基于PLC的電渣爐電極焊控制系統
2015-03-12 06:51:50韓俊青
電焊機 2015年8期
韓俊青
(德州職業技術學院,山東 德州 253000)
0 前言
電渣爐電極焊接設備的主要功能是將自耗電極與假接頭焊接在一起,從而實現為電渣爐提供熔煉電極。其焊接過程是自耗電極與假接頭在坡口內的多層擺動焊接。焊接槍頭根據系統設定好的位移曲線進行一層接一層有序的擺動焊接,直到填滿自耗電極與假接頭之間的坡口[1]。
在焊接過程中,影響焊接質量和穩定性的關鍵因素是焊接弧長,過長的弧長會導致焊縫成形質量較差,弧長過短又容易造成頻繁短路。影響焊接弧長變化的主要因素有焊接電壓、送絲速度以及工件與焊槍導電嘴之間的距離。在電網電壓穩定和送絲速度基本恒定的情況下,控制系統需要設計合適的控制器和相應控制算法對焊接工件與焊槍導電嘴之間距離進行調節[2]。在此主要從控制工件與導電嘴之間距離的角度詳細討論控制策略和方法。
1 硬件系統設計
電渣爐電極焊的硬件控制系統包括焊槍槍頭位移控制系統、橫臂移動控制系統、焊接滾輪架控制系統等。由伺服控制器驅動的伺服電機帶動滾珠絲杠組成焊槍槍頭位移系統。PLC通過MODBUS通信方式控制伺服控制器并讀取其狀態,伺服電機在伺服控制器控制下帶動滾珠絲杠旋轉實現焊槍的y方向升降運動和x方向左右運動[3]。滾珠絲杠的轉速和焊槍槍頭位置通過旋轉編碼器又反饋至伺服控制器和PLC中,形成閉環負反饋。橫臂移動控制系統和焊接滾輪架控制系統都是由PLC直接控制交流電機驅蝸輪蝸桿或者減速器完成指定動作。
設計的電渣爐電極焊自動控制系統采用工控機作為上位機,上位機對焊接過程中的實時數據及相關重點參數進行監視并顯示到人機界面觸摸屏上。PLC作為下位機完成程序的執行和數據的通訊,上下位機通訊采用MODBUS通訊方式。控制系統硬件組成為華研工控機、西門子TP-178觸摸屏、S7-200PLC及擴展模塊、RS485PPI通信線纜等[4]。系統結構如圖1所示。
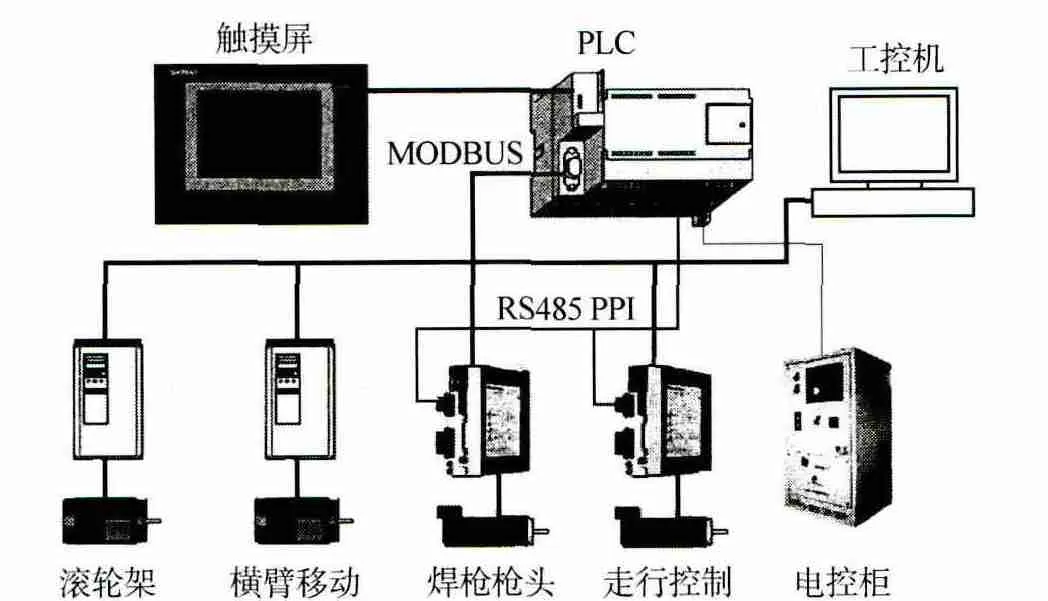
圖1 電渣爐電極焊控制結構
設計的焊接控制系統主要實現如下功能。
(1)監控焊接控制系統工作狀態,采樣重點數據并實時顯示在人機界面上,記錄焊接過程,生成實時趨勢圖。
