基于伺服電動機的電子凸輪控制系統研究
2015-03-12 09:22:42涂曉曼鄒俊忠
微特電機 2015年1期
關鍵詞:指令
涂曉曼,鄒俊忠,張 見
(華東理工大學,上海200237)
0 引 言
凸輪機構是一類可以將主動軸的勻速運動轉為從動件變速運動的機械裝置,它主要由凸輪、從動件和機架三部分構成。只要根據實際要求合理設計出凸輪輪廓,就可以實現任意復雜的非線性運動,包括直線往復運動、往復擺動,以及各類不等速運動[1]。但是由于凸輪機構高副點、線接觸的特性,且存在易磨損、難維護、加工麻煩和輸出缺乏柔性的先天不足,使得機械凸輪正日益被電子凸輪所取代[2]。電子凸輪相對機械凸輪的優勢在于:可根據需要方便地更改加工軌跡;有效地減少機械凸輪由于磨損所帶來的機床噪聲;可采用虛擬主軸的方式節省資源;可以降低機械凸輪的制造、裝配與維護成本。目前,電子凸輪已在紡織行業,如細紗機改進;印刷包裝行業,如高速模切機(裁剪機)、膠印機/套印機;高速繞線機;高速肥皂切割機;自動機床等方面得以廣泛應用[3]。
本文研究的電子凸輪控制系統主要由基于DSP的數字伺服驅動器和永磁同步伺服電動機等組成。借助DSP 強大的運算處理能力,可以進行運動軌跡規劃、運動程序編譯和凸輪指令插補運算等。同時,數字伺服驅動器可以與伺服電動機、光電編碼器一起構成位置環、速度環、電流環的三閉環控制[4],在伺服系統的平臺上實現電子凸輪功能。
1 電子凸輪設計原理與步驟
電子凸輪屬于多軸同步運動,這種運動是基于主軸和一個或者多個從軸的系統。這里的主軸,指的是獲取整個系統時間基準的軸。實際應用中,需遵循以下步驟:
(1)合理設計凸輪曲線。電子凸輪曲線描述的是主從軸的位置對應關系,主從軸的位置分別作為曲線的橫縱軸,也可以時間為橫坐標以從軸位置為縱坐標設計。常用的凸輪輪廓曲線有正弦曲線、簡諧運動曲線等,或按照實際需求在保證電機不發生抖動的情況下選取相應運動規律。當曲線設計好后,需要從中取出數量一定的主從軸位置對應點,并將其存儲于凸輪表中,作為插值算法的基準條件。
(2)主、從軸設定。這里的主軸既可以是實體軸,也可以采用虛擬軸。虛擬軸的情況比較簡單,只需按照一定的間隔向從動電機的伺服驅動器發送位置指令即可。當采用實體軸時,需要在主軸上安裝位置編碼器,硬件連接較為復雜。
(3)伺服系統精準跟隨位置指令。當伺服驅動器接收到位置指令后,根據位置環、速度環、電流環三閉環串級控制結構,合理選擇PID 參數,以實現精準定位。
2 系統總體方案與硬件架構
2.1 實驗系統總體結構
本實驗的目的是驗證電子凸輪位置指令換算的可行性與結合伺服平臺后的精確性,考慮到研究的通用性,本文采用實體軸作為主軸,系統總體結構如圖1 所示。其中,主軸伺服驅動器帶動主電機運行,利用光電編碼器實現主軸電機的位置反饋,并將此位置反饋作為電子凸輪表計算模塊的輸入,然后經過電子凸輪的疊加作用得到位置指令并向從軸伺服驅動器發送。同時,主從軸的驅動器將編碼器反饋回的位置信息打包向上位機發送。通過實時監控比對主、從軸伺服電動機的位置,來驗證電子凸輪算法的準確性和有效性。為了節約硬件資源,將電子凸輪功能整合在從軸驅動器的DSP 芯片上,以實現電子凸輪插值算法和伺服電動機空間矢量控制。
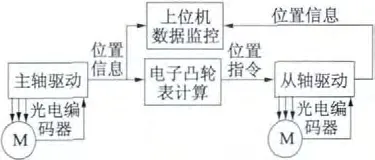
圖1 電子凸輪系統總體結構
2.2 伺服驅動器硬件方案
