鑰匙形白酒開瓶器沖壓排樣工藝優化
2015-02-25 05:26:40四川職業技術學院機械工程系李小明成都正欣精密模具有限公司設計部鄒林
金屬加工(熱加工) 2015年15期
■四川職業技術學院機械工程系 李小明■成都正欣精密模具有限公司設計部 鄒林
鑰匙形白酒開瓶器沖壓排樣工藝優化
■四川職業技術學院機械工程系李小明
■成都正欣精密模具有限公司設計部 鄒林
摘要:通過分析鑰匙形開瓶器沖壓件質量缺陷,對其原來的沖壓排樣工藝進行優化,提出新的排樣方案,經過生產實踐證明,優化后的排樣方案可以保證沖壓件質量,達到用戶要求,取得良好效果。
圖1為某白酒企業一沖壓件產品結構,該零件是某系列白酒瓶蓋開瓶器,外形似鑰匙,結構形狀較為簡單,正面壓有花紋,背面為企業商標,材料為冷軋鋼板ST12,厚2.0mm。因用于開啟瓶蓋,無毛刺面要求,尺寸精度要求不是很高,但外形精度要求較為嚴格,要求商標字體和壓花紋清晰,大批量生產。
1. 質量缺陷分析
零件形狀簡單,尺寸精度要求不高,大批量生產,為提高效率,該沖壓件采用級進模沖壓成形,采用公稱壓力為110kN的高
速壓力機成形,其沖壓工序主要有:①沖孔(引導針定位孔)。②沖形(壓字體和花紋)。③落料(制件)。④切斷(廢料帶切斷)。為保證模具強度,在必要的相鄰工序之間增加了空工位,采用有廢料對排方案,工序排樣類型采用落料型排樣,如圖2所示。
