RTM成型工藝對Cf/SiBCN陶瓷基復合材料性能的影響
2015-03-03 07:32:48曹臘梅徐彩虹益小蘇
材料工程 2015年6期
劉 偉,曹臘梅,王 嶺,徐彩虹,益小蘇
(1 北京航空材料研究院 先進高溫結構材料重點實驗室,北京 100095;2 北京航空材料研究院 先進復合材料重點實驗室,北京 100095;3 中國科學院 化學研究所,北京 100190)
?
RTM成型工藝對Cf/SiBCN陶瓷基復合材料性能的影響
劉 偉1,曹臘梅1,王 嶺2,徐彩虹3,益小蘇2
(1 北京航空材料研究院 先進高溫結構材料重點實驗室,北京 100095;2 北京航空材料研究院 先進復合材料重點實驗室,北京 100095;3 中國科學院 化學研究所,北京 100190)
采用流變儀研究了聚硼硅氮烷作為RTM樹脂的成型工藝性能,進而采用RTM工藝成型出復合材料坯體,再經過重復的浸漬-常壓裂解工藝制備了Cf/SiBCN陶瓷基復合材料,詳細研究了RTM成型缺陷對復合材料的厚度、密度以及力學性能等方面的影響。結果表明:聚硼硅氮烷完全滿足RTM成型工藝對流變性能的要求;RTM成型缺陷會進一步加劇復合材料的膨脹,使復合材料的厚度明顯增大;同時會降低浸漬裂解前期復合材料的密度;最終復合材料的抗彎強度和模量均略有降低。
RTM;SiBCN陶瓷;陶瓷基復合材料;聚硼硅氮烷
連續纖維增強陶瓷基復合材料因具有高比強、高比模、高可靠性、耐高溫、耐燒蝕和低密度等優異性能,具有替代金屬及其合金作為新一代高溫結構材料的潛力,各發達國家正在競相開展研究[1-4]。
目前陶瓷基復合材料的制備方法主要有化學氣相滲透法(CVI)、前驅體浸漬裂解法(PIP)、反應熔融滲透法(LSI)和漿料滲透熱壓法(SIHP)等[5]。其中,PIP法可以借鑒樹脂基復合材料成熟的成型工藝,尤其是樹脂傳遞模塑成型(RTM)工藝。樹脂傳遞模塑工藝不僅成型效率高、表面質量好,而且可用于復雜形狀構件的制備,被認為是21世紀復合材料生產領域的主導成型工藝之一[6]。在陶瓷基復合材料制備過程中采用RTM+PIP工藝(即在第一次浸漬時采用RTM工藝,后續采用傳統的PIP工藝),與全部采用PIP工藝相比,具有以下優勢:RTM工藝浸漬更加密實,氣孔率低,可以提高浸漬效率,有利于制件的快速定型;在大尺寸、大厚度以及復雜的結構件的成型方面更有優勢;前驅體浪費少,成型后整修工作量少。然而,盡管RTM工藝在樹脂基復合材料的制備方面已取得重要進展,但在陶瓷基復合材料的制備方面處于起步階段。
在各種陶瓷基復合材料基體中,SiBCN陶瓷由于其具有較好的高溫穩定、抗氧化和高溫蠕變等顯著的性能,受到各國研究者的廣泛關注[7-10]。1996年Nature雜志報道了Ralf Riedel 在SiBCN多元陶瓷方面的研究,報道稱該陶瓷可穩定到2000℃[11]。Butchereit等研究了SiBCN陶瓷的氧化動力學,結果表明:其氧化速率常數為0.059μm2/h,低于氣相沉積的SiC(0.095μm2/h);并且樣品在1500℃空氣中氧化100h質量只增加了0.2%[12]。Lee等在SiBCN基體中添加SiC填料,采用重復浸漬裂解工藝制備陶瓷塊體,研究表明:該陶瓷在氬氣氣氛中在經過2000℃熱處理10h后,其抗彎強度依然保持356MPa[13]。然而,目前已報道的SiBCN陶瓷前驅體多為固態,熔融后黏度較大,且對潮濕的空氣敏感,不適合作為基體制備纖維增強陶瓷基復合材料,相關的研究也較少。Lee等采用含硼小分子化合物與低黏度的聚硅氮烷共混作為SiBCN陶瓷前驅體,采用PIP方法制備了Cf/SiBCN陶瓷基復合材料。初步研究表明:其室溫抗彎強度為255MPa,在惰性氣氛下經過1700~2000℃高溫老化10h,強度明顯下降(70~43MPa)[14]。后來,他們在纖維預制體中預先混入了經過處理的SiC填料,因此顯著提高了復合材料的高溫性能,復合材料在惰性氣氛下經過1700℃處理10h后,其室溫強度保持率為96%,并呈非脆性斷裂;在1400℃,100MPa的載荷下負載60h后,其彎曲蠕變變形僅為0.25%。這些結果表明,SiBCN復合材料在超高溫結構材料領域具有很廣闊的應用前景[15]。然而該方法依然存在含硼小分子的低揮發性和對潮濕的空氣敏感等問題。另外,眾所周知,RTM成型過程中引入的氣孔等缺陷對樹脂基復合材料的性能產生很大的影響,然而這些氣孔對陶瓷基復合材料影響的研究,鮮見報道。
鑒于此,本工作以中國科學院化學研究所提供的聚硼硅氮烷作為SiBCN陶瓷的前驅體,采用流變等分析手段,詳細研究了其作為RTM樹脂的成型工藝性能,進而成型出復合材料坯體,并通過重復浸漬裂解制備Cf/SiBCN陶瓷基復合材料。并進一步研究RTM成型缺陷對陶瓷基復合材料厚度、密度以及力學性能等方面的影響,為采用RTM工藝成型制備陶瓷基復合材料提供指導。
1 實驗材料與方法
1.1 主要原料
聚硼硅氮烷為橙黃色黏稠狀液體,由中國科學院化學研究所提供。分析純的過氧化二異丙苯(DCP)作為其交聯劑,購于國藥集團公司。碳纖維為T300級平紋炭布,型號為CF3011,購于山東威海拓展纖維有限公司,其基本性能如表1所示,使用前經過高溫處理除去表面上漿劑。
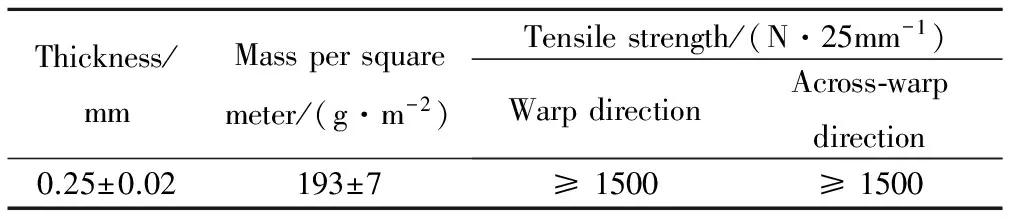
