推桿尾鍛造工藝研究
2015-02-25 05:26:46山東礦機集團萊蕪煤機有限公司孫建華
金屬加工(熱加工) 2015年15期
關鍵詞:工藝
■山東礦機集團萊蕪煤機有限公司 孫建華
推桿尾鍛造工藝研究
■山東礦機集團萊蕪煤機有限公司 孫建華

摘要:通過對推桿尾鍛造工藝分析,制訂了仿形氣割制坯方法,解決了制坯及預鍛兩個難題,同時減少一臺用于預鍛的鍛造80MN摩擦壓力機,節省了一套預鍛鍛模,起到較好效果。
推桿尾是煤礦機械液壓支架重要受力部件,原毛坯為鑄件,產品加工過程中出現砂眼、氣孔、疏松及偏析等缺陷,產品內在質量差,導致產品合格率很低。同時,由于產品內部鑄造組織導致綜合力學性能低于鍛件,滿足不了使用要求。為提高該產品內在質量及綜合力學性能,滿足產品使用要求,決定將原鑄造毛坯改為模鍛件毛坯。
鍛件如圖1所示,選用材質27SiMn。從圖中可以看出該產品外形尺寸較大,且外形輪廓較復雜,呈L形。經理論計算鍛件凈重206kg,屬于大型較復雜模鍛件。
1. 鍛壓設備噸位的確定
我公司主要大噸位鍛壓設備以摩擦壓力機為主,采用在摩擦壓力機上鍛造該產品,模鍛力計算如下
P=(17.5~28)KF
式中P——模鍛力(kN);
F——鍛件總變形面積,包括鍛件面積、毛邊面積、連皮面積為2989.52cm2;
K——鋼種系數,材質為合
金結構鋼,取1.25。
根據以上計算結果,選取80M N摩擦壓力機,計算得P=65395.75~104633.2kN。
2. 模鍛工藝選擇
從圖1中可看出,鍛件沿長度719mm尺寸方向上截面落差較大,桿部細長,頭部外部輪廓大體上呈扁長方形,但是沿485mm尺寸方向中部有較大深度凹檔,截面變化也較大,再考慮到鍛件重量大等因素,該鍛件成形難度較大。
按照鍛件圖樣尺寸進行鍛造工藝分析,制訂其模鍛工步為:下料→加熱→制坯→加熱→預鍛→終鍛→切邊。從鍛造工步可看出,該產品成形的關鍵是制坯及預鍛。
制坯:由于該鍛件截面變化較大,外形為非對稱圖形等特點,按照材料體積分配原則,制坯外形需盡量接近鍛件外形,這樣既能保證鍛件各部分飽滿成形,又能保證材料為合理的消耗重量。但由于該鍛件外形特點,鍛件重量又很大,按照常規自由鍛制坯方式,從工藝上來說難度非常大。
