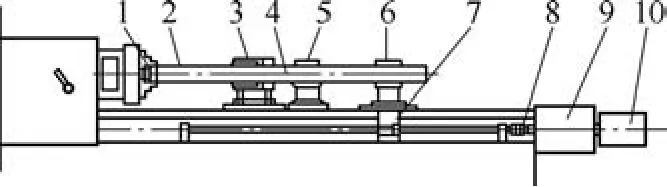
圖2 鏜刀進給裝置示意圖
2. 機床的基本技術參數
(1)鏜孔最大直徑:500mm;中心高度(從平導軌至主軸中心):同原機床;最大加工工件長度:4 000㎜;主電動機功率:與原車床相同;進給電動機功率:5kW;機床主軸級數、轉速:與原車床相同;拖板電動機:5kW、N=2 880r/min;進給速度范圍:0~600mm/min;拖板快速移動速度:2.8m/min;冷卻泵電動機:5kW、N=960r/min;冷卻系統額定壓力:0.36MPa;冷卻系統流量:200L/min。
(2)粗鏜時,孔徑精度:IT8-10,表面粗糙度值:Ra=3.2~6.3μm;精鏜時,孔徑精度:IT7-9,表面粗糙度值:Ra=1.6~3.2μm。
(3)進給速度:根據加工的具體情況而確定,一般在10~60mm/min;切削速度:一般是根據材料的硬度、刀具設計的結構及被加工工件的材質確定,一般在60~90m/min。加工現場如圖3所示。
3. 結語
該設備通過改裝后更加簡單易行,不需要花費太多資金,利用原有的普通設備,使得原有設備通過挖掘潛能再次利用,擴大了車床的使用范圍,提高了機床的利用率,因而使生產效率得到了大大的提高,同時也降低了生產工人的機械勞動強度,降低了生產的成本,在實際應用時產生了很好的加工效果和良好的經濟效益。
收稿日期:(20150209)
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55