表1 碳纖維織物CF3011的性能
1.2 試樣制備
采用PIP法制備陶瓷基復合材料的路線圖如圖1所示。主要有預制體、RTM成型、重復浸漬和高溫裂解等步驟。首先,將碳纖維制成一定形狀的預制體,本實驗主要是由14層二維碳纖維布疊加而成,纖維體積分數約為50%;然后,采用RTM工藝在80℃將聚硼硅氮烷注入,并經過120℃/4h和170℃/2h將預制體固化成型,得到復合材料坯體;而后將其放入爐子中,在氬氣氣氛中常壓高溫裂解得到半成品;最后,對半成品進行重復的浸漬和裂解得到致密的陶瓷基復合材料。重復浸漬周期為8次,為了盡量避免對碳纖維的損傷,前期處理溫度較低,最后一次處理溫度較高,以完全轉化為陶瓷。因此,具體裂解工藝為:前7次以10℃/min的升溫速率升至800℃,保溫2h;第8次的處理溫度為1100℃,保溫2h。
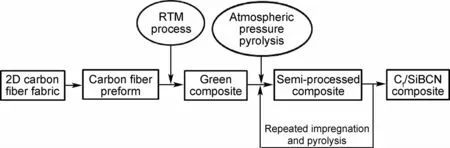
圖1 采用PIP工藝制備Cf/SiBCN復合材料路線圖Fig.1 Schematic manufacturing cycle of Cf/SiBCN composites by PIP
1.3 測試與表征
流變性能測試采用TA AR2000 平板流變儀測定,平板直徑為25mm。超聲波C-掃描檢測:利用聲反射板,測量穿過被檢測試樣的聲波衰減強度的情況,檢測設備是USIP-12型檢測裝置,Holosonic公司“5MHz, 4”型的檢測探頭。力學性能測試:將制備的Cf/SiBCN陶瓷基復合材料裁成60mm×6mm×3mm的樣條,采用CMT6104型微機控制電子萬能試驗機進行復合材料的力學性能測試,室溫三點彎曲強度測試跨距/厚度比為15,壓頭速率為0.5mm/min。掃描電鏡(SEM)表征:將樣品用導電膠帶固定在金屬樣品臺上,真空鍍金后,采用NOVA SEM430型場發射掃描電鏡在15kV的加速電壓觀察樣品形貌。
2 結果與討論
2.1 聚硼硅氮烷的流變性能
RTM成型過程是液態的樹脂在高填充模具中浸滲、流動的過程,為了能夠順利地充滿模具,對樹脂的流動性能有嚴格的要求。一般來說,RTM樹脂在注射溫度下的黏度越低越好,對于較大尺寸的構件,要求黏度低于250mPa·s;其次,要求樹脂在高填充模具里的流動黏度恒定,既不隨時間變化,也不隨空間位置變化。因此,要求RTM樹脂在較寬的溫度范圍內具有較低的黏度,從而具有較寬的加工窗口;同時該較低的黏度能夠保持較長的時間[16]。
