基于單片機在PVC裝飾板生產線上應用的探討
2015-03-05 02:34:47遼寧職業學院付王敏捷
電子世界 2015年17期
遼寧職業學院 劉 梅 付王敏捷
?
基于單片機在PVC裝飾板生產線上應用的探討
遼寧職業學院 劉 梅 付王敏捷
【摘要】近年來PVC裝飾板復合材料作為建筑材料、裝飾材料發展最為迅猛,為了提高生產質量與生產效率,降低生產成本,減少浪費,研究與探討智能PVC裝飾板自動生產線,系統具有工作穩定、抗干擾能力強、控制精度高、反應能力快等特點。
【關鍵詞】單片機應用;自動生產線;PVC裝飾板生產
單片機,全稱單片微型計算機,又稱微控制器,是把中央處理器、存儲器、定時/計數器、各種輸入輸出接口等都集成在一塊芯片上的微型計算機。它以應用為中心,被廣泛的應用在嵌入式系統領域。現代人類生活中所用的手機、電話、計算器、家用電器、電子玩具、掌上電腦以及鼠標等電腦配件中都配有1-2部單片機,復雜的工業控制系統上甚至可能有數百臺單片機在同時工作。
PVC裝飾板復合材料作為近年來發展最迅猛的建筑材料、裝飾材料之一,他以實用性強、便于加工、可靠性、材料來源廣泛,價格低,硬度高,使用壽命長、安裝方便,省工省時等諸多絕對多優勢,得到用戶的認可并有廣泛應用,通過多年對PVC裝飾板生產的探索,同時對單片機的應用研究,適時將兩者集成為一體,實現智能的PVC裝飾板自動生產線,以提高生產質量和生產效率,下面就生產線進行一下解析。
自動生產線是一個基于機、電、氣一體化的自動化生產加工系統。整個生產線系統共分四個工作單元模塊組成即:上料+檢測模塊、運送模塊、加工模塊、分類模塊。每個模塊由一個單獨的單片機控制器控制,構成一個工作單元,各工作單元之間采用CAN總線連接方式。單元化生產線系統組成如圖1所示。

圖1 模塊化生產加工系統組成
工件在生產線上從一個單元模塊到另一單元模塊的傳送過程是這樣的:上料單元將大工件按順序排放好后進行提升,接下來再進行傳送,運送單元是將大工件從上料單元直接運送到至加工單元,工件到加工單元后,將大工件進行加工,同時對加工的工件進行檢測,判斷生產出的是成品或是廢品信息,通知下一單元,將加工好的工件送至分類單元,分類單元將工件按類型送入相應的料倉并統計工件的數量和總量,如加工單元有廢品產生,則分類單元將廢品直接送入廢品收料處。
工件在生產線各單元的工作順序,是信息(如準備好、忙、完成等)通過總線在各工作單元之間相互交流,每個工作單元成為總線上的一個節點,由各工作單元產生的與工步有關的信息能準確地傳遞給其他的工作單元。
1 上料單元
1.1 上料單元的工作流程
上料單元是智能PVC裝飾板自動生產線最開始的工作單元,為其他工作單元提供最初的原材料。
1.2 控制系統硬件構成(如圖2所示)
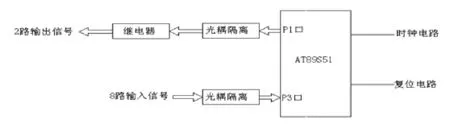
圖2 上料+檢測單元控制系統硬件構成
控制器采用單片機AT89S51;輸入元件包括手動/自動切換開關、復位按鈕、上電按鈕、單元/聯網切換、急停按鈕;輸出元件包括提升電磁閥、回轉工作臺電機;為了提高其抗干擾能力,輸入/輸出接口模塊均采用光耦隔離電路。
1.3 上料單元的程序流程(如圖3所示)

圖3 上料單元的程序N-S流程圖
2 運送單元模塊控制器系統
2.1 運送單元模塊的功能
機械手將工件從上料單元運送到加工單元。
2.2 運送單元控制器系統硬件構成(如圖4所示)
1)基于AT89S51的微處理器模塊的設計
本生產線上采用美國Atmel公司生產的AT89S51單片機微處理器芯片作為控制器系統核心,每個單元單片機通信電路采用與CAN控制器的連接通過總線方式,采用外部總線擴展的設計方法,當總線擴展的并行口不夠用的時候,是通過擴展8255芯片來解決的。
2)輸入/輸出模塊的設計
運送單元采用13路輸入,7路輸出。為了提高抗干擾能力,輸入/輸出模塊均采用光耦隔離電路。
3)單片機的P0、P3口做為輸入口,輸入信號經光耦隔離電路后被送入單片機,P1口做為輸出口,輸出信號由光耦隔離驅動繼電器,再由繼電器觸點接通或斷開各個氣動電磁閥。