(2)以手動或自動運行的方式掃描執行上位機和PLC中的設定程序,控制焊槍槍頭精確移動、焊槍橫臂移動以及臺架換輪的旋轉。
(3)通過觸摸屏可以隨時手動調節焊接電流。
2 系統軟件設計
PLC作為控制系統的核心,焊槍的位移、焊接橫臂移動和滾輪架轉動以三個子程序的形式進行設計。焊槍的位移按照移動方向的不同又可以分為x軸方向(左右)位移控制和y軸方向(上下)位移控制。系統程序模塊如圖2所示。
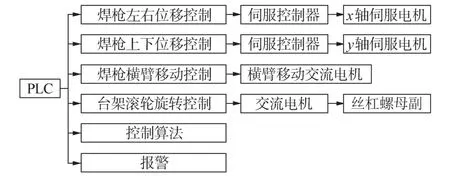
圖2 系統程序控制模塊
2.1 焊槍左右位移控制
焊槍左右位移的控制程序有手動和自動兩種控制方式。手動方式由人工操作完成產品首件的試焊,通過操作面板上的方向控制按鈕完成焊槍的位移動作。針對工件焊接坡口的尺寸形狀,設計了相應的伺服電機位移程序并存儲在PLC的ROM中,PLC掃描執行后從輸出端發出PWM脈沖指令來控制伺服控制器,驅動焊槍按照預設的位移曲線在x軸方向上移動,即為自動控制方式。
如圖2所示,PLC發出脈沖信號到焊槍左右位移伺服控制器,控制器驅動伺服電機帶動滾珠絲杠旋轉,焊槍槍頭導電嘴在絲杠帶動下按指定路線移動。焊槍實時位置以MODBUS通訊方式反饋給人機界面和上位機。伺服電機實時狀態都顯示在上位機工控機和人機界面觸摸屏上,方便操作人員實時監控。
2.2 焊槍上下位移控制
焊槍槍頭導電嘴y方向上下位移控制方式與左右位移類似,控制方式也分手動和自動兩種方式。在自動控制方式下,與左右位移控制流程相同,PLC輸出PWM脈沖控制指令到上下位移伺服控制器[5],滾珠絲杠副帶動焊槍槍頭導電嘴在y方向上下移動。機械裝置中也有行程開關用于限位保護。焊槍槍頭導電嘴上下位移控制流程如圖3所示。
3 焊接電流調節
選擇適當的焊機和送絲方式可以避免因焊接電壓不穩和送絲速度變化對焊接電弧產生的干擾,由于滾輪帶動自耗電極旋轉時的徑向跳動,同時假接頭與自耗電極對位精度不高等問題,焊接過程中工件與焊槍槍頭導電嘴之間的距離變化不可避免。