圖2為聚硼硅氮烷的黏度-溫度曲線。從圖2可以看出,該SiBCN陶瓷前驅體室溫下為液態,黏度相對較高(20℃約800mPa·s),隨著溫度的升高其黏度顯著下降,直到60℃后黏度逐漸趨于穩定,在60~140℃ 范圍內具有較低的黏度,約100mPa·s,隨著溫度進一步升高,由于發生乙烯基聚合反應,其黏度迅速增加,直至不能流動。該前驅體的最低黏度滿足RTM成型要求,在較寬的溫度范圍內保持該黏度也為復合材料成型提供較大的操作空間。
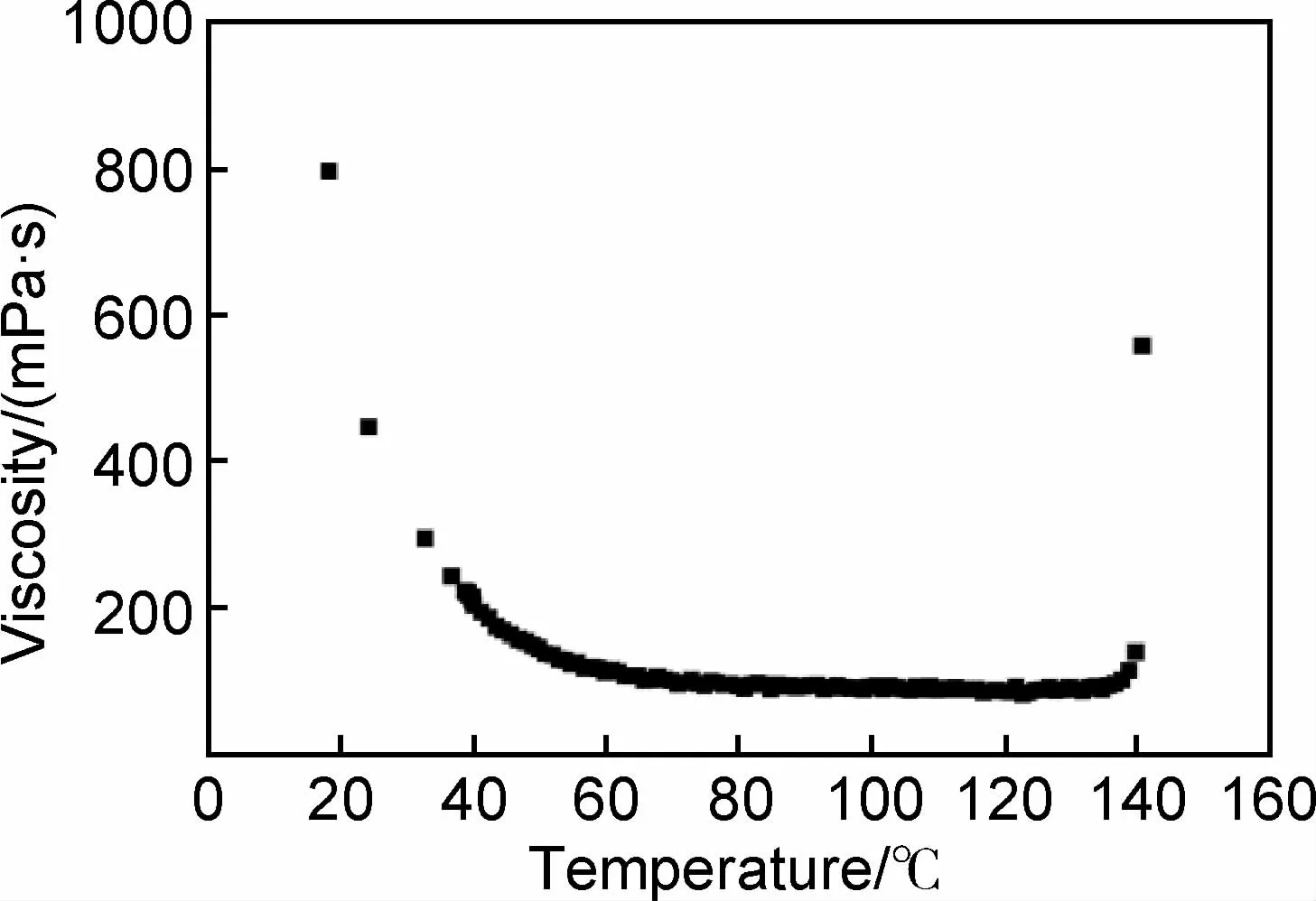
圖2 聚硼硅氮烷的黏度-溫度曲線Fig.2 The viscosity-temperature curve of polyborosilazane
為了進一步研究聚硼硅氮烷的長時穩定性能,本工作表征了其在恒定溫度下的黏度-時間曲線,如圖3所示。從圖3可以看出,將聚硼硅氮烷恒溫在100℃時,其黏度僅能穩定200min左右,更長的時間將使其黏度迅速增加;當將前驅體恒溫在80℃時,其黏度-時間曲線在考核的時間范圍內(500min)一直未發生變化,說明該SiBCN陶瓷前驅體在80℃至少穩定500min,此時,其黏度約為100mPa·s,顯示出優異的可加工性能,這也為成型大型、復雜構件提供了保障。
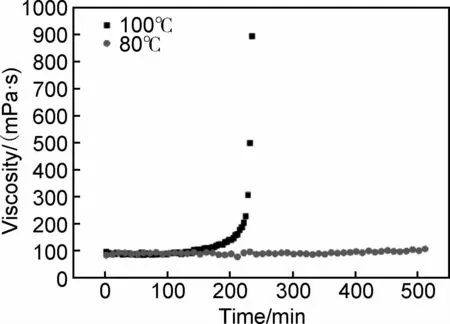
圖3 聚硼硅氮烷的黏度-時間曲線Fig.3 The viscosity-time curves of polyborosilazane
RTM成型工藝技術的關鍵是在注射階段樹脂保持穩定的低黏度和長適用期,以減少浸潤、浸漬和充模缺陷。本工作所采用的聚硼硅氮烷不僅具有較低的黏度,同時也具有較長的適用期,能夠完全滿足RTM成型工藝要求。而且,聚硼硅氮烷較低的黏度和較長的適用期也有利于后續復合材料的重復浸漬,一方面可以提高浸漬效率;另一方面,由于聚硼硅氮烷的穩定性,可以在浸漬過程中重復使用,降低了成本。
2.2 RTM成型工藝對復合材料坯體缺陷的影響
圖4為RTM成型復合材料坯體超聲波C掃描圖。由圖4(a)可以看出,樣品CF/SIBCN-1裁去毛邊后基本無缺陷。通過控制RTM工藝,在注膠過程中引入大量氣泡,制備出具有較多缺陷的樣品CF/SIBCN-2,如圖4(b)所示,樣品中間區域存在較多的缺陷。進一步比較兩者的密度,CF/SIBCN-1的密度為1.4729g/cm3,CF/SIBCN-2的密度為1.4679g/cm3,由于其相應的碳纖維的含量都是一樣的,密度的差別主要取決于注入的聚硼硅氮烷含量,所以盡管密度只有細微的差別,但是反映在整塊復合材料坯體樣品中依然是較大的不同。這些差別將對后續陶瓷基復合材料的厚度和密度產生較大的影響。
