固定鉗身的設(shè)計(jì)與工藝規(guī)程編制
2015-03-12 13:10:51郭廷華王杰楊曉紅
科技資訊 2015年24期
關(guān)鍵詞:工藝設(shè)計(jì)
郭廷華 王杰 楊曉紅
摘 要:固定鉗身是平口鉗中的重要零件之一,能起到連接工作臺,又為其它零件提供安裝區(qū)域的作用。借助三維軟件Ug對固定鉗身進(jìn)行整體設(shè)計(jì),對固定鉗身的結(jié)構(gòu)工藝性分析、工藝方案的選擇、材料的選擇、基準(zhǔn)的選擇、工藝過程的編制、活動(dòng)鉗身的加工個(gè)過程以及所用設(shè)備和參數(shù)的選擇等諸多方面進(jìn)行了比較、分析,最后制訂了固定鉗身的加工工藝規(guī)程。
關(guān)鍵詞:固定鉗身 設(shè)計(jì) 工藝
中圖分類號:TK422 文獻(xiàn)標(biāo)識碼:A 文章編號:1672-3791(2015)08(c)-0096-02
1 固定鉗身的整體設(shè)計(jì)
固定鉗身的作用主要體現(xiàn)于:作為主架,起到與穩(wěn)定與校核的的作用,在固定鉗身的所使用的過程中,以方便可調(diào)型為主,在進(jìn)行設(shè)計(jì)中由于要考慮其承載穩(wěn)定性和承載的適應(yīng)性,所以在設(shè)計(jì)時(shí)以孔和面的設(shè)計(jì)為主,在承載孔的基礎(chǔ)上要保證其同軸度和適應(yīng)度作為基準(zhǔn)。
1.1 固定鉗身UG建模
設(shè)計(jì)、加工前先對固定鉗身用Ug軟件進(jìn)行建模,如圖1所示。
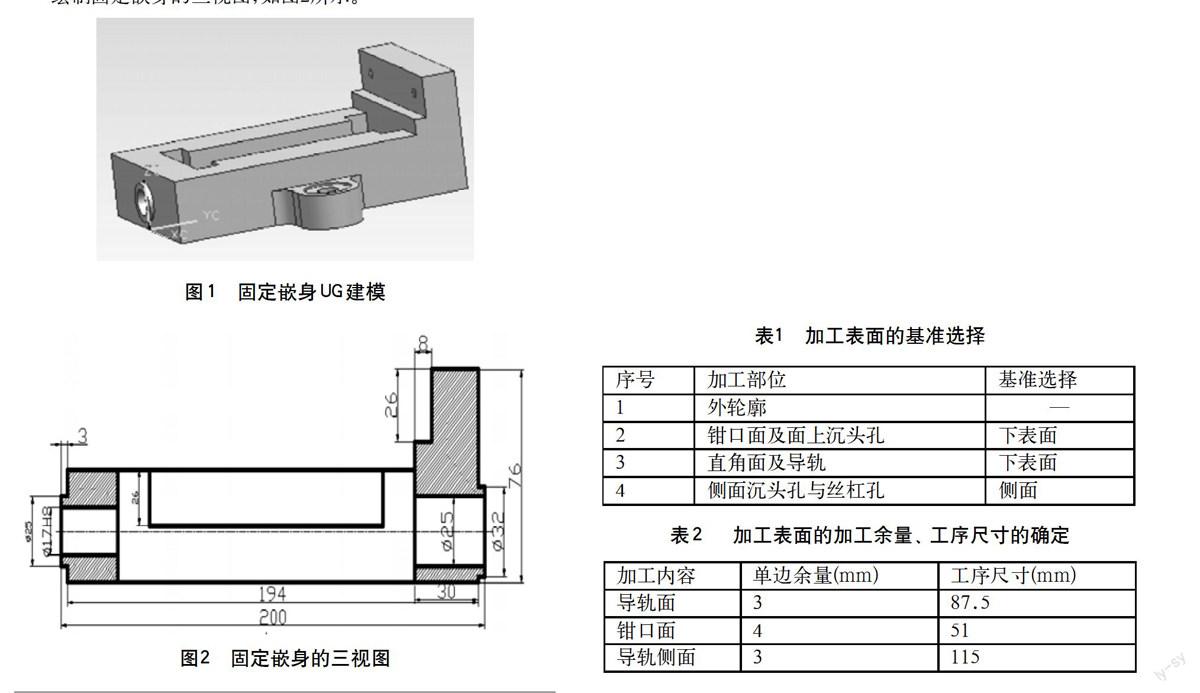
1.2 固定鉗身三視圖
繪制固定嵌身的三視圖,如圖2所示。
2 固定鉗身的設(shè)計(jì)與工藝規(guī)程編制
2.1 結(jié)構(gòu)工藝性分析
2.1.1 固定鉗身的外形分析
鉗身屬于機(jī)架類零件[1],在形狀的設(shè)計(jì)中比較復(fù)雜,鉗身與多種工件相配合,不但在平口鉗中起到重要作用,而且在使用中也起到至關(guān)重要的作用,固定鉗身的總體組合為綜合式的,有圓柱性和凸臺組成,其主要的作用是連接,與桌面和臺面連接緊固,還與其他的一些零件進(jìn)行過渡配合,為其他的零件提供安裝區(qū)域。
2.1.2 幾何元素的分析
該工件外形復(fù)雜,包含了圓弧面、平面、孔等集合元素,其中圓弧面在設(shè)計(jì)過程中利用導(dǎo)動(dòng)切除,在孔的加工中一定要保證兩段的同軸度使其在中心的對稱中較為合理,才能在使用中更加方便和快捷。
2.1.3 零件材料的分析
鉗身在選取材料時(shí)較為簡單,按照對其穩(wěn)定性的要求,確定選取材料為HT200[2],調(diào)質(zhì)處理,硬度為HRC20~30,適合在加工中心加工。
2.2 固定鉗身毛坯的選擇