該方案所設計模具生產的產品如圖3所示,其沖壓制品通過檢測發現正面壓花紋局部深度尺寸不夠,圖案不清晰,經過仔細檢查工藝設計和排樣方案發現,因壓力機壓力不夠,只有110kN,且采用落料型排樣,壓花紋周圍沒有沖出空間,導致在壓印花紋時,材料受擠壓阻力大,阻礙了材料的延展,最終導致花紋圖案不清晰。
2. 工藝優化
經上述分析,并根據工廠現有壓力機設備情況,我們將原排樣方案由落料型工序排樣改為切邊型工序排樣,將開瓶器外輪廓分解,在不同工位上分段逐次沖切,再壓印出花紋圖案和商標文字,在最末一個工位通過沖切工序件外形的最后一段輪廓處的廢料,使工件與條料分離,工件留在凹模上。因此,壓印時在現有壓力機噸位下,由于在壓印花紋之前就將其周圍材料切除,不會造成材料延展阻礙,從而保證花紋圖案的深度尺寸一致,圖案輪廓清晰。改進后的切邊型工序排樣及產品如圖4、圖5所示。通過對原沖壓工藝排樣方案的優化,修改模具結構后,其產品質量達到用戶要求。
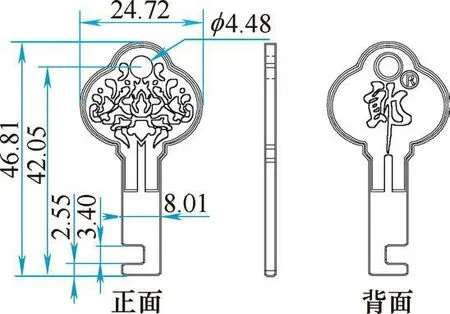
圖1 沖壓件結構

圖2 落料型排樣
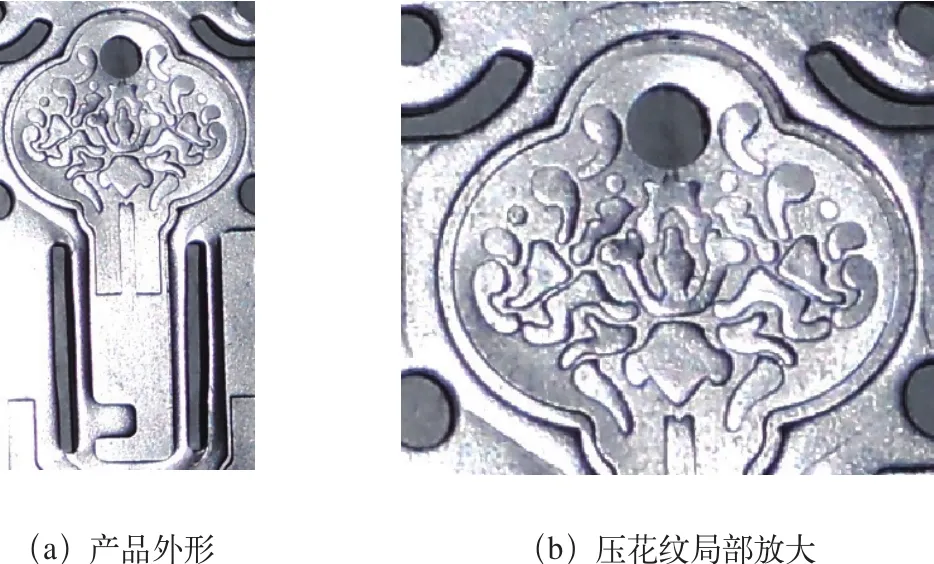
圖3 沖壓產品
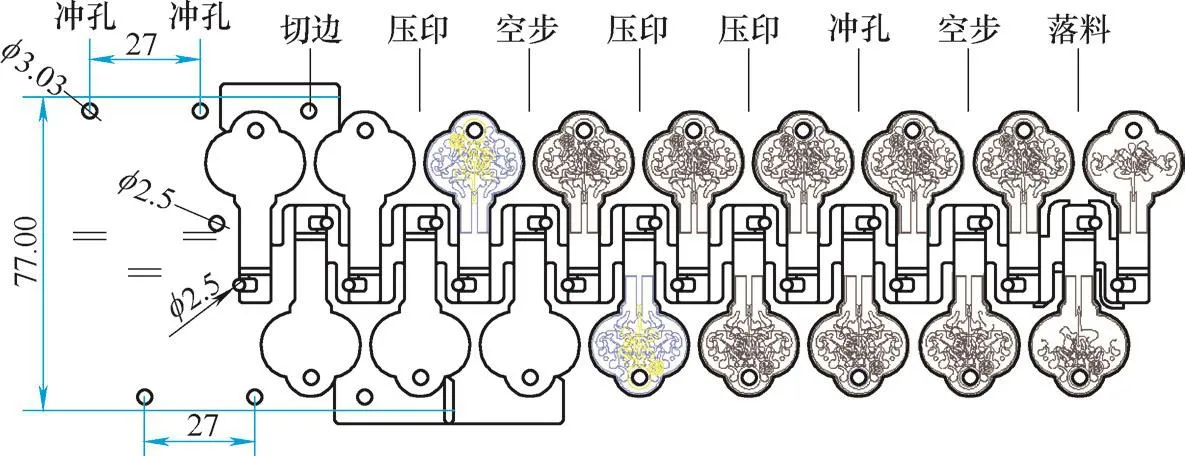
圖4 切邊型排樣
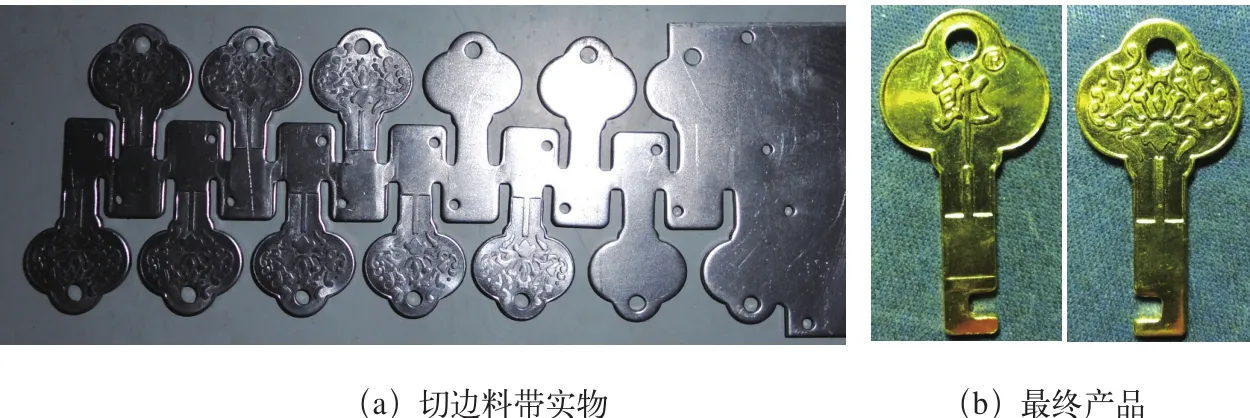
圖5 產品
20150701