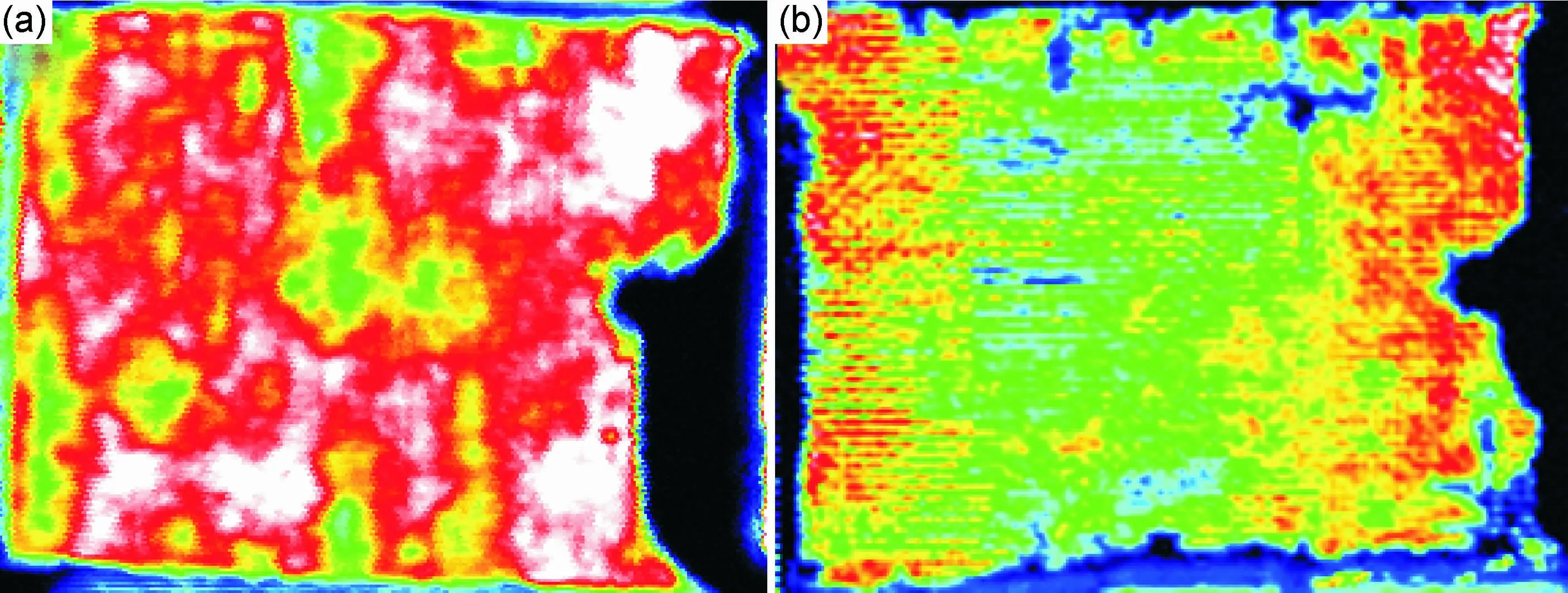
圖4 RTM成型的復合材料坯體超聲波C掃圖(a)CF/SIBCN-1;(b)CF/SIBCN-2Fig.4 Ultrasonic-C scan images of green composites prepared by RTM process (a)CF/SIBCN-1;(b)CF/SIBCN-2
2.3 RTM成型缺陷對復合材料厚度的影響
圖5為不同復合材料坯體的厚度隨重復浸漬裂解次數的變化曲線。從圖5可以看出,兩種復合材料的厚度在前期均隨浸漬次數的增加而增加,當浸漬4次后,復合材料的厚度不再發生變化,這主要是由于在前驅體轉化為陶瓷過程中產生大量的揮發物,在常壓裂解過程中沒有外力抑制使得復合材料發生膨脹;經過幾次重復浸漬裂解后形成了連續的陶瓷基體,從而抑制了復合材料的膨脹。對比兩種復合材料的樣品厚度,可以明顯地看出,不同復合材料坯體對復合材料的厚度產生較大的影響,缺陷較多的樣品CF/SIBCN-2厚度增加更為明顯,其最終的厚度為3.28mm,較裂解前樣品的厚度(2.62mm)提高了25%;而樣品CF/SIBCN-1僅提高了14%(從2.61mm變為2.97mm)。這可能是由于有缺陷的樣品力學性能較差,對裂解過程中由于氣體釋放帶來的膨脹抑制作用較弱,從而更利于復合材料的膨脹。
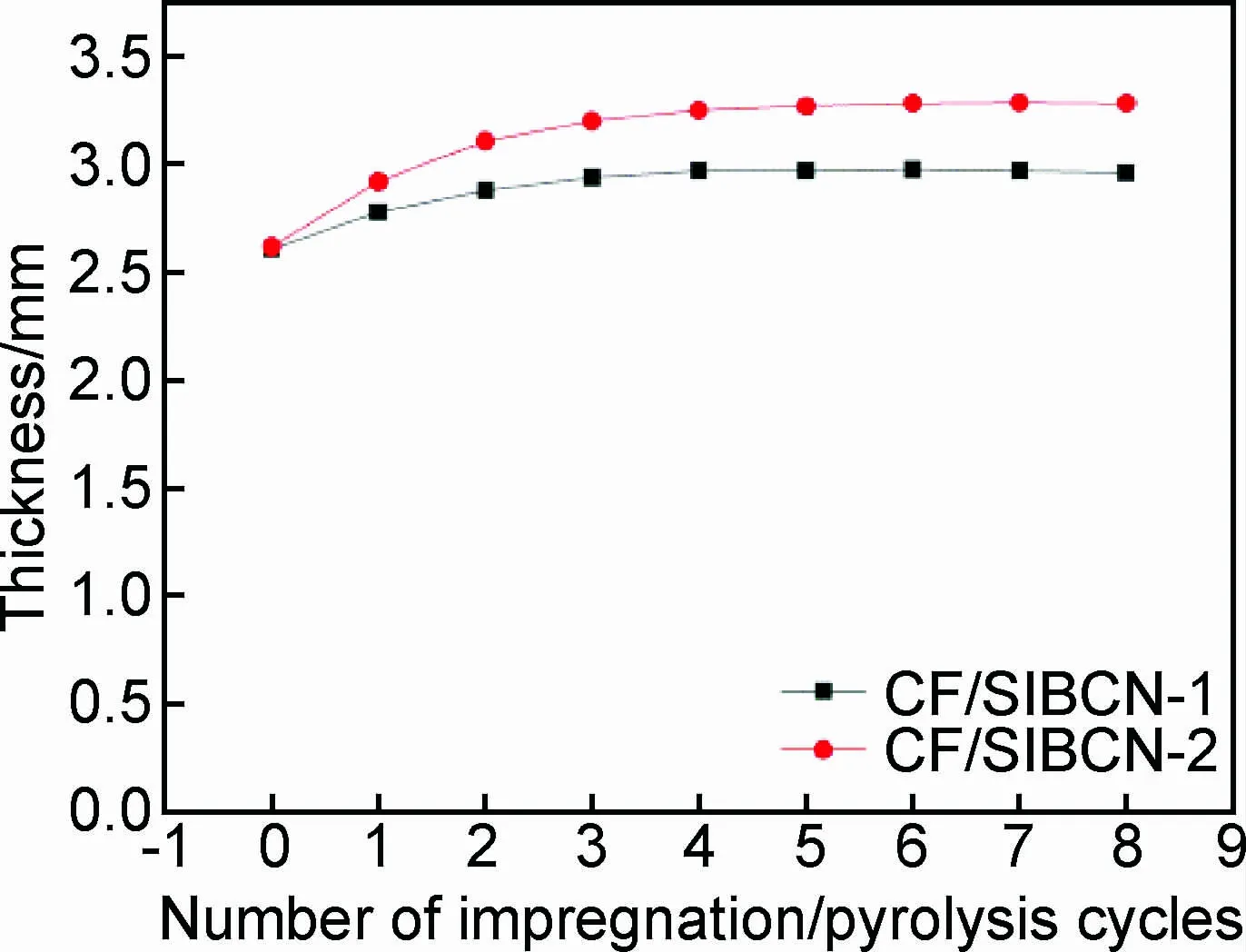
圖5 Cf/SiBCN復合材料的厚度-重復浸漬裂解次數曲線Fig.5 The thickness-number of impregnation/pyrolysis cycles curves of Cf/SiBCN composites
2.4 RTM成型缺陷對復合材料密度的影響
圖6為不同復合材料坯體的表觀密度隨重復浸漬裂解次數的變化曲線。從圖6可以看出,兩種復合材料樣品的表觀密度均隨著浸漬次數的增加而增加;對比兩種復合材料的樣品的表觀密度,可以明顯地看出,盡管兩種復合材料坯體的密度差別較細微,但是第一次裂解后,兩者的表觀密度差別較大,有缺陷的樣品CF/SIBCN-2的密度僅為1.232g/cm3,而密實樣品CF/SIBCN-1的密度為1.301g/cm3,相比前者提高了5.6%。另外,隨著浸漬次數的增加,兩者的表觀密度逐漸接近,最終重合在一起,這也為后續的復合材料的力學性能的對比奠定了基礎。
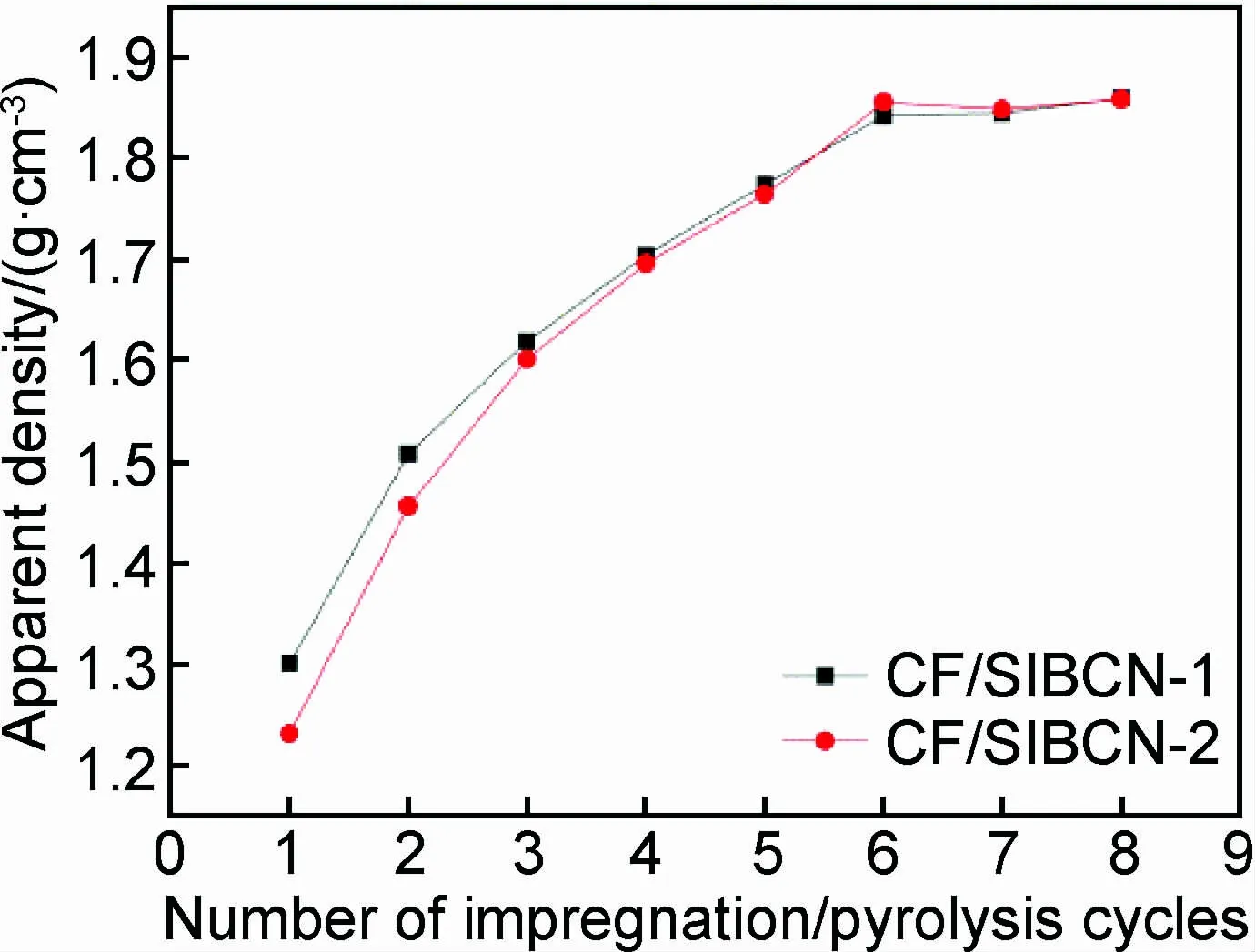