圖4 運送單元控制器系統硬件構成
2.3 AT89S51單片機與8255的并行輸入/輸出口的使用分配如下所示

表1 P1、P3口的分配

表2 8255口的分配
2.4 運送單元控制器的程序流程(如圖5所示)
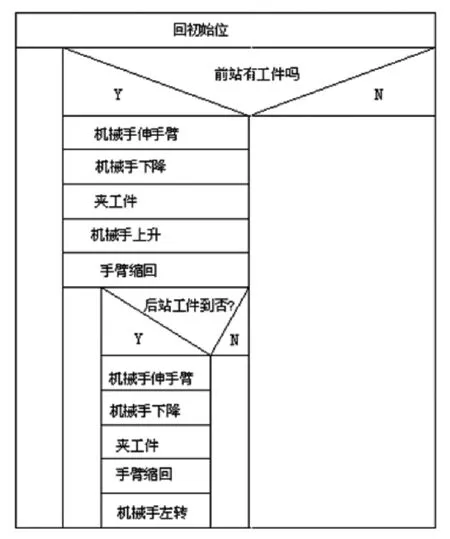
圖5 運送單元控制器的程序N-S流程圖
3 加工單元
3.1 加工單元的工作流程
加工單元將上料單元的工件對加工臺上進行鉆孔加工成為產品。旋轉工作臺是加工單元的主要部件,臺上有4個用于存放工件的工位,每個工位的下面都對應有一個圓孔,主要的任務是通過光電傳感器對工件加以識別。加工過程開始時,先檢測第一工位上是否已準備好了工件,如果準備好了,則工作臺開始旋轉,當工件到達第二個工位(即加工工位)時,則對工件進行鉆孔加工。加工完畢后,工作臺再次旋轉到達第三工位,此時要對工件上的鉆孔深度進行檢測,以此來判斷是產品是正品還是廢品;檢測完后,工作臺再旋轉到達第四工位時停止,一個工作周期完成。

圖6 加工單元控制系統硬件構成
3.2 控制系統硬件構成(如圖6所示)
輸入端包括手動/自動切換開關、上電按鈕、復位按鈕、急停按鈕、單單元/聯網切換、電感式接近開關、光電開關、磁性開關、電容傳感器;輸出端包括伸縮電磁閥、傳感器升降電磁閥、電機升降電磁閥、鉆孔電機、工作臺電機。
3.3 加工單元的程序流程(如圖7所示)

圖7 加工單元的程序流程
4 分類單元(如圖8所示)
4.1 分類單元工作流程
工件加工好后區分成品與廢品,再由運轉的輸送帶送到各個不同的倉庫,并統計工件的數量。
4.2 控制系統硬件構成(如圖8所示)
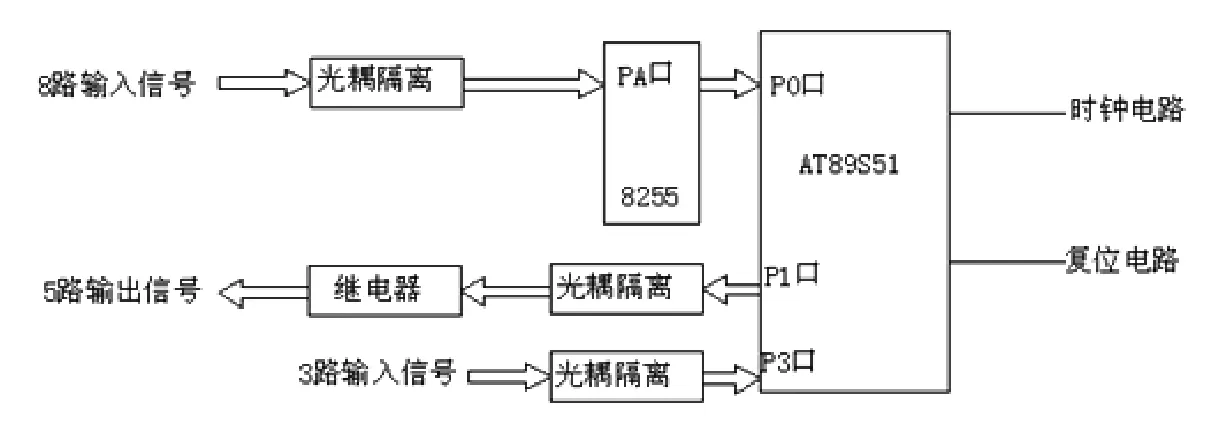
圖8 分類單元控制系統硬件構
輸入元件包括手動/自動切換開關、上電按鈕、復位按鈕、急停按鈕、單單元/聯網切換、磁性開關(上下、左右、前后限位);輸出元件包括上升下降電磁閥、左移電磁閥、右移電磁閥、機械手左移電磁閥、機械手右移電磁閥。
4.3 程序流程圖(如圖9所示)

圖9 分類單元N-S流程圖
5 單元模塊間通信
自動生產線各單元之間進行通訊,把整個生產線生產四個單元間的數據聯系如工件傳送、裝配信息、廢品信息等,從上一單元送至下單元,保證系統安全、可靠的運行。系統中各單元開始工作的運行信號,是由前單元給出的,只有上料單元是通過啟動按鈕啟動工作的。
本系統采用了四部單片機組成智能PVC裝飾板自動生產線,具有工作穩定、抗干擾能力強、控制精度高、反應能力快等特點。同時減少浪費,降低了生產成本,提高產品質量等方面發揮重要的作用。
劉梅(1969—),女,遼寧阜新人,副教授,現供職于遼寧職業學院。
作者簡介: