網帶式單板干燥節能監控系統的研究
2015-02-28 00:37:36梅玉春張建平
應用能源技術 2015年7期
關鍵詞:系統
呂 坤,梅玉春,張建平
(南京林業大學,南京 210037)
網帶式單板干燥節能監控系統的研究
呂 坤,梅玉春,張建平
(南京林業大學,南京 210037)
介紹了網帶式單板干燥節能監控系統的原理及構成,結合余熱回收和蒸汽梯級利用兩套節能工藝,用PLC作為主控設備組建自動控制系統。筆者提出了可行的控制方案實現單板干燥節能工藝的自動化,結合觸摸屏實現了工藝參數的實時監控,利用監控到的工藝參數計算單板干燥的能耗狀況以及能源使用效率,并在觸摸屏上加以顯示, 清晰直觀地顯示節能效果,便于節能工藝的改進。
單板干燥;節能;PLC;觸摸屏
0 引 言
網帶式單板干燥機是膠合板、單板層積材、飾面板等單板類產品生產過程中耗能最大的熱工設備,其熱能消耗占全部生產熱能消耗的70%以上,它的熱能利用合理與否,將直接對生產成本和生產效率產生影響[1]。目前我國已成為世界上膠合板生產大國,但是從生產技術水平的層面上講,我國與世界先進的生產技術水平還存在著不小的差距。由于國內的膠合板生產以中小型企業為主,沒有能力對設備進行優化配置,而且生產工藝的落后也導致能源利用效率低下,造成大量能源浪費。因此,對網帶式單板干燥機進行節能改造就顯得尤為必要。
常建民和徐瑞玉[2]通過對單板干燥機熱能利用分析,認為可以通過以下途徑來提高干燥機的熱能利用效率:增加干燥機內的濕空氣循環次數,預熱進氣和干燥單板;有效利用排氣和凝結水的余熱;減少機內傳熱和氣體混合引起的損失;減小供入干燥機蒸汽的熱能能級與干燥單板所需熱能能級之差。周平[3]認為目前國內運行的單板干燥機對網帶速度、風量、介質溫度、濕度的控制仍處于手動狀態,只能單一地控制其中某些參數,應該采用自動控制技術來控制干燥機內的風速、相對濕度、溫度,從而利用最少的能量來獲得最大的干燥速度和最佳的干燥質量。
文中對網帶式單板干燥機節能作了相關監控系統的研究,期望研究結果對相關膠合板生產企業能有所借鑒,為企業節能降耗,降低企業成本,提高企業經濟效益能有所幫助。
1 單板干燥機節能監控方案
整個節能監控系統包括三個組成部分,分別是單板干燥機控制系統、余熱回收控制系統、蒸汽梯級利用控制系統,圖1為單板干燥機節能監控方案圖。
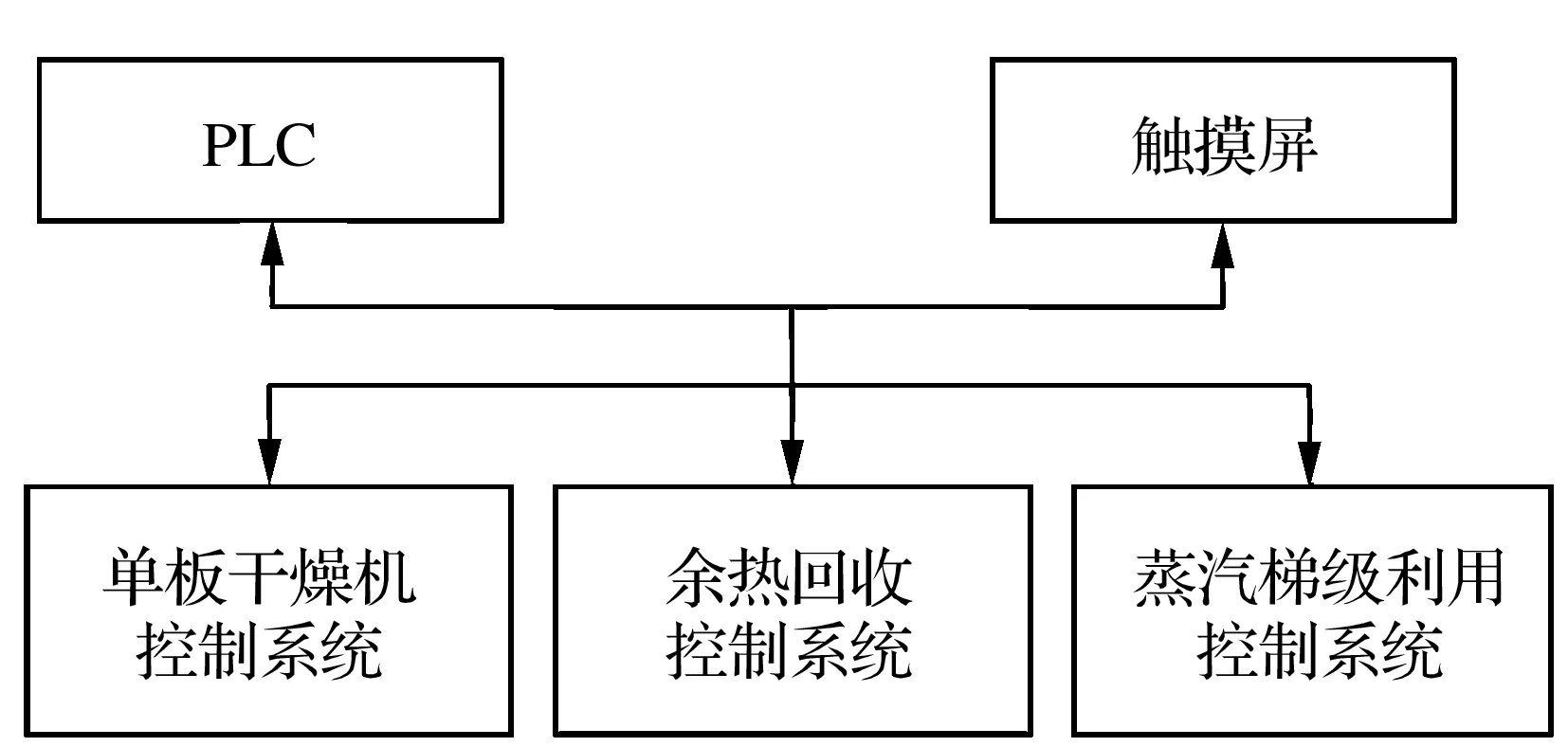