圖6 Cf/SiBCN復合材料的表觀密度-重復浸漬裂解次數曲線Fig.6 The apparent density-number of impregnation/pyrolysis cycles curves of Cf/SiBCN composites
從圖6還可以看出,Cf/SiBCN復合材料的表觀密度-重復浸漬裂解次數曲線呈現出典型的近拋物線形狀,這與文獻報道的結果一致[17]。Lee等采用含硼小分子化合物與低黏度的聚硅氮烷共混作為SiBCN陶瓷前驅體,經過16次浸漬周期后,其Cf/SiBCN復合材料的密度為1.90g/cm3,在13次浸漬周期時,其密度約為1.81g/cm3[14]。而本工作經過6次浸漬周期后,得到的Cf/SiBCN復合材料密度可達1.86g/cm3,相比之下,浸漬效率提高了一倍以上。通過對比可以看出,本工作采用的聚硼硅氮烷具有較高的浸漬效率,更適宜作為制備Cf/SiBCN復合材料的原料。
2.5 RTM成型缺陷對復合材料力學性能的影響
兩種不同復合材料坯體的樣品,在10℃/min的升溫速率下經過8次浸漬周期后復合材料的性能如表2所示。從表2可以看出,盡管兩者最終的密度沒有差別,但是密實樣品CF/SIBCN-1的抗彎強度和模量均高于缺陷樣品CF/SIBCN-2的相應數值,前者的強度和模量分別為138.40MPa和39.73GPa,后者的強度和模量分別為135.58MPa和35.49GPa。
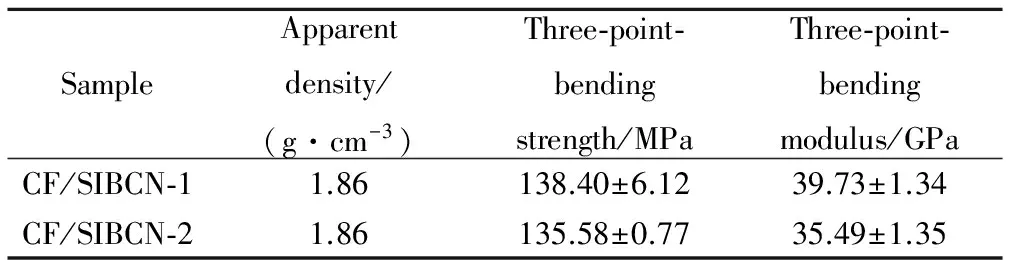
表2 Cf/SiBCN復合材料性能
兩種復合材料在三點彎曲測試下的載荷-位移曲線如圖7所示。從圖7可以看出,兩種復合材料CF/SIBCN-1和CF/SIBCN-2的載荷-位移曲線輪廓相似,均呈現出明顯的韌性斷裂模式,說明RTM成型缺陷對復合材料的斷裂模式影響不大。
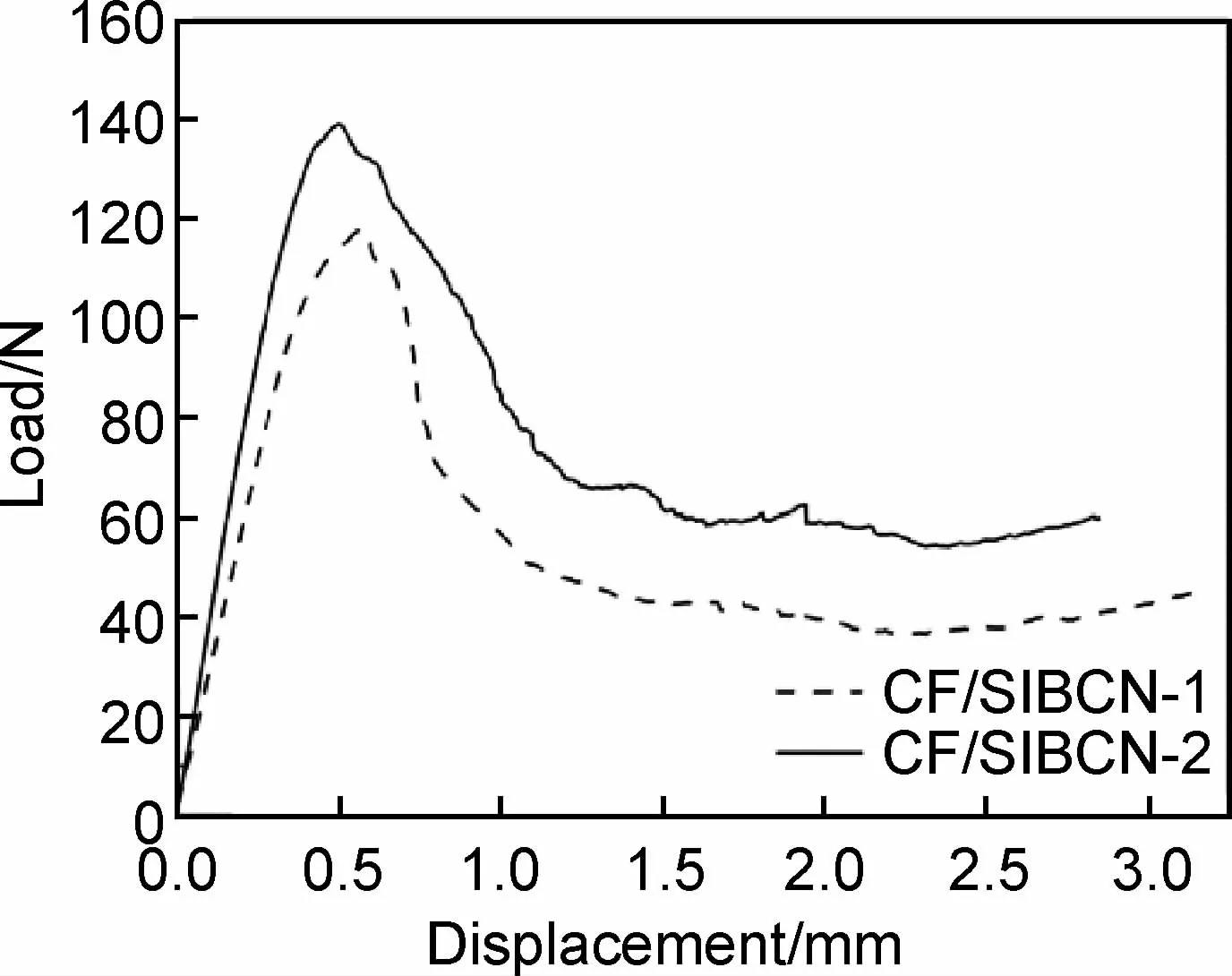
圖7 Cf/SiBCN復合材料的三點彎曲載荷-位移曲線Fig.7 Three-point-bending stress-displacement curves of Cf/SiBCN composites
2.6 陶瓷基復合材料的微觀形貌
圖8是CF/SIBCN-2復合材料截面經拋光后的形貌。從圖8可以看出,復合材料中存在很多明顯的裂紋,主要出現在富基體區域,其形成的原因主要是前驅體在轉化為陶瓷過程中伴隨著失重和密度增加,導致出現較大的體積收縮。在后續多次重復浸漬裂解過程中,開孔裂紋可以被慢慢填充,而閉孔裂紋由于前驅體浸滲通道被堵而不能被填充。在富纖維區域由于纖維本身基本不收縮,從而抑制了大的缺陷的產生,經過重復浸漬后這些缺陷基本被填充,所以在該區域內的裂紋較少。研究表明,在前驅體轉化過程中加入惰性填料可以起到減少體積收縮,富纖維區域的纖維相當于惰性填料的作用。由于復合材料中存在如此多的裂紋,它們在受力時形成應力集中點,導致材料很容易發生破壞,從而使復合材料的力學性能偏低,這也解釋了上述研究結果。
