簡單實用的數控車削方式
2015-02-20 08:59:26南陽市紅陽鍛造有限公司河南473000
金屬加工(冷加工) 2015年2期
關鍵詞:產品
■南陽市紅陽鍛造有限公司 (河南 473000) 王 玲
簡單實用的數控車削方式
■南陽市紅陽鍛造有限公司 (河南 473000) 王 玲
摘要:介紹了一種簡單實用的數控車削加工方式,作為一種經驗技巧,縮短了加工時間,提高了生產效率。
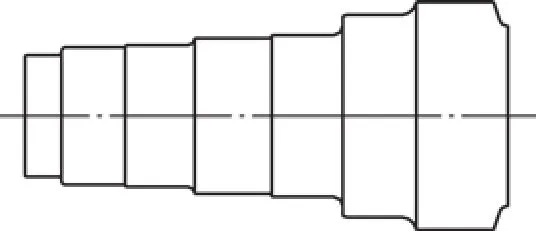
圖1
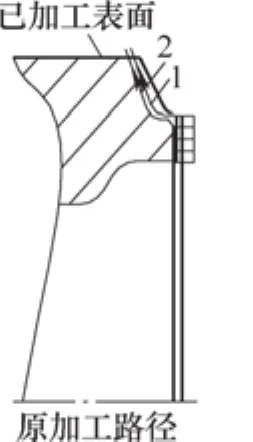
圖2
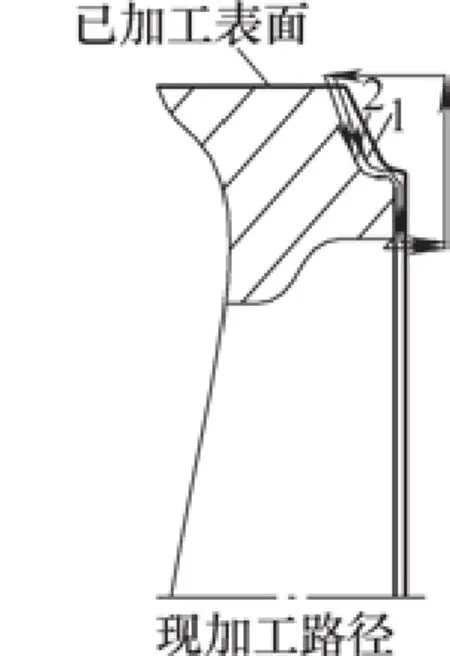
圖3
我公司是生產工程機械支承軸(見圖1)的專業生產廠。支承軸粗加工工序為鉆中心孔、車外形、車大端外形及鉆孔。在粗加工過程中我們一直被一個問題所困惑,那就是車大端外形時(見圖2)刀具的壽命低,一個刀尖只能加工10余件產品左右,經常更換刀具影響了生產效率。為此我們分析了刀具不耐用的原因是由于產品在沖壓時大端面存在凸凹不平現象及氧化皮,數控程序路徑大端面采用的是矩形循環走刀路線,其斜面和圓弧采用的是封閉輪廓復合循環走刀路線,導致刀尖與產品毛坯的氧化皮相接觸,其切削為斷續切削,從而造成刀尖極易磨損和崩刃。通過試驗,將刀具改為左偏刀,數控程序路徑改為封閉輪廓復合循環走刀路線(見圖3),由于大外圓為已加工表面,避免了刀具刀尖與毛坯的氧化皮相接觸,且減少了空走刀時間,二個循環就可完成此工序的加工。采取這一措施后,一個刀尖能加工100余件產品,用過的舊刀片(要適當地修復)裝在右偏刀上還可繼續使用,大大提高了刀具的利用率,加工時間與原加工時間相比減少了1/4,提高了產品的生產效率。
收稿日期:(20140817)
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
