液壓擠壓毛坯過程特點(diǎn)
2015-02-25 05:26:43上海樺廈實(shí)業(yè)有限公司蔡徐偉唐麗琴上海保捷汽車零部件鍛壓有限公司趙峰冰王佳佳馮楊
金屬加工(熱加工) 2015年15期
關(guān)鍵詞:變形
■上海樺廈實(shí)業(yè)有限公司 蔡徐偉,唐麗琴■上海保捷汽車零部件鍛壓有限公司 趙峰冰,王佳佳,馮楊
液壓擠壓毛坯過程特點(diǎn)
■上海樺廈實(shí)業(yè)有限公司蔡徐偉,唐麗琴
■上海保捷汽車零部件鍛壓有限公司 趙峰冰,王佳佳,馮楊
在壓力加工過程中,這些材料黏附在模具上,造成材料變形不均,在制造零件表面形成缺陷。現(xiàn)在有一系列方法減少變形工藝不均勻性:減小模具工作表面接觸摩擦影響,補(bǔ)充處理毛坯表面等。由于變形材料和模具間有潤滑層隔開,能夠降低外摩擦影響。此方法在液體擠壓中應(yīng)用,為的是降低擠壓應(yīng)力并提高模具壽命。在《鍛模設(shè)計技術(shù)及實(shí)例》中說明了在積極摩擦力作用下,提高金屬塑性并保證變形均勻性。在擠壓周期終了,當(dāng)擠壓零件突發(fā)事故時,擠壓行程不可控性是液壓擠壓缺陷之一。為提高毛坯在變形過程中位移的可操作性,采用液力擠壓方法,計算在擠壓中高壓液體作用的壓力與機(jī)械力。
1. 工作目的
由于潤滑層厚度對毛坯應(yīng)力、應(yīng)變狀態(tài)及力能參數(shù)有巨大影響,因此選擇最佳潤滑層厚度順利實(shí)施液壓擠壓是非常必要的。
現(xiàn)在工作的目的:研究進(jìn)行液體擠壓時力能參數(shù)和毛坯潤滑層厚度,以保證降低擠壓力并沿著毛坯截面減少變形不均勻。給出兩個擠壓過程工程分析比較案例:常規(guī)正擠壓和液體擠壓(見圖1)。其中模擬材料選擇硬鋁合金2A12。
2. 過程分析
使用整套模擬軟件DEFORM—2D對正擠壓和液壓擠壓進(jìn)行模擬,以確定軸對稱毛坯在室溫20℃下等溫擠壓力。擠壓桶直徑Dj=30mm,凹模口工作帶直徑10mm。
因此,在DEFORM—2D整套基本數(shù)據(jù)庫里沒有2A12抗拉強(qiáng)度曲線,所以據(jù)其物理—力學(xué)性能選擇了相近國外類似鋁合金2024,數(shù)據(jù)庫中有其強(qiáng)度曲線。有關(guān)文獻(xiàn)給出潤滑材料流變性能。
毛坯正擠壓模擬時劃分成1500個單元,而在液體擠壓和潤滑層厚度模擬時對應(yīng)分成1000個和500個單元。模擬時設(shè)備為液壓機(jī),凸模位移速度0.1mm/s。在液體擠壓時使毛坯和擠壓桶對應(yīng)半徑Rm和Rj變形。擠壓力和變形節(jié)距關(guān)系如圖2所示。