由于工件與焊槍槍頭導電嘴之間的距離是由伺服電機驅動的焊槍槍頭走形路線決定的,控制導電嘴距離參數的根本途徑就是調節焊接電流的大小,焊槍槍頭伺服電機根據焊接電流自動調整焊接路線,從而實現工件與導電嘴之間的距離恒定,達到穩定焊接弧長的目的。本研究以焊接電流值與給定穩定焊接電流的偏差為控制量進行閉環控制,通過控制算法計算并調節伺服控制器輸出量,最終實現焊接弧長的基本穩定。
所設計的臺架滾輪旋轉運動和焊槍橫臂移動均采用常規PID控制。由于焊槍上下走形運動較為復雜,焊接過程中工件與焊槍槍頭導電嘴之間的距離很難保持恒定,嚴重影響焊接電弧長和焊接質量。本研究采用模糊控制理論與PID控制算法相結合的模糊PID控制算法作為焊槍槍頭導電嘴上下走形的控制策略。根據模糊PID控制策略,將PID控制器的比例、積分、微分參數查詢表存入PLC的ROM中,在PLC中斷子程序中寫入參數查詢程序,完成系統在線實時整定PID參數。焊接電流模糊PID控制算法流程如圖4所示。
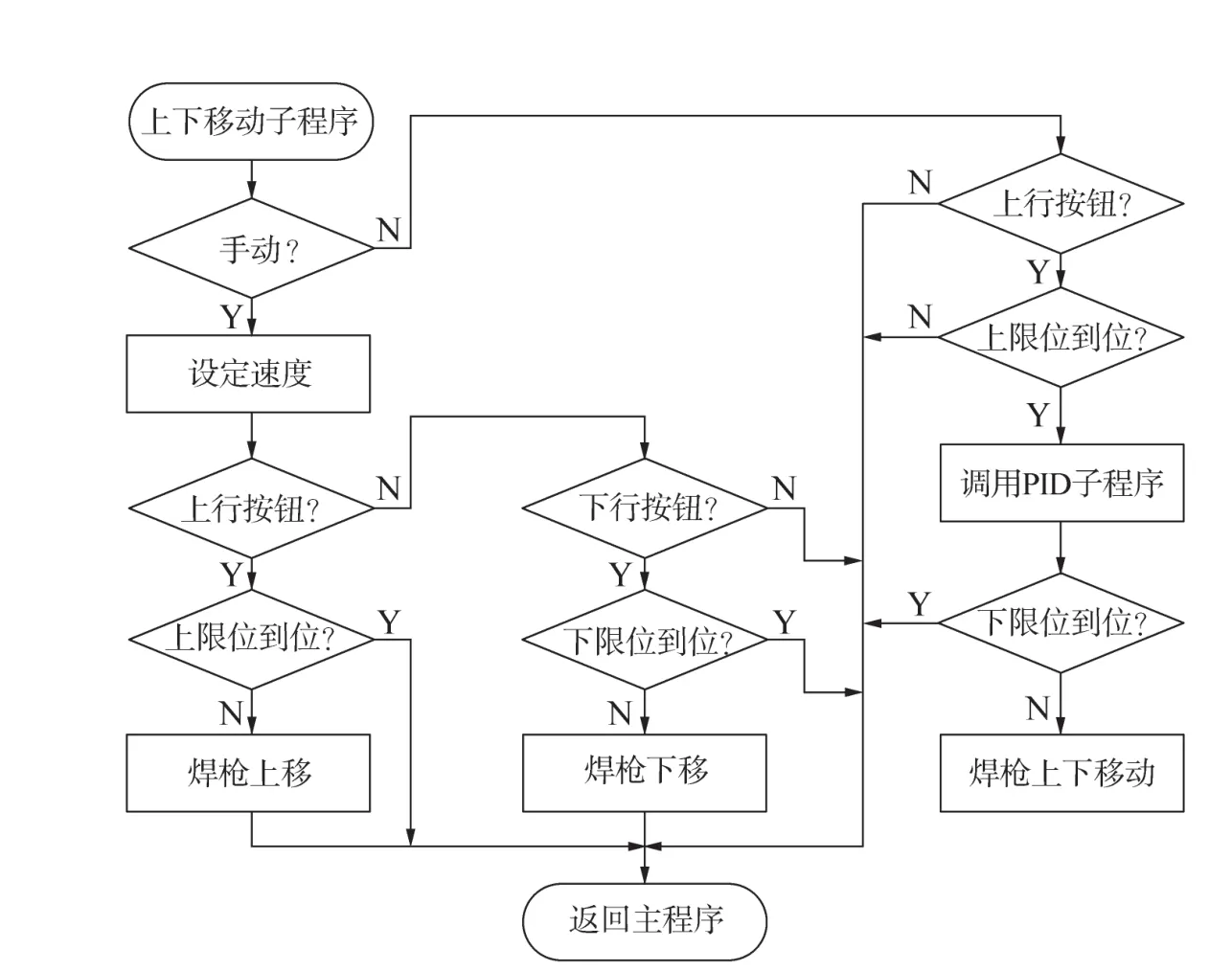
圖3 焊槍槍頭上下走形控制流程框圖
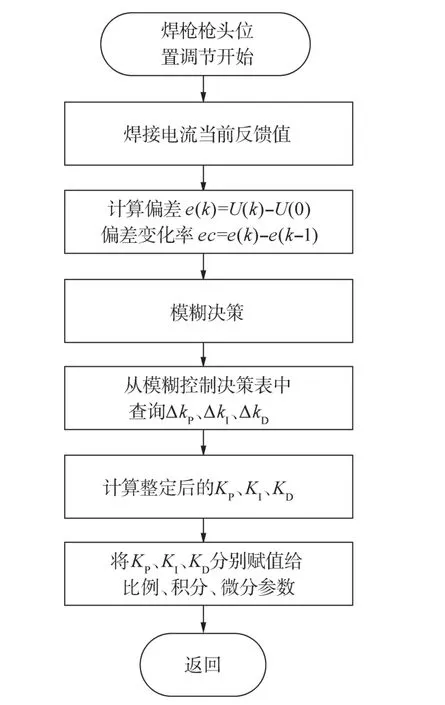
圖4 焊接電流模糊PID控制算法流程
4 結論
研究了控制系統的硬件組成和軟件設計,該系統以可編程控制器PLC為核心,分別對焊槍槍頭走行控制系統、橫臂移動控制系統、焊接滾輪架旋轉控制系統進行了程序設計;針對焊接工件與焊槍槍頭導電嘴之間距離難以穩定的情況,設計了以焊接電流閉環控制的模糊PID控制算法。
[1]李亞江,劉強,王娟.氣體保護焊工藝及應用[M].北京:化學工業出版社,2009:2-6.
[2]殷樹言,劉嘉.數字化焊機發展趨勢[J].現代制造,2005,5(6):34-35.
[3]李國勇,衛明社.可編程控制器原理及應用[M].北京:國防工業出版社,2009:66-70.
[4]呂學勤,劉剛,吳毅雄.焊接智能控制及其發展趨勢[J].電焊接,2007,37(5):18-20.
[5]Mansour S E,Kember G C,Dubay R,et al.Online Optimization of Fuzzy—PID Control of a Thermal Process[J].ISA Transactions,2005,44(2):305-314.
