200 t級(jí)鋼管拱肋節(jié)段臥式制作工藝
2015-03-14 03:07:34王建軍秦大燕
西部交通科技 2015年8期
王建軍,韓 玉,馮 智,秦大燕
(廣西路橋工程集團(tuán)有限公司,廣西 南寧 530011)
?
200 t級(jí)鋼管拱肋節(jié)段臥式制作工藝
王建軍,韓玉,馮智,秦大燕
(廣西路橋工程集團(tuán)有限公司,廣西南寧530011)
王建軍(1982—),高級(jí)工程師,主要從事公路與橋梁的施工與管理工作;
韓玉(1972—),教授級(jí)高工,主要研究方向:道路與橋梁工程;
馮智(1963—),教授級(jí)高工,主要研究方向:道路與橋梁工程;
秦大燕(1980—),高級(jí)工程師,主要研究方向:道路與橋梁工程。
摘要:文章以合江長(zhǎng)江一橋工程為例,推薦對(duì)200 t級(jí)鋼管拱肋節(jié)段采用臥式制作工藝;借助AUTO CAD軟件三維制圖功能完成圖紙轉(zhuǎn)換,選擇通用筒節(jié)、斜筒節(jié)、過(guò)渡筒節(jié)分別劃分方式進(jìn)行主弦管筒節(jié)劃分;介紹了筒節(jié)和單元件的制作工序,展示了制作圖樣及實(shí)物圖片;通過(guò)拼裝檢驗(yàn)和實(shí)橋監(jiān)測(cè)驗(yàn)證了臥拼工藝的正確合理性,為大橋的順利完工提供了保障。
關(guān)鍵詞:橋梁;鋼管;拱肋節(jié)段;200 t級(jí);臥式制作;工藝
0引言
橋梁鋼結(jié)構(gòu)的工廠制作和預(yù)拼最好能反應(yīng)鋼結(jié)構(gòu)實(shí)際拼裝施工時(shí)的狀態(tài),以橋梁鋼塔結(jié)構(gòu)為例,早期基本采用立置拼裝的方式,但是隨著橋梁跨度不斷增大,鋼塔結(jié)構(gòu)規(guī)模不斷向巨型化發(fā)展,必須采用合理的水平制作和拼裝工藝,才能提高施工效率、經(jīng)濟(jì)性和安全性。鋼管混凝土拱橋跨度已經(jīng)達(dá)到500 m級(jí)別,單個(gè)節(jié)段制作重量達(dá)到200 t級(jí)別,體量非常巨大,拱肋節(jié)段采用臥式制作方式,才能保證施工快捷安全,但是否能保證精度,還需通過(guò)實(shí)踐檢驗(yàn)。
1工程背景介紹