圖1 單板干燥機節能監控方案
單板干燥機控制系統主要由干燥機主體、網帶電機、風機以及變頻器組成,實現對網帶及風機的變頻調速,根據單板含水率在線檢測設備提供的單板含水率檢測信號調節網帶的運行速度。單板干燥室內設有溫濕度傳感器,根據溫濕度信號控制干燥室溫度與排氣除濕;余熱回收系統主要由熱管換熱器、風機、熱泵等組成,環境空氣與尾氣在熱管中對流換熱實現尾氣的余熱回收,尾氣換熱后進入熱泵系統的蒸發器進一步回收低品質熱量,預熱后的新空氣進入熱泵冷凝器利用回收后的熱量對其進一步預熱升溫;蒸汽梯級利用系統主要由凝結水箱、汽水分離器、二次蒸發器、蒸汽噴射器等組成,實現蒸汽的梯級利用。
2 單板干燥機節能監控硬件構成
在工業自動化控制的領域內PLC還占據著核心的地位,PLC控制具有長期穩定性而且隨著各種新型功能模塊的發展,其控制功能越加完善。目前在國內的自動化進程中,PLC自動化控制備受青睞,有著很好的發展前景。本系統采用PLC作為主控設備,與傳感器件相結合,可以實現較高精度的測量與控制目的,圖2為單板干燥機節能監控系統硬件構成圖。
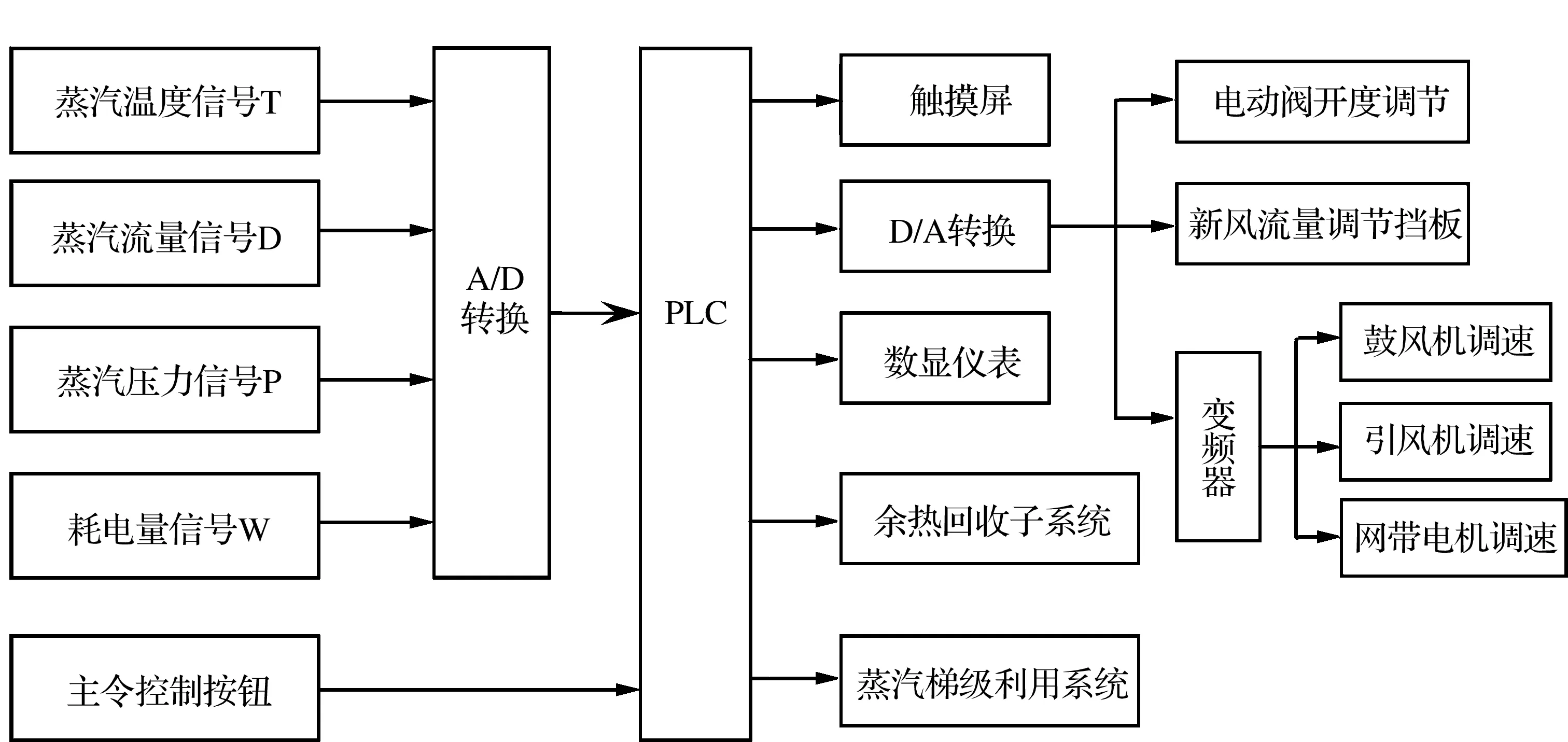
圖2 單板干燥機節能監控硬件構成
3 單板干燥機各系統控制要求及流程圖
此次設計的節能系統中包括三個部分的控制:余熱回收控制系統、蒸汽梯級利用控制系統以及單板干燥室的控制系統,具體的控制要求如下。
3.1余熱回收系統控制要求
余熱回收系統包括熱管換熱器余熱回收和熱泵余熱回收兩個部分,干燥室的尾氣先進入熱管實現尾氣余熱一次回收,換熱后的尾氣進入熱泵實現尾氣余熱二次回收,其中熱管換熱器余熱回收部分控制要求為:
(1)控制進入排濕廢氣潛熱回收系統的風量為3 500 m3/h,溫度控制在45 ℃左右(通過補充少量新風來調節)。
(2)風機均為變頻風機,可以控制所需要的風量。
熱泵余熱回收部分控制要求為:
(1)熱泵系統的啟停控制。考慮到氣候的影響,夏季環境溫度較高,當環境空氣達到30~35 ℃時進入熱管換熱后溫度已經達到理想狀況,這時不需要熱泵對預熱的環境空氣進一步升溫,系統自動關閉熱泵系統節省電能。
(2)熱泵的選用需注意壓縮機排氣壓力過高自動保護、壓縮機吸氣壓力過低自動保護、壓縮機停機后再次啟動延時保護、壓縮機潤滑油壓過低自動保護,另外蒸發器與冷凝器應具備溫度自動控制功能。對于自身無卸載機構的壓縮機,不希望壓縮機經常開開停停,可以采用熱氣旁通能量調節法,可將熱氣旁通閥與噴液閥配合使用。
