基于面裝式永磁同步電機的轉爐煉鋼氧槍位置控制
2015-03-15 09:03:09蔡海林馬鞍山鋼鐵股份有限公司原燃料采購中心安徽馬鞍山243003
冶金動力 2015年10期
蔡海林(馬鞍山鋼鐵股份有限公司原燃料采購中心,安徽馬鞍山243003)
?
基于面裝式永磁同步電機的轉爐煉鋼氧槍位置控制
蔡海林
(馬鞍山鋼鐵股份有限公司原燃料采購中心,安徽馬鞍山243003)
【摘要】在轉爐煉鋼過程中的一個重要工藝是吹氧,傳統的氧槍傳動裝置采用直流調速控制系統,隨著電力電子技術的發展,交流傳動系統以其優越的控制性能逐漸取代了直流調速系統。主要研究了基于面裝式永磁同步電機的轉爐煉鋼氧槍位置控制系統。在整個控制系統中,通過對面裝式永磁同步電機的控制,實現了氧槍位置的精確控制,提高了系統效率。
【關鍵詞】面裝式永磁同步電機;轉爐煉鋼;氧槍位置控制
1 引言
對于轉爐煉鋼的自動化系統而言,電氣傳動系統也是整個系統的核心,擁有一套穩定可靠、安全高效的傳動系統是轉爐煉鋼成功的有力保障[1]。傳統的轉爐煉鋼中的氧槍和傾動裝置則采用直流調速系統,然而直流電機的制造和維護成本高,且可靠性較差[2]。隨著電力電子技術和設備、數字芯片以及現代控制技術的發展,交流調速漸漸取代了直流調速系統[3],采用矢量控制技術的交流調速系統具有和直流調速系統相媲美的控制性能,且整個系統的維護成本低,效率高。
近年來,隨著永磁體材料的開發,永磁同步電機以其高功率密度、高轉矩密度、高效率的特點成為交流傳動系統的主流驅動電機,因此本文主要研究將面裝式永磁同步電機應用于轉爐煉鋼中氧槍的位置控制系統。
一般的,在轉爐煉鋼過程中保持氧槍在熔池面以上的預定高度,因此則需要控制氧槍的位置。本文采用基于面裝式永磁同步電機的傳動系統,其位置控制系統包括位置環、速度環和電流環三個閉環結構[4],本文通過設計SMPMSM的三環控制器,提出了基于SMPMSM的轉爐煉鋼氧槍位置控制方法。最后,利用MATLAB/Simulink仿真平臺對SMPMSM傳動系統進行仿真,驗證了提出的傳動系統能夠將氧槍控制在預定位置,從而實現了精確位置控制。
2 面裝式永磁同步電機數學模型
同步旋轉d-q坐標系下,SMPMSM的電壓方程可以表示為:
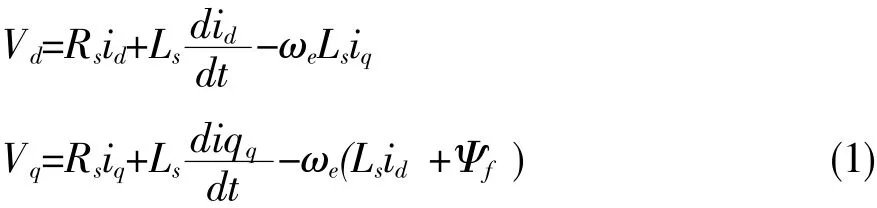
其中,Vd、Vq和id、iq分別表示d-q坐標系下的電機電壓和電流,棕e表示電機轉子電角速度,Rs是電機定子電阻,Ls是電機同步電感,追f是永磁體磁鏈。