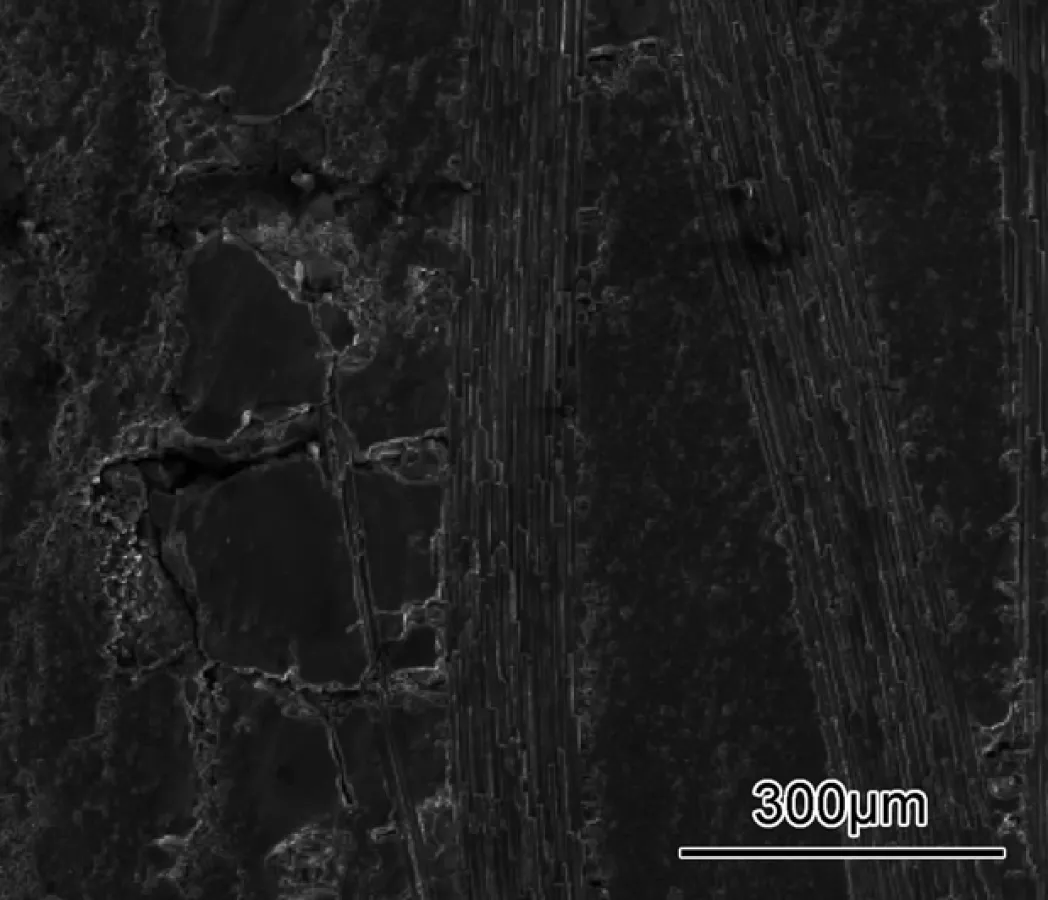
圖8 Cf/SiBCN復合材料的拋光截面的微觀形貌Fig.8 Microstructure of a polished cross-section of Cf/SiBCN composite
圖9為陶瓷基復合材料在彎曲測試后的斷裂面的微觀形貌。從圖9可以看出,正是由于上述富基體區域裂紋的存在,在受力過程中,材料從裂紋處發生破壞,留下大塊的陶瓷基體。同時,大量的長纖維被拔出,說明基體與纖維的結合力太弱,這主要是由于缺少必要的界面層所致。纖維與基體結合力既不能太強也不能太弱,太強會導致基體開裂早期纖維破壞,使復合材料變脆;結合力太弱會使增強纖維直接被拔出,載荷轉移作用較差,起不到增韌的效果[18]。
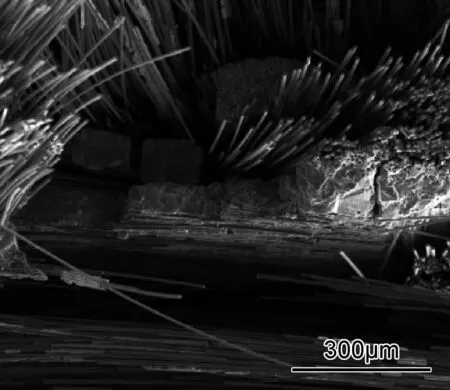
圖9 Cf/SiBCN復合材料斷裂面的微觀形貌Fig.9 Microstructure of a fracture surface of Cf/SiBCN composite
3 結論
(1)聚硼硅氮烷作為SiBCN陶瓷前驅體具有較佳的流變性能,在60~140℃具有較低的黏度(100mPa·s),并且在80℃保持500min以上基本不發生變化,顯示出較好的RTM成型性能,可以滿足大型、復雜結構件的成型要求。
(2)常壓裂解過程中,受前驅體裂解釋放出小分子的影響,復合材料會發生膨脹,厚度增加。RTM成型缺陷會使這種膨脹進一步加劇,從而使復合材料的厚度明顯增大,不利于復合材料的近凈成型加工;RTM成型缺陷也會降低前幾次浸漬裂解過程后復合材料的密度,隨著浸漬次數的增加,這種差別逐漸縮小直至消失;此時復合材料的抗彎強度和模量均有少許降低。
(3)Cf/SiBCN陶瓷基復合材料力學性能相對較低,有待于進一步提升。
[1] NASLAIN R. Design, preparation and properties of non-oxide CMCs for application in engines and nuclear reactors: an overview [J]. Composites Science and Technology, 2004, 64(2): 155-170.