3.2蒸汽梯級利用系統控制要求
(1)在蒸汽噴射器出口設有壓力變送器,根據噴射器出口的壓力信號來控制高壓蒸汽進口的電動閥門,以保證出口的壓力恒定在0.7 MPa左右。
(2)在中壓汽進口處設有溫度變送器,通過變送器與進水電動調節閥配合將溫度控制在164 ℃左右,最后一定溫度壓力的中壓蒸汽送入單板干燥機供汽管道中。
(3)在汽水分離器低壓蒸汽出口處設有壓力變送器,通過補充少量高壓蒸汽的方法(在汽水分離器上設有高壓蒸汽進汽閥)控制出口低壓蒸汽壓力不低于0.16 MPa。
3.3單板干燥機控制要求
實現對網帶運行速度的自動調節,在單板干燥室安裝含水率在線檢測設備,檢測到單板含水率高于12%時,降低網帶運行速度延長單板干燥時間以保證單板干燥質量;檢測到單板含水率低于12%時,加快網帶運行速度避免能源浪費,在保證單板干燥質量的同時,盡可能提高單板干燥速度,以提高單板干燥產量。
網帶式單板干燥節能監控系統將實現單板干燥機控制系統、余熱回收控制系統以及蒸汽梯級利用控制系統的聯鎖控制,控制過程中一些重要的工藝參數將會在觸摸屏中予以顯示,并通過觸摸屏實時監控尾氣以及蒸汽的溫度、壓力和流量。圖3為系統的控制流程圖,其中單板干燥機控制系統通過含水率檢測信號控制網帶運行速度,系統啟動后檢測到單板含水率高于12%降低網帶速度,小于12%加快網帶速度;余熱回收系統啟動后根據溫度探頭判斷環境溫度大小,環境溫度高于30 ℃不需要啟動熱泵系統,預熱空氣通過旁通管道直接進入干燥室,環境溫度小于30 ℃熱泵系統啟動。從熱管排出的尾氣溫度在45 ℃左右,熱泵啟動后判斷進入熱泵前尾氣溫度,尾氣溫度高于30 ℃打開補充新風閥門鼓入環境空氣降低尾氣溫度,當尾氣溫度降至30 ℃關閉閥門;蒸汽梯級利用系統啟動后,調整高壓進汽閥門開度保持噴射器出口蒸汽壓力為0.7 MPa,當蒸汽壓力小于0.7 MPa調大閥門開度,當蒸汽壓力大于0.7 MPa調小閥門開度,同理調整二次蒸發器出口蒸汽壓力為0.17 MPa。在蒸汽噴射器減溫段通過進水電動閥調節蒸汽噴射器出口蒸汽溫度為165 ℃,蒸汽溫度高于165 ℃打開進水電動閥門降低蒸汽溫度,當蒸汽溫度降至165 ℃時關閉閥門。
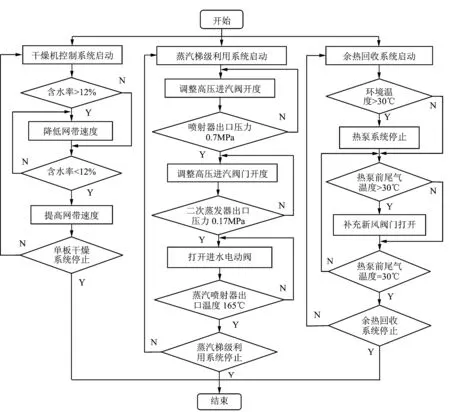
圖3 控制流程圖
4 監控系統的設計