同樣的,SMPMSM的轉矩方程表示為:

其中,np是電機極對數。由SMPMSM轉矩方程可以看出,通過控制d-q坐標系下的電機q軸電流iq就可以控制電機的輸出轉矩。
SMPMSM的運動方程為:

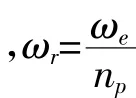
SMPMSM位置可以表示為:

由電機轉子位置信息,再根據傳動機構的特征,可以相應地表示出氧槍在垂直方向上的具體位置,從而控制氧槍的升降。
3 基于SMPMSM的轉爐煉鋼氧槍位置控制
3.1SMPMSM矢量控制原理
對于交流電機的控制方式,大多采用矢量控制,其基本原理是:利用坐標變換原理,將三相交流電機等效到同步旋轉坐標系下,因此電機的定子電流分解為直軸電流分量id和交軸電流分量iq,通過控制電機的交軸電流分量達到控制電機轉矩的目的。
三相靜止坐標系到兩相旋轉坐標系下的坐標變換公式為:
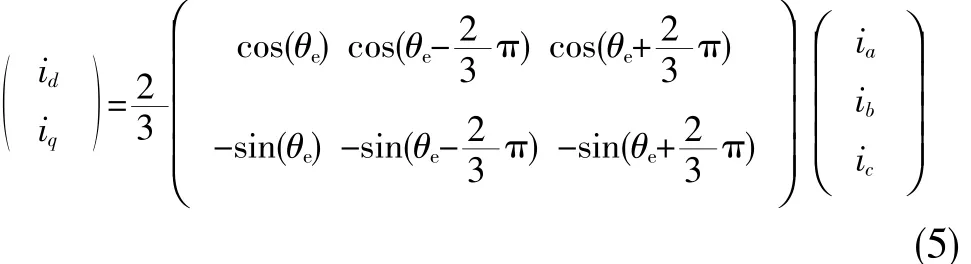
其中,ia、ib、ic分別為電機定子三相電流,茲e是電機轉子電角度。
對于面裝式永磁同步電機,如公式(2)所示,其轉矩只與交軸電流分量iq有關,因此,通過控制直軸電流分量id=0,從而控制交軸電流分量iq就能控制電機轉矩。
3.2SMPMSM位置、速度、電流三閉環控制結構
設計的SMPMSM控制系統選取位置、速度、電流三閉環的控制方案。內環為電流環,采用d、q軸雙PI調節器的控制結構,由指令電流與反饋電流的誤差經過PI調節器輸出電壓指令,當誤差增大時,通過增大電壓指令調節電機電流,從而縮小誤差,這種通過誤差的閉環反饋結構可以控制電機的實際電流準確跟蹤指令電流。
上一節已經說明,根據矢量控制原理,電機的轉矩只與q軸電流分量有關,因此控制電機d軸電流分量id=0,通過調節就能調節電機的轉矩,所以設計的控制結構通過速度環產生相應的q軸電流指令,然后利用電流PI調節器控制電機電流,從而控制電機的輸出轉矩。外環為位置環和速度環,均采用傳統的PI調節器控制結構,位置環PI調節器輸出速度給定值,同時限制最大速度;速度環PI調節器輸出q軸電流指令值,同時限制最大電流。整個位置控制系統結構框圖如圖1所示。
電機由直流電源通過三相電壓型逆變器供電。整個矢量控制算法通過電流傳感器檢測電機三相電流,再由坐標變換生成d、q軸電流,利用PI調節器產生d、q軸參考電壓,再由空間矢量脈寬調制算法生成逆變器三相驅動信號,從而驅動逆變器生成三相交流電壓供電機運行。