合江長(zhǎng)江一橋主拱采用主孔跨度為530 m的鋼管混凝土桁式結(jié)構(gòu),凈矢跨比為1/4.5,拱軸系數(shù)為1.45。拱腳截面徑向高16.0 m,拱頂截面徑向高8.0 m,肋寬4.0 m。每肋為4φ1 320鋼管,壁厚按位置不同而變化,分別為22mm、26mm、30mm、34mm。管內(nèi)灌C60混凝土的鋼管混凝土弦管,橫聯(lián)鋼管為φ762mm×16mm,豎向腹管為φ660mm×12mm。大橋總體布置圖見(jiàn)圖1。

圖1 波司登長(zhǎng)江大橋設(shè)計(jì)總體布置圖
大橋主拱肋最大截面高度為16m,最大節(jié)段長(zhǎng)度達(dá)45m,最大分段重量達(dá)192t,綜合考慮經(jīng)濟(jì)性、安全性和施工方便,確定采用以臥式制作和拼裝為主、立式拼裝檢驗(yàn)控制的方式進(jìn)行拱肋結(jié)構(gòu)的制作拼裝施工。
拱肋節(jié)段臥式制作時(shí)采用“1+3”預(yù)拼工藝方案,在臥拼胎架上完成主拱肋預(yù)拼、腹桿相貫線焊接及接頭連接件的安裝工作。
最終確定合江長(zhǎng)江一橋主拱肋制造總體施工工藝方案為:筒節(jié)制造→單元件制造→弦管片裝分段制造→單側(cè)主拱肋臥拼裝→主拱肋立拼檢驗(yàn)(可選)→涂裝。筒節(jié)、單元件在專(zhuān)用平臺(tái)上制造。工序?yàn)椋和补?jié)制造→筒節(jié)按橋線型對(duì)接組裝成弦管單元件。弦管片裝分段制造在專(zhuān)用胎架上制造,分上弦片裝分段和下弦片裝分段制造。
2拱肋節(jié)段臥式制作
2.1 圖紙轉(zhuǎn)化
合江長(zhǎng)江一橋主拱肋為空間桁架結(jié)構(gòu),拱腳至拱頂為變截面,桿件繁多,每一桿件的幾何參數(shù)、空間位置各異。精確制作的前提是獲取準(zhǔn)確的幾何參數(shù)。傳統(tǒng)的放樣方式為平面、立面量取、校核,對(duì)工藝員的空間思維要求高;采用三維立體模型,既精確又方便,是目前已知最好的解決方案。