正擠壓過程模擬結(jié)果對應(yīng)該過程的典型曲線如圖2a所示。按照變形規(guī)范建立壓力為29.5kN。
對應(yīng)半徑比Rm/Rj=0.8條件下液力擠壓過程可以分成兩個階段:第一階段毛坯在凹模中發(fā)生變形,擠壓力33kN;第二階段為設(shè)定規(guī)范過程出口,擠壓力降低到25kN(見圖2b)。
同時,毛坯在變形區(qū)域第二階段減小變形,潤滑層流動開始超過毛坯表面層流動,因此,擠壓過程具有積極摩擦力的作用。圖2b(進(jìn)入凹模錐形部分)直徑截面變形開始區(qū)域,毛坯與潤滑層有個分離界面。
在Rm/Rj=0.85條件下,液力擠壓過程增加了毛坯在凹模中擠壓持續(xù)性,與正擠壓相比,按設(shè)定規(guī)范擠壓力降低到27.5kN(見圖2c)。潤滑層流動速度甚至超過毛坯表層流動速度,產(chǎn)生了積極摩擦力。

圖1 擠壓實(shí)例
在Rm/Rj=0.9條件下,液壓擠壓過程增加了毛坯在凹模中擠壓
的持續(xù)性。與正擠壓相比,按設(shè)定規(guī)范擠壓力降低到29kN(見圖2d)。但在此情況下,潤滑層的流動速度略低于毛坯表層流動速度。因此,在第二階段擠壓力得到增加(凹模頂出工件完成)。這可通過毛坯變形區(qū)域擴(kuò)大和毛坯進(jìn)入凹模錐形區(qū)域前就被吸入變形區(qū)域來解釋(見圖2d右側(cè)箭頭所示)。
分析毛坯截面應(yīng)力分布圖模擬結(jié)果可得出如下結(jié)論:在規(guī)定變形規(guī)范條件下,在Rm/Rj=0.9時,液壓擠壓零件表面將形成裂紋。出現(xiàn)缺陷的同時,在按規(guī)范擠壓時毛坯表層金屬位移速度低于中心。擠壓件表層就會出現(xiàn)拉應(yīng)力和毛坯心部的金屬爆裂。
為消除所指出的缺陷和提高零件質(zhì)量,提出降低擠壓速度或安裝輔助凹模以阻止過大拉應(yīng)力值,保證必需的阻力以消除形成類似缺陷。第一種方法缺陷是降低了擠壓過程生產(chǎn)率仍保存在變形不均勻的缺點(diǎn);而第二種方法提高了模具裝備復(fù)雜性。另外,研究了與潤滑層厚度有關(guān)沿著毛坯各種截面不均勻變形過程。最小不均勻變形在液力擠壓條件下半徑的比值Rm/Rj=0.85,最大是在常規(guī)正擠壓條件下。在變形最小不均勻判據(jù)基礎(chǔ)上確定潤滑層的最佳厚度。
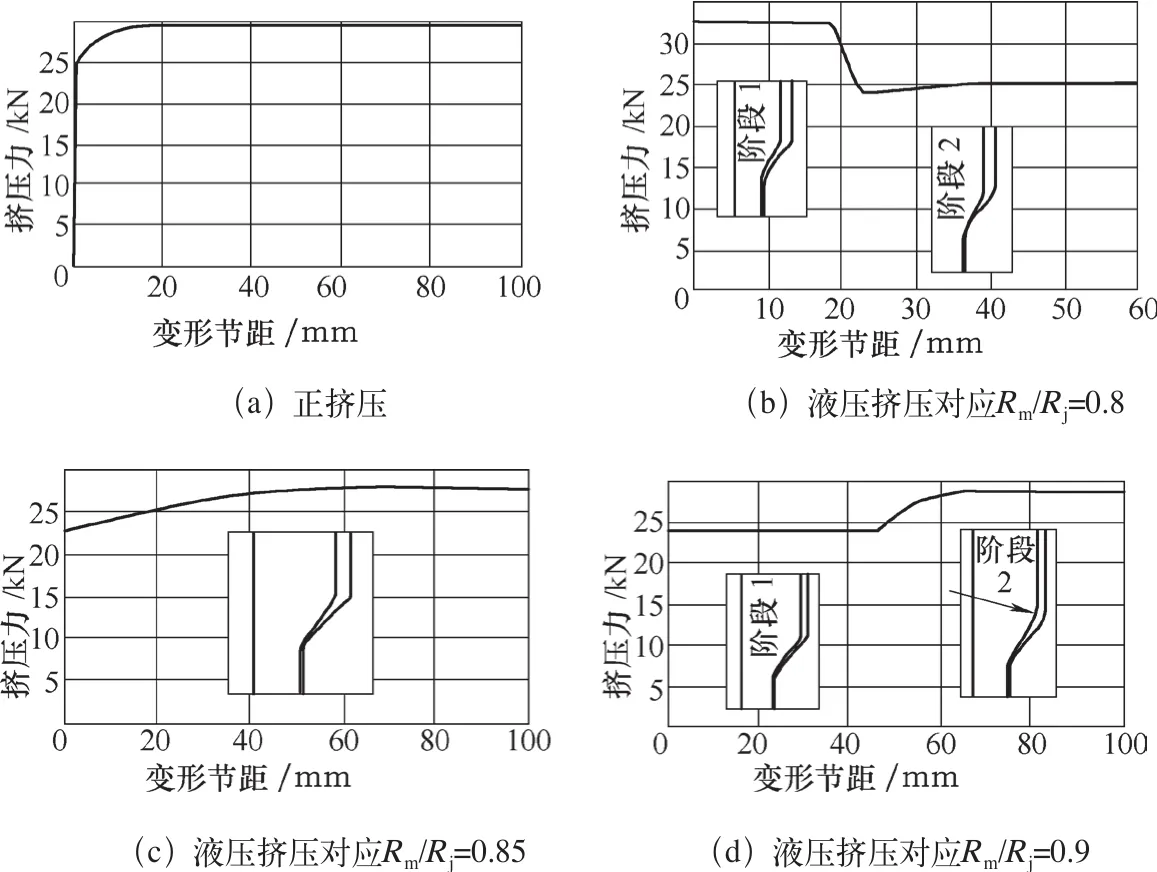
圖2 正擠壓和液體擠壓下擠壓力與變形節(jié)距的關(guān)系
20150628
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