本實驗主、從軸伺服驅動器采用相同的硬件方案,以市場上常見的工業縫紉機伺服方案為基礎進行優化。首先,采用SVPWM 電壓輸出方式,功率器件采用6 路IGBT(參考型號SGS23N60UFD);其次,功率管的逆變驅動器采用IR2136S,該器件集成了6個IGBT 高電壓柵驅動器,開關時間僅為400 ns,高低端輸入隔離,并有內置過流比較器、欠壓鎖定和故障邏輯鎖定,保證了對功率電路的穩定控制;IR2136S 前端采用光耦隔離整流;最后,使用TI 的2803x 系列DSP 作為PWM 信號源,開關頻率20 kHz(死區時間2.5 μs),并使用ACS712T -20A 霍爾傳感器以同頻率實施電流AD 采樣。該電路組成的電流閉環系統,空載帶寬200 ~400 Hz。主軸自轉時,將主軸電機實際位置通過串口通訊發送至從軸,經過電子凸輪表計算后獲得從軸位置指令。圖2 為驅動器硬件示意圖。
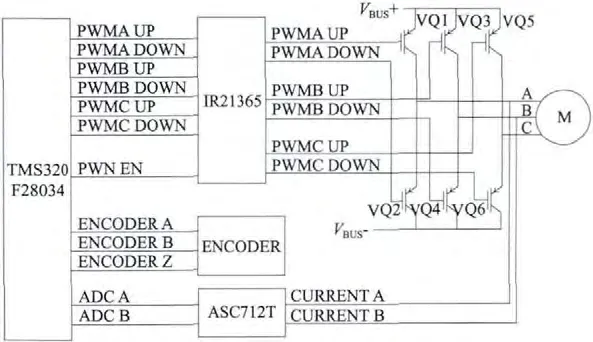
圖2 驅動器硬件示意圖
2.3 位置反饋設計
本系統的位置反饋裝置采用360 線增量式光電編碼器,線數比通用伺服略低,但能滿足位置檢測需求。360 線編碼器位置分辨率為0.25°,一個機械周期1 440 個QEP 脈沖。該編碼器和驅動器組成的速度閉環帶寬可達100 Hz,PMSM 伺服可在10 ~5 000 r/min 內保證速度精確。本系統內0 ~5 000 r/min的加速時間為135 ms。為保證精度,電子凸輪的位置計算表中使用少于100 個采樣點較為適宜。
3 電子凸輪軟件實現
3.1 凸輪表設計
在電子凸輪的實際產品中,往往需要在從軸上加一些機械裝置使得從軸的轉動化為推桿的直線往返運動。以滾珠絲杠為例,安裝在從軸上的螺桿每旋轉一周,螺母前進一定距離;當螺桿反轉時,螺母后退。由于本文旨在驗證電子凸輪樣條插值算法和結合伺服平臺后的精確性,故為簡便起見,以主軸位置為橫軸、從軸位置為縱軸設計凸輪函數為二次拋物線,并在該拋物線上等間隔地選取50 對點作為凸輪表,具體拋物線函數如下:

3.2 插值算法軟件實現
本文選取三次樣條曲線插值算法[5]來實現凸輪主從軸位置指令映射。其具體軟件實現上分為離線計算和在線計算兩部分。離線計算主要用于計算插值函數的系數基本值,在線計算是計算當前輸入對應區間內的分段樣條插值函數以及當前所對應的函數值,也即從軸位置指令值。實驗中選取50 對點的數據表格以及兩側點的一階導數作為初始條件。
在線計算,首先要判斷當前位置點x0處在[xj,xj+1]哪一段中,判斷好后根據離線計算求出的參數求出[xj,xj+1]段的插值函數Sj(x),再計算此函數得到y0=Sj(x0)。
為保證插值計算精度穩定,DSP 的C 代碼里使用單精度浮點作為采樣點、中間變量的數據格式。但由于TMS320F2803x 是定點DSP,浮點運算效率低,所以實驗特地考察了在線計算的運算耗時。經DSP 內部測算,在線模插值塊的運算時長約為200 μs,故設定其運算周期1 ms,與速度檢測、速度環PI頻率一致。
3.3 伺服軟件實現
本實驗對伺服電動機的控制方案采用傳統的磁場定向控制加三閉環模式,軟件架構以TI的HVPM_Sensored 例程為基礎,增加了低速位置響應模式。本系統中主軸和從軸控制器的指令模式均為位置模式。為增加系統對低速指令曲線的響應,軟件添加了離線慣量自適應機制[6],并在每個運算周期內適配了速度和轉矩前饋、變速摩擦補償算法、電流指令陷波濾波和分段線性PI 參數算法等模塊,每個模塊都預設了速度分段,整定了1 ~10 r/min 和10 ~200 r/min 兩套參數。經調整過的伺服系統能夠實現良好的低速位置跟蹤。