預鍛:鍛件圖1中顯示,485mm尺寸方向上凹檔窄且深,將導致鍛造時該處金屬流動劇烈,容易產生折疊等缺陷,因此必須采取預鍛,在預鍛型腔上此處增加劈料臺,將此處料劈開。但如果要采取預鍛工步,由于該鍛件外形尺寸較大,在同一鍛模分型面上布置預鍛型腔和終鍛型腔兩個型腔是不可能的,況且,由于摩擦壓力機抗偏載能力較差,也不宜在同一鍛模上采用預鍛。因此,為解決預鍛問題就必須要增加一臺80MN摩擦壓力機,如果這樣將導致設備投資很大,同時還要增加一套預鍛模,結果會導致產品成本的增加。
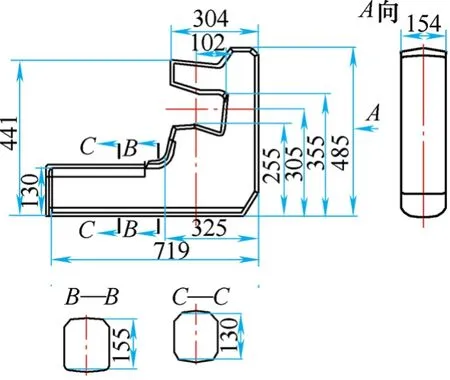
圖1 鍛件
綜上所述,按照常規方法解決該鍛件的制坯及預鍛問題難度很大,必須通過其他非常規工藝手段來解決這兩個問題。經仔細分析,制訂了仿形氣割制坯工藝方法,其模鍛工步為:下料(帶鋸)→加熱(天然氣加熱爐)→制坯(3t自由鍛錘)→仿形氣割(預鍛,一件毛坯割為二件)→二次加熱(天然氣加熱爐)→終鍛(80MN摩擦壓力機)→切邊(10MN油壓機)。
具體制坯工藝制訂方法為:
(1)按鍛件外形尺寸單邊縮小5mm,得到其縮小的鍛件外形尺寸作為制坯輪廓尺寸,并計算出其橫向截面積約為163 663.62mm2,如圖2所示。
(2)根據鍛件重量加上飛邊重量、凹檔處連皮重量及一火次火耗重量得到制坯坯料總重量,計算出坯料厚度為175mm。
(3)將圖2首尾相連,相連處預留3mm割縫,即按照圖3圖形排列就可得出預制坯寬度尺寸,這樣預制坯料的長、寬、高尺寸就都確定了。
(4)預制坯尺寸確定后,按照確定尺寸在自由鍛錘上鍛出坯料。
(5)按照圖3虛線氣割,將坯料氣割為兩件,得到兩件預鍛件。
該工藝過程優點為:
第一,制坯及預鍛兩個問題順利解決。通過自由鍛預制坯仿形氣割工藝,不但解決了鍛件制坯問題,同時解決了鍛件預鍛問題,可謂“一箭雙雕”。
第二,鍛模壽命大幅提高。由于通過仿形氣割后的“預鍛件”和鍛件外形輪廓完全一致,終鍛時金屬流動量小,減小了由于金屬流動對型腔壁的磨損,使模具壽命大幅提高。
第三,終鍛所需設備成形力小。由于氣割預鍛件比終鍛件外形輪廓“瘦”一些,厚度上高一些,體積模鍛為鐓粗成形,所需設備成形力較小一些。
第四,降低設備投入。由于不需預鍛,減少一道預鍛工序,減少一道預鍛設備投入。
第五,降低模具投入。由于預鍛通過氣割解決,減少一套預鍛模具投入,降低模具投入費用,鍛件成本大幅降低。
3. 模具設計