本橋采用AUTOCAD制圖軟件建立全橋主拱三維模型(1∶1),經(jīng)校核模型中各桿件無(wú)誤后,讀取桿件各項(xiàng)參數(shù)并按規(guī)范要求布置焊縫的位置。按照設(shè)計(jì)坐標(biāo)進(jìn)行建模,模型中將預(yù)拱度值加入到對(duì)應(yīng)的坐標(biāo)值中。從模型中得到的桿件參數(shù)僅為理論值,不能用于指導(dǎo)生產(chǎn),應(yīng)考慮工藝補(bǔ)償量。工藝補(bǔ)償量中,主要包含各桿件單位焊接收縮量、切割設(shè)備精度、裝配誤差等。
2.1.1主弦管
本橋采用平行拱肋設(shè)計(jì),左右對(duì)稱(chēng),跨中對(duì)稱(chēng),因此以一側(cè)拱肋為研究對(duì)象。主弦管為一懸鏈線,直徑達(dá)1.32m,采取以折代曲的制作工藝(相對(duì)弧形管,無(wú)彎管產(chǎn)生的殘余應(yīng)力)。根據(jù)曲率的大小及卷管能力,筒節(jié)長(zhǎng)度控制在2~3m。筒節(jié)劃分時(shí),將筒節(jié)分為3種類(lèi)型,分別是通用筒節(jié)、斜筒節(jié)、過(guò)渡筒節(jié),長(zhǎng)度、數(shù)量根據(jù)具體劃分需要進(jìn)行調(diào)整。對(duì)筒節(jié)進(jìn)行編號(hào)、標(biāo)注方向。以上步驟均能在AUTOCAD中完成。
將以上的筒節(jié)分別劃分方式與傳統(tǒng)的單一直筒節(jié)劃分進(jìn)行對(duì)比,見(jiàn)表1。
從表1可看出,筒節(jié)分別劃分、一次到位的方案在不受下料設(shè)備影響的條件下,各方面均優(yōu)于單一的筒節(jié)劃分方式。合江長(zhǎng)橋一橋鋼結(jié)構(gòu)在工廠制作,滿足分別劃分的條件,因此采用該方式。
2.1.2橫聯(lián)管、腹桿、橫撐管
橫聯(lián)管直徑為762mm,橫撐主管直徑為711mm,均采用鋼板卷制,工藝與主弦管筒節(jié)一致。腹桿直徑為660mm,全橋數(shù)量達(dá)900余米,均為直管,采用成品直縫管加快生產(chǎn)效率。在首批成品管材進(jìn)廠后,進(jìn)行抽檢,長(zhǎng)度、橢圓度均符合要求,但對(duì)焊縫進(jìn)行UT檢測(cè)時(shí),發(fā)現(xiàn)局部焊縫存在缺陷,需進(jìn)行返工處理。因此,必須堅(jiān)持進(jìn)行材料抽檢。