4 實驗設計與數據分析
4.1 實驗設計
本文所采用的實驗平臺如圖3 所示。其中電機選用400 W 4 極磁瓦轉子隱極式永磁同步電動機。主軸驅動器的SCITX 連接從軸的SCIRX,主軸和從軸的SCITX 分別連到上位機數據采集端,采集周期是10 ms。主從驅動間通過SCI 進行通信(簡易ModBus協議,波特率9600b/s);從軸接收到串行數據包解析后,輸入1 ms 計算周期的電子凸輪插值運算,得到的輸出再作為從軸電機的位置指令。連接好系統后,以一個GPIO 輸入為信號,主從軸同時啟動位置模式三環運算,上位機并行采樣主從軸的電機位置實際值。
4.2 實驗結果分析
將主從軸編碼器反饋回的位置數據用MATLAB仿真軟件進行繪圖,即以主軸實際位置為橫軸,以主軸當前位置所對應的從軸理論位置與實際位置為縱軸,得到實驗結果如圖4 所示。為了便于對實驗結果進一步分析,上升段與下降段分別選取部分離散實驗數據如表1 所示(保留兩位小數)。
圖3 實驗平臺實物圖
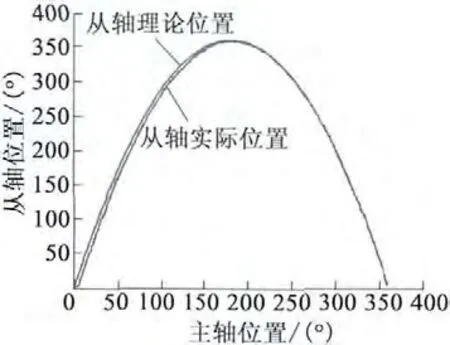
圖4 主從軸對應位置數據

表1 主從軸對應位置數據
從圖4 可看出,從軸能夠較好地實現預先設計的電子凸輪曲線運動。當主軸勻速轉動一圈時,從軸基本實現了位置的二次曲線變化,與理論值差距很小,后半周期在誤差范圍內已基本重合,起始、終止點誤差也滿足需求。
由圖4 也可看出幾點不足。首先是前半段減速過程中從軸的滯后,可能是由主從軸之間SCI 通訊誤差與數據運算處理帶來的延時造成。第二是位置輸出精度不夠高,原因在于電子凸輪插值算法使用了浮點運算,擠占了計算周期導致三環的頻率無法提升。
5 結 語
本系統設計的基于伺服電動機的電子凸輪控制系統,將伺服系統的精準定位和數控領域的樣條插值算法相結合,既可以有效緩解機械凸輪易磨損難加工的局限,又為伺服驅動器的功能拓展提供了簡便方法。該系統經過實踐驗證,精度滿足要求,可操作性強。后期改進方向:改進主從軸通訊方式,提高波特率,以提升指令精度;優化電子凸輪算法,簡化指令周期,提高伺服運算效率;采用PROM 擴展內存,從而保存多組凸輪離散數據,進而擴展多條備用曲線。
[1] 王程,賀煒.凸輪機構CAD/CAM 研究的回顧與展望[J]. 機械傳動,2008,32(6):119 -123.
[2] 張直勇,施滸立,潘玉良.軟件凸輪[J].杭州電子工業學院學報,2004,24(1):43 -47.
[3] 王富東.數字化凸輪及其實現[J]. 機械設計,2003,20(4):47-48.
[4] 阮毅,陳伯時.電力拖動自動控制系統[M]. 第4 版. 北京:機械工業出版社,2010:269 -271.
[5] 許小勇,鐘太勇. 三次樣條插值函數的構造與MATLAB 實現[J].自動測量與控制,2006,25(11):76 -78.
[6] 郭宇婕,黃立培,邱陽.交流伺服系統的轉動慣量辨識及調節器參數自整定[J]. 清華大學學報(自然科學版),2002,42(9):1180 -1183.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