(1)鍛模結構確定由于該鍛件外形尺寸較大,為增加模塊強度,鍛模設計采用燕尾式整體結構,如圖4所示。鍛模采用斜楔緊固在上下模座內。為平衡鍛模產生錯移力,在模塊的4個角上設置鎖扣導向來保證導向精度。
(2)終鍛型腔布置由于該鍛件外形為非對稱結構,其終鍛型腔包括飛邊橋部部分的鍛模模膛中心位置的確定非常關鍵,必須使鍛模模膛中心和鍛模中心重合或盡量接近,否則終鍛偏心力矩,將造成上下模產生較大錯移力導致鍛件錯移量超差,產生不良品。
鍛模模膛中心就是其終鍛型腔包括飛邊橋部部分在分模面上投影面積的質心,其位置確定具體的辦法,一般是用樣板吊線實測的方法,但是這樣的方法只能是近似的,誤差較大。經過實踐,采用三維造型法確定面心,相比吊線法不僅簡便且精度高,就是先通過UG三維造型出熱鍛件及飛邊橋部實體,然后通過UG軟件工具欄查找功能確定質心位置,如圖5所示。
4. 試制
模具按照設計方案加工完成后,按以上工藝方案試制,獲得成功,下料重223kg,鍛件凈重206.5kg,飛邊重10.5kg,火耗6kg,樣件經檢測完全符合鍛件要求,生產出符合用戶要求的推桿尾鍛件,如圖6所示。
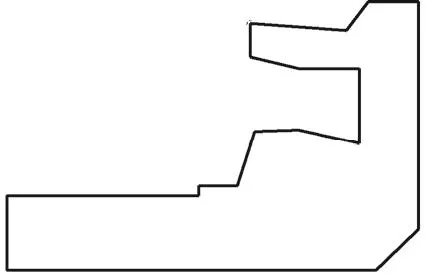
圖2 坯料外形
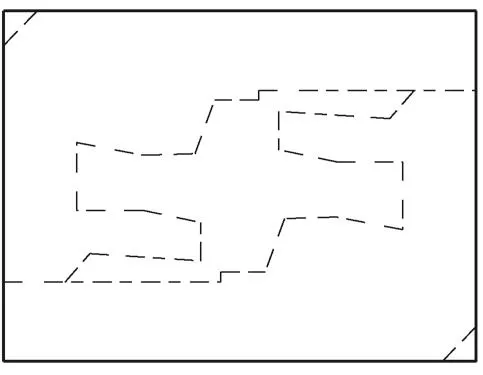
圖3
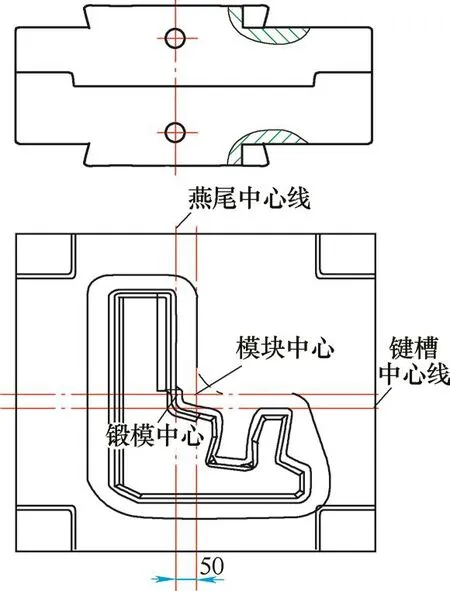
圖4 鍛模
生產中注意的問題:
(1)氣割時一定要注意調整切割火焰,保證切割面質量,不能產生較深的溝槽,同時要將
渣子清理干凈。
(2)由于終鍛要經過二次加熱,坯料氧化較嚴重,因此坯料在放入模膛之前一定要將氧化皮清理干凈,防止鍛件表面產生氧化皮凹坑。
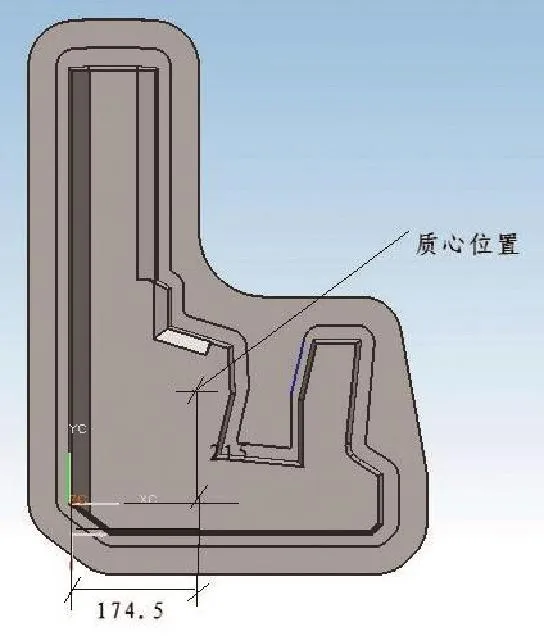
圖5 質心確定

圖6 推桿尾鍛件
5. 結語
推桿尾鍛件重量大、外形尺寸大、截面積變化大且有較大深度凹檔,如采用普通鍛造工藝,制坯困難,預鍛需增加一臺設備,導致產品鍛造成本偏高。采用自由鍛制坯后與氣割相結合的制坯工藝方法,既解決了制坯難題,也解決了預鍛問題,所謂一舉兩得,取得了較好效果。
20150708
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