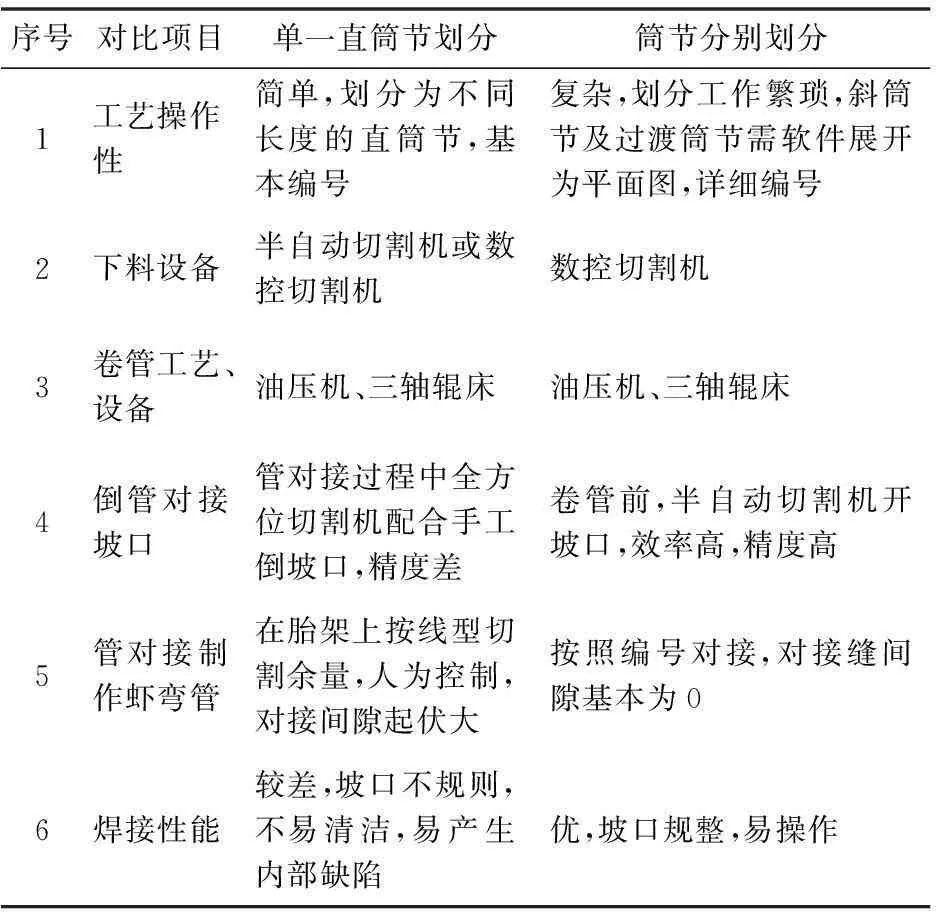
表1 兩種筒節(jié)劃分方式特點(diǎn)對(duì)比表
腹桿采用相貫線切割機(jī)下料。在臥拼裝過(guò)程中,出現(xiàn)了管兩端相貫線扭曲,即趾部或根部不在同一面上,造成相貫線焊縫間隙超寬,無(wú)法焊接。在進(jìn)行相貫線切割機(jī)下料時(shí),應(yīng)先讓機(jī)器畫(huà)出印跡,檢查印跡符合要求后再進(jìn)行切割。
2.2 筒節(jié)制作
筒節(jié)制作的工序?yàn)椋簤侯^→卷管→裝配→縱縫焊接→矯圓(見(jiàn)表2)。壓頭,即將筒節(jié)長(zhǎng)度方向的兩端壓出一定的圓弧,寬度約200mm,根據(jù)直徑大小確定。未經(jīng)壓頭的鋼板,在卷管后,接口處宜形成凸角,壓過(guò)火則形成鈍角,均不利于后期的裝配、焊接及矯圓。壓頭需要的模具弧度與管經(jīng)弧度一致。正式制作前通過(guò)首制件驗(yàn)證工藝的可行性。
2.3 單元件制作
單元件制作工序見(jiàn)表3。
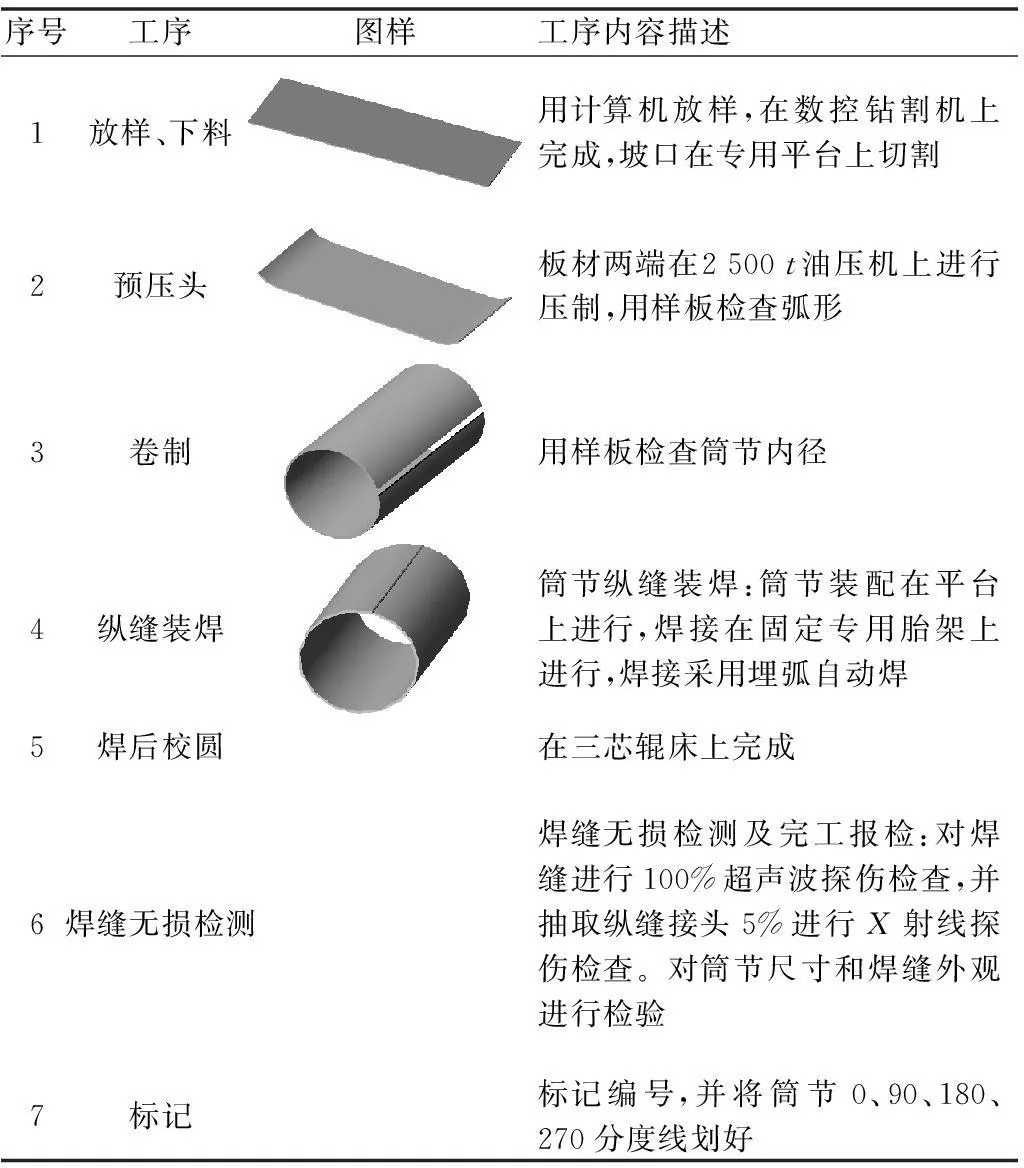
表2 筒節(jié)制作工序表
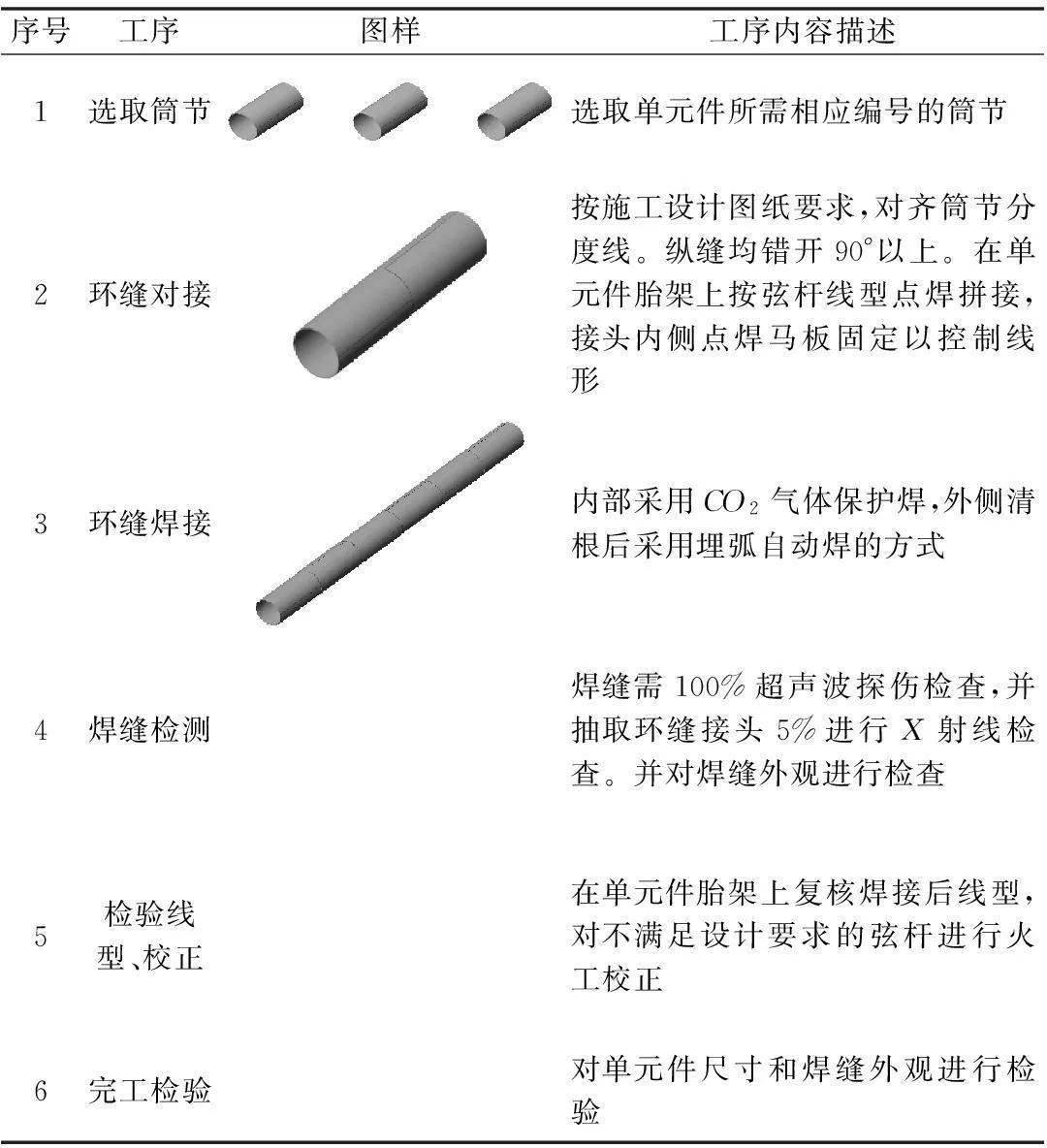
表3 單元件制作工序表
3拼裝檢驗(yàn)
完成單元件制作后,分別進(jìn)行了拱肋的臥拼施工及立拼檢驗(yàn),通過(guò)立拼后的偏位測(cè)量和法蘭盤(pán)密貼度檢查,以及對(duì)合江長(zhǎng)江一橋施工過(guò)程的監(jiān)控量測(cè),結(jié)果證明,只要拱肋分段的軸線偏位控制在±3mm內(nèi),雖然立置后會(huì)產(chǎn)生一定的變形差異,但仍可控制在規(guī)范要求的范圍內(nèi),因此采用臥式制作方法可完全滿足施工要求。
4結(jié)語(yǔ)
大型鋼構(gòu)件的制作方式及工藝,對(duì)其精度、效率、經(jīng)濟(jì)性和安全性起著決定作用,本文通過(guò)對(duì)合江長(zhǎng)江一橋200t級(jí)鋼管拱肋節(jié)段的制作工藝進(jìn)行分析和實(shí)踐,得到以下結(jié)論:
(1)推薦采用臥式制作工藝進(jìn)行200t級(jí)鋼管拱肋節(jié)段的制作;
