提高單圓盤銅陽極板質量的生產實踐
2015-03-17 09:48:48李文峰江西銅業集團公司貴溪冶煉廠江西貴溪335424
銅業工程 2015年3期
關鍵詞:質量
李文峰,付 宇,劉 俊(江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
提高單圓盤銅陽極板質量的生產實踐
李文峰,付 宇,劉 俊
(江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
剖析了江西銅業集團貴溪冶煉廠(簡稱貴冶)傾動爐車間單圓盤澆鑄銅陽極板質量不高的現狀,從貴冶制定的“銅陽極板物理規格標準”出發,經研究分析查找影響因素,通過技術改進和優化過程控制,使得陽極板品質有了較大提升。
澆鑄;陽極板;質量;銅模;電子秤
1 引言
江銅集團貴溪冶煉廠傾動爐車間10萬t雜銅冶煉項目2007年3月投產運行,該項目的圓盤澆鑄機采用江銅集團(貴溪)冶金化工工程公司自主設計生產的單16模圓盤澆鑄系統。經過不斷摸索對圓盤澆鑄機的性能和工藝流程控制有了更加充分的認識,在火法精煉中,銅陽極板質量不僅與冶煉工藝技術有關,還與澆鑄機的性能息息相關。下面將一一闡述傾動爐車間在生產實踐中,提高單圓盤澆鑄機性能,從而提高銅陽極板質量的措施。
2 貴冶通用銅陽極板物理規格標準
銅電解精煉的電流效率和電解銅質量很大程度上取決于陽極板的物理規格。為了滿足電解精煉的要求,陽極板要求厚薄均勻,無飛邊毛刺,表面光滑平整、無帶渣。目的是使陽極板在電解槽中保持垂直,減少電解短路現象,提高電流效率;減少陽極泥沉降附著現象,提高陰極銅質量;降低殘極率。下面是貴冶制定的通用陽極板物理規格標準(如表一所示)[1]。
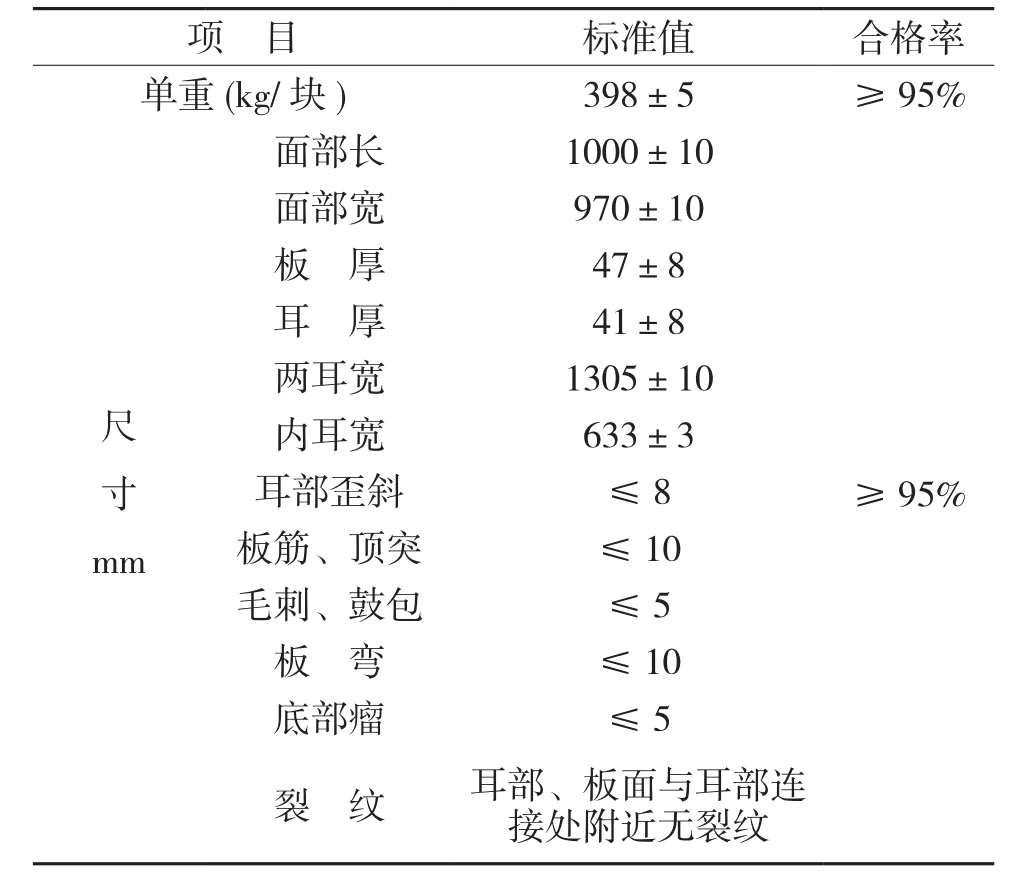