4 系統仿真
傳動系統采用額定功率為18 kW,額定轉速為3000 r/min的SMPMSM,電機參數如下:
極對數:4
同步電感(Ls):0.239 mH
永磁體磁鏈(追f):0.065 Wb。
利用MATLABSimulink仿真軟件對提出的SMPMSM傳動系統進行仿真研究。其中,電流環采用PI調節器,d、q軸電流PI控制器參數為:Kpd=Kpq=0.6、Kid=Kiq=32.67。
SMPMSM位置控制系統仿真結構圖如圖2,SMPMSM采用矢量控制方式,控制電機直軸電流id=0,而電機交軸電流指令通過速度PI調節器獲得,速度給定值則通過位置PI調節器獲得。SMPMSM位置響應波形如圖3所示。
由三環控制系統,電機位置迅速轉到預定位置處,調節時間約為1.2 s。而SMPMSM速度與轉矩響應波形如圖4所示。
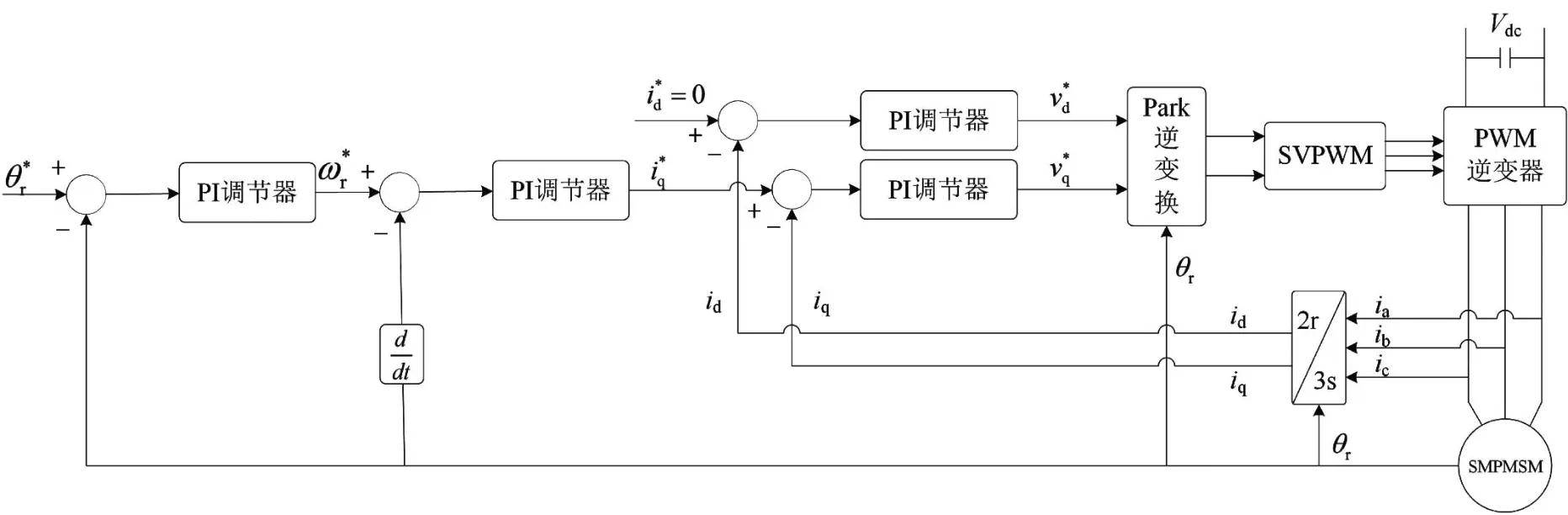
圖1 SMPMSM位置控制系統結構框圖
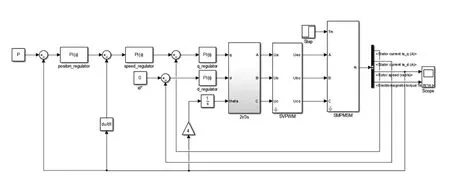
圖2 傳動系統仿真結構圖
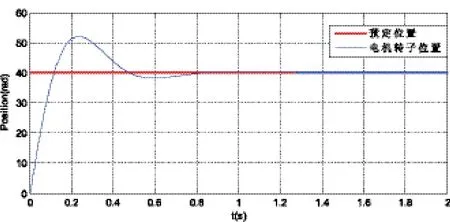
圖3 SMPMSM位置響應波形
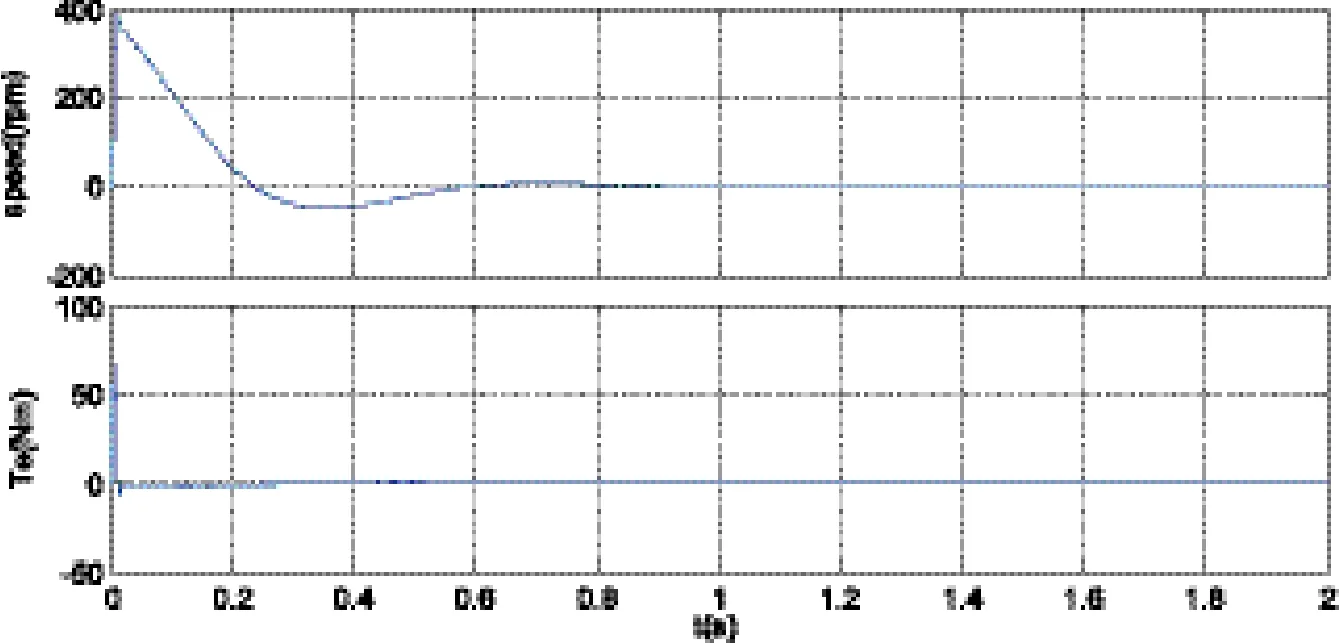
圖4 SMPMSM速度與轉矩響應波形
5 總結
轉爐煉鋼作為目前最主要的煉鋼方法,其高效精確的傳動裝置是煉鋼成功的關鍵因素之一,本文結合現代交流傳動技術的優勢和特點,提出了基于面裝式永磁同步電機的轉爐煉鋼氧槍位置控制方式。利用面裝式永磁同步電機的特點,通過矢量控制結構來控制電機的輸出轉矩,采用位置、速度、電流三閉環控制結構架構了整個傳動系統。最后通過仿真驗證了基于面裝式永磁同步電機的傳動系統能夠迅速、準確地將電機控制到指令位置,能夠實現氧槍的精確位置控制,提高系統的效率。
[參考文獻]
[1]許文派.轉爐煉鋼學[M].北京:冶金工業出版社,1988.
[2]湯蘊繆.電機學[M].北京:機械工業出版社,2011.
[3]陳伯時.電力拖動自動控制系統[M].北京:機械工業出版社,2000.
[4]秦憶.現代交流伺服系統[M].武漢:華中理工大學出版社,1995.
Converter Oxygen Lance Position Control Based on Surface -Mounted Permanent Magnet Synchronous Motor
Cai Hailin
(The Raw Materials and Fuels Purchase Center of Maanshan Iron & Steel Co. Ltd., Maanshan, Anhui 243003, China)
[Abstract]Oxygen blowing is an important process in converter steel smelting. Tradition-al oxygen lance drive device adopts DC speed adjusting control system, but with rapid devel-opment of electronic technology for electricity power system, AC lance drive system with its excellent control performance has gradually replaced DC speed adjusting system. The oxygen lance position control system for converter based on surface-mounted permanent magnet syn-chronous motor is studied. In the entire control system, precision control of the lance position is achieved by control of the surface-mounted permanent magnet synchronous motor, which improves the efficiency of the system.
[Keywords]surface-mounted permanent magnet synchronous motor; converter smelting; oxygen lance position control
作者簡介:蔡海林(1980-),男,2005年畢業于安徽理工大學計算機科學與技術專業,電氣工程師,現從事遠洋物流管理工作。
收稿日期:2015-06-16
【中圖分類號】TM3
【文獻標識碼】B
【文章編號】1006-6764(2015)10-0068-04