(2)圖紙轉(zhuǎn)換借助三維制圖軟件功進(jìn)行圖紙轉(zhuǎn),方便快捷,精度高;
(3)主弦管筒節(jié)劃分選擇通用筒節(jié)、斜筒節(jié)、過(guò)渡筒節(jié)分別劃分方式進(jìn)行,可以有效保證制作質(zhì)量;
(4)通過(guò)拼裝檢驗(yàn)和實(shí)橋監(jiān)測(cè)驗(yàn)證了合江長(zhǎng)江一橋臥拼工藝的正確合理性,為大橋的順利完工提供了保障。
參考文獻(xiàn)
[1]鄭永昌,隆海健.鋼管拱肋加工制作工藝[J].西部交通科技,2009(11):73-77.
[2]張治成.大跨度鋼管混凝土拱橋施工控制研究[D].杭州:浙江大學(xué),2004.
[3]王小敏.青干河大橋鋼管拱肋的制作工藝與質(zhì)量控制[J].中外公路,2003(3):30-32.
[4]孫潮,陳寶春,鋼管拱肋的制作[J].福建建筑,2000(4):35-38.
[5]劉貴江.洛陽(yáng)市洛浦大橋鋼管拱肋生產(chǎn)工藝[J].山西建筑,2002(2):40-41.
[6]盧建常.大跨度鋼管砼拱橋鋼管拱肋制作的監(jiān)控要點(diǎn)[J].廣東建材,2006(3):23-25.
Horizontal Production Process of 200t-Level Steel-tube Arch Rib Section
WANG Jian-jun,HAN Yu,F(xiàn)ENG Zhi,QIN Da-yan
(Guangxi Road and Bridge Engineering Group Co.,Ltd.,Nanning,Guangxi,530011)
Abstract:With Hejiang Yangtze I Bridge project as an example,this article recommended to use the horizontal production technique for 200t-level steel-tube arch rib section;it completed the drawing con-version via to three-dimensional mapping function of AUTO CAD software,conducted the tube section dividing of main chord tube respectively by selecting the generic tube section,oblique tube section,and transitional tube section division methods;described the production process of tube section and unit parts,showed the production pattern and physical picture;and verified the validity and rationality of hor-izontal assembly process through the assembling inspection and real bridge monitoring,thereby provi-ding the guarantee for the successful completion of this bridge.
Keywords:Bridge;Steel tube;Arch rib segments;200t level;Horizontal production;Technology
收稿日期:2015-07-02
文章編號(hào):1673-4874(2015)08-0052-04
中圖分類(lèi)號(hào):U448.22+2
文獻(xiàn)標(biāo)識(shí)碼:A
DOI:10.13282/j.cnki.wccst.2015.08.013
作者簡(jiǎn)介
猜你喜歡
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:36
建材發(fā)展導(dǎo)向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國(guó)房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
西安建筑科技大學(xué)學(xué)報(bào)(自然科學(xué)版)(2014年2期)2014-11-12 13:04:54