[2] 張立同, 成來飛, 徐永東. 新型碳化硅陶瓷基復合材料的研究進展[J]. 航空制造技術, 2003, (1): 24-32.
ZHANG L T, CHENG L F, XU Y D. Progress in research work of new CMC-SiC [J]. Aeronautical Manufacturing Technology, 2003, (1): 24-32.
[3] 李偉,陳朝輝, 王松. 先進推進系統用主動冷卻陶瓷基復合材料結構研究進展[J]. 材料工程, 2012, (11): 92-96.
LI W, CHEN Z H, WANG S. Progress of actively cooled ceramic matrix composites applied in advanced propulsion systems [J]. Journal of Materials Engineering, 2012, (11): 92-96.
[4] 梁春華, 李曉欣. 先進材料在戰斗機發動機上的應用與研究趨勢[J]. 航空材料學報, 2012, 32(6): 32-36.
LIANG C H, LI X X. Application and development trend of advanced materials for fighter engine [J]. Journal of Aeronautical Materials, 2012, 32(6): 32-36.
[5] 鄒世欽,張長瑞,周新貴,等. 連續纖維增強SiCf/SiC陶瓷復合材料的發展[J]. 材料導報,2003, 17(8): 61-64.
ZOU S Q, ZHANG C R, ZHOU X G, et al. Development of SiCf/SiC continuous fiber reinforced ceramic matrix composites [J]. Materials Review, 2003, 17(8): 61-64.
[6] 何州文. 陶瓷基復合材料RTM工藝實驗與數值模擬[D]. 西安:西北工業大學,2007.
HE Z W. Experiment and numerical simulation of RTM process in ceramic composites [D].Xi’an: Northwestern Polytechnical University, 2007.
[7] BALDUS H P, JANSEN M. Novel high-performance ceramics-amorphous inorganic networks from molecular precursors [J]. Angewandte Chemie International Edition, 1997, 36(4): 328-343.
[8] HASEGAWA Y. Preparation of polyorganoborosilazanes and conversion into ultra-high-temperature borosiliconcarbonitrides [J]. Journal of the Ceramic Society of Japan, 2006, 114(6): 480-486.
[9] ZHANG P F, JIA D C, YANG Z H, et al. Progress of a novel non-oxide Si-B-C-N ceramic and its matrix composites [J]. Journal of Advanced Ceramics, 2012, 1(3): 157-178.
[10] 李世波, 張立同.高溫新材料Si(B)CN [J]. 材料工程, 2000,(12): 39-41.
LI S B, ZHANG L T. A new high temperature material Si(B)CN [J]. Journal of Materials Engineering, 2000,(12): 39-41.
[11] RIEDEL R, KIENZLE A, DRESSLER W, et al. A silicoboroncarbonitride ceramic stable to 2,000°C [J]. Nature, 1996, 382(6594): 796-798.
[12] BUTCHEREIT E, NICKEL K G. Precursor-derived Si-B-C-N ceramics: oxidation kinetics [J]. Journal of the American Ceramic Society, 2001, 84(10): 2184-88.
[13] LEE S H, WEINMANN M, GERSTEL P, et al. Extraordinary thermal stability of SiC particulate-reinforced polymer-derived Si-B-C-N composites[J]. Scripta Materialia,2008, 59(6): 607-610.
[14] LEE S H, WEINMANN M, ALDINGER F. Processing and properties of C/Si-B-C-N fiber-reinforced ceramic matrix composites prepared by precursor impregnation and pyrolysis [J]. Acta Materialia, 2008, 56(7): 1529-1538.
[15] LEE S H, WEINMANN M. Cfiber/SiCfiller/Si-B-C-N matrix composites with extremely high thermal stability [J]. Acta Materialia, 2009, 57(15): 4374-4381.
[16] 許亞洪. RTM工藝用樹脂及“離位”RTM技術研究[D]. 北京:北京航空材料研究院,2003.
XU Y H. Research of resin used in RTM process and off position RTM technology[D].Beijing:Beijing Institute of Aeronautical Materials,2003.
[17] NECHANICKY M A, CHEW K W, SELLINGER A, et al.α-silicon carbide/β-silicon carbide particulate compositesviapolymer infiltration and pyrolysis (PIP) processing using polymethylsilane [J]. Journal of the European Ceramic Society, 2000, 20(4):441-451.
[18] KERANS R J, HAY R S, PARTHASARATHY T A, et al.Interface design for oxidation-resistant ceramic composites [J]. Journal of the American Ceramic Society, 2002, 85(11): 2599-632.
Effect of RTM Process on the Properties ofCf/SiBCN Ceramic Matrix Composites
LIU Wei1, CAO La-mei1, WANG Ling2, XU Cai-hong3, YI Xiao-su2
(1 Science and Technology on Advanced High Temperature Structural Materials Laboratory, Beijing Institute of Aeronautical Materials, Beijing 100095, China; 2 Science and Technology on Advanced Composites Laboratory, Beijing Institute of Aeronautical Materials, Beijing 100095, China;3 Institute of Chemistry, Chinese Academy of Sciences, Beijing 100190, China)
The forming process performance of polyborosilazane as RTM resin was investigated using rheometer, and the green composite preforms were further formed using RTM process, then the Cf/SiBCN ceramic matrix composites were fabricatedviarepeated impregnation-atmospheric pressure pyrolysis. Furthermore, the effect of RTM forming defects on thickness, density and mechanical properties of ceramic matrix composites was studied in detail. The results show that the polyborosilazane fully meets the requirements of RTM forming process to rheological properties. RTM forming defects will further increase the expansion of composites, and result in the obvious increase of the thickness of composites, meanwhile decrease the density of composites at the stage of pre-impregnation and pyrolysis, and finally the bending strength and modulus of ceramic matrix composites are also slightly decreased.
RTM;SiBCN ceramic; ceramic matrix composite; polyborosilazane
10.11868/j.issn.1001-4381.2015.06.001
TB332
A
1001-4381(2015)06-0001-06
中航工業技術創新基金項目(2013E62136R)
2014-01-20;
2015-01-05
劉偉(1982-),男,工程師,在站博士后,研究方向為超高溫陶瓷及其復合材料,聯系地址:北京市81信箱1分箱(100095),E-mail: liuwei82@iccas.ac.cn
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03