固定鉗身為鑄件,屬小批量生產(chǎn)。選擇合適的毛坯,對零件的加工質(zhì)量、加工工時(shí)都有很大的影響。滑動(dòng)鉗身,形狀結(jié)構(gòu)較復(fù)雜,考慮選用鑄件,鑄件適用于形狀較復(fù)雜的零件毛坯。
2.3 固定鉗身毛坯的技術(shù)要求
鑄件不應(yīng)有裂紋,砂眼和局部縮松、氣孔及夾渣等缺陷。鑄件表面應(yīng)清除毛刺、結(jié)瘤和粘砂;鑄造圓角為R5~R10。
2.4 主要加工表面
(1)零件外輪廓;(2)鉗口面;(3)導(dǎo)軌槽。
2.5 基準(zhǔn)的選擇
根據(jù)粗、精基準(zhǔn)選擇原則,確定各加工表面的基準(zhǔn)如表1所示。
2.6 擬定機(jī)械加工工藝路線
(1)確定各表面的加工方法。根據(jù)各加工表面的加工精度和表面粗糙度的要求,選定加工方法如下:外輪廓銑削一次完成;鉗口面與直角面粗-精銑;鉆沉頭孔;M3螺紋孔鉆-攻絲。
(2)加工工藝路線的總體設(shè)計(jì)。此零件適合在銑床上加工[3]。對于加工來說要能保證零件的加工精度和表面粗糙度的要求使走刀路線最短。
(3)按照銑削加工的工藝原則確定工件的加工工藝過程為:①鑄造毛坯并裝夾在平口鉗上;②使用直徑為25的立銑刀分別加工毛坯的各個(gè)面;③使用直徑為 11的麻花鉆打通孔11與沉頭孔用18麻花鉆鉆至18;④使用直徑為7的麻花鉆打通孔7與沉頭孔用10麻花鉆鉆至10;⑤使用直徑為7的麻花鉆加工通孔7;⑥使用直徑為17麻花鉆加工絲杠孔至17;⑦使用磨床加工絲杠孔至25;⑧使用M6絲錐加工螺紋。
2.7 加工余量及工序尺寸的確定
根據(jù)上述原始資料和加工工藝,分別確定各加工表面的加工余量、工序尺寸,如表所2示。
其余未說明加工部分均一次加工完成。
2.8 設(shè)備的選用和參數(shù)的選擇
2.8.1 設(shè)備的選用
采用華中數(shù)控銑床對工件進(jìn)行加工,游標(biāo)卡尺量程0-250mm對工件進(jìn)行測量,角度規(guī)對直角測量,平口鉗對工件進(jìn)行裝夾。
2.8.2 設(shè)備切削參數(shù)的選擇
主軸轉(zhuǎn)速的確定:粗加工轉(zhuǎn)速取800 r/min,精加工轉(zhuǎn)速取1000 r/min。
速度的確定:粗加工進(jìn)給速度60 mm/min。精加工進(jìn)給速100 mm/min。鉆孔時(shí)主軸轉(zhuǎn)速為1000 r/min,進(jìn)給量為0.5 mm/r。
參考文獻(xiàn)
[1] 王德俊.機(jī)械制圖[M].北京:清華大學(xué)出版社.2010:203-204.
[2] 王祖堂.金屬塑性成形理論[M].北京:機(jī)械工業(yè)出版社, 1992:63-67.
[3] 王鳳平.機(jī)械制造工藝學(xué)[M].北京:機(jī)械工業(yè)出版社,2012:54-55.
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03