在這次系統設計通過與主控設備配套的觸摸屏完成整個監控系統的設計,整個監控系統完成對單板干燥室、余熱回收以及蒸汽梯級利用系統工藝參數的監控,同時根據需要對一些參數進行數據以及數據曲線記錄以方便后續的研究分析。此外,監控系統還要完成對節能效果的實時顯示。干燥機運行工況的數據監控界面,如圖4所示。
設計監控系統時還相應地做出尾氣余熱回收系統監控界面以及蒸汽梯級利用的監控界面,最后做出一張節能效果實時顯示的界面。
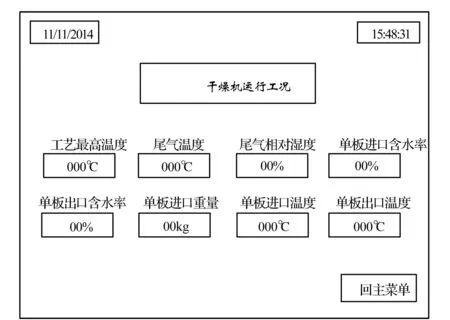
圖4 干燥機運行工況監控界面
5 結束語
(1)在這次單板干燥節能監控系統采用PLC作為主控設備,結和觸摸屏技術,充分利用PLC的優良的抗干擾能力,構造穩定的控制系統,使系統更加穩定、可靠。針對新的單板干燥余熱回收與蒸汽梯級利用節能工藝,針對其獨立的控制子系統,利用本測控系統實現設備聯鎖控制,使得測控系統能更為有效地運行。
(2)應用觸摸屏技術,使得人機界面更為友好,可對系統中的各初始參數實現隨時修改設定。并可對流量、溫度、濕度、單板含水率進行實時可視化監控與在線監測。同時還可對流量、溫度、濕度變化曲線進行有效記錄,為以后的研究留下數據基礎。
(3)通過本監控系統可以有助于獲取可靠的技術參數和最佳節能工藝參數,提高能源利用效率,減少能源浪費,獲得節能效益。此外還可以實現各個子系統的聯動和能源利用效率實時監測,同時可手動/自動控制切換,操作簡便,便于操作人員調試和控制,減少人力資源,降低生產成本。同時在保證單板干燥質量的同時,盡可能增加產量。
[1] 徐金梅, 韓晨靜, 呂建雄,等. 單板干燥機理及其影響因素研究進展[J]. 林業機械與木工設備, 2013, 41(6): 4-7.
[2] 常健民, 徐瑞玉. 單板干燥機的熱能利用分析[J]. 東北林業大學學報, 1990, 18(4): 74-79.
[3] 周 平. 提高單板干燥機效率降低能耗的芻議: 進口單板輥筒干燥機剖析[J]. 木材工業, 1995, 9(5): 33-36.
Energy-saving Monitoring System of Veneer Drying
LV Kun, MEI Yu-chun, ZHANG Jian-ping
(College of Wood Science & Technology, Nanjing Forestry University, Nanjing 210037,China)
Introduces the principle and structure of veneer drying energy-saving monitoring system, combined with two sets of energy-saving technology that were the use of waste heat recovery and steam cascade utilization, using PLC as the main control equipment to build the automatic control system. The author puts forward reasonable control scheme to realize the automation of energy-saving veneer drying, combining with the touch screen to realize the real-time monitoring of process parameters, using the monitoring process parameters to calculate the energy consumption status and energy efficiency of veneer drying, and display it on the touch screen, clear visual display of the energy-saving effect is convenient for the improvement of energy saving technology.
Veneer drying; Energy conservation; PLC; Touch screen
2015-05-27
2015-06-10
十二五國家科技支撐計劃“膠合板生產干燥節能技術”(2012BAD24B0304)
呂坤,男,碩士研究生,從事木材工業自動化控制系統研究。
10.3969/j.issn.1009-3230.2015.07.013
TP273
B
1009-3230(2015)07-0045-05
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