表1 貴冶通用陽極板物理規格標準
3 陽極板物理規格的影響因素
3.1 影響陽極板物理合格率因素統計
為了弄清影響陽極板物理合格率的因素,車間對2011年10月111爐共計34830塊陽極板進行了工序內的檢驗(含陽極板的自檢),檢驗合格陽極板34210塊,不合格陽極板620塊。主要影響不合格陽極板各類因素的分布進行了統計如(表2所示)實際陽極板物理合格率只有98.22%。
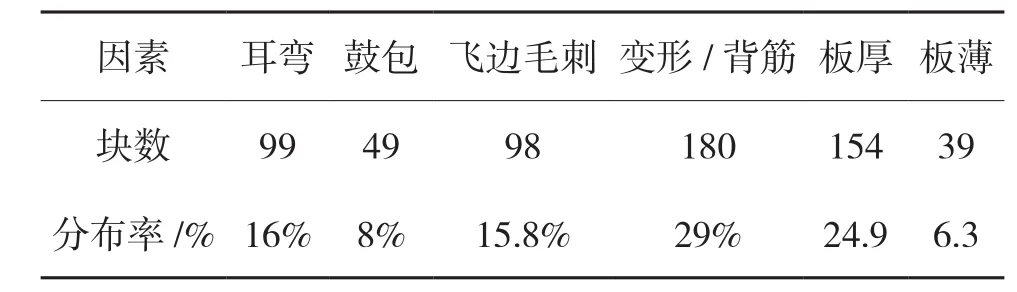
表2 不合格陽極板各類影響因素的分布
3.2 不合格陽極板各類影響因素的分析
經統計研究分析,影響不合格陽極板質量的主要因素可歸納為:(1)大量的飛邊毛刺,誘因是澆鑄過程中冷卻水控制不當,噴涂效果不理想有關;(2)陽極板變形嚴重、背筋大與銅模溫度控制有關,銅模冷卻水控制不當,易造成銅模開裂或變形嚴重;(3)耳厚耳薄屬于銅模的水平度未調整好[2],面部長、面部寬、兩耳寬、內耳寬、錐度等應屬于母模的澆鑄和澆鑄過程中銅模的維護;(4)銅模耳部不光滑和澆鑄過程中易灌頂桿造成陽極板耳部彎曲;(5)陽極板板厚、板薄屬于澆鑄過程中陽極板單重的控制。
4 解決陽極板質量問題的對策與成效
4.1 陽極板單重的控制
4.1.1 電子秤的維護
影響陽極板重量最為關鍵的是電子秤的精度,電子秤是個高精度的計量設備,電子秤采用差量法秤量澆鑄包淌出的銅水重量[3]。在圓盤定量澆鑄系統中,機械電子稱的測量精度與系統狀態量數據采集的實時性、澆鑄的速度曲線均對澆鑄銅水的重量控制起至關重要作用。系統可根據澆鑄包淌出的銅水重量來控制陽極板的單重,自動根據上一塊陽極的重量偏差來修復下一塊陽極的重量,以達到自動調整偏差的目的,實現單重的精確控制。影響機械電子稱的測量精度因素及解決對策(如表3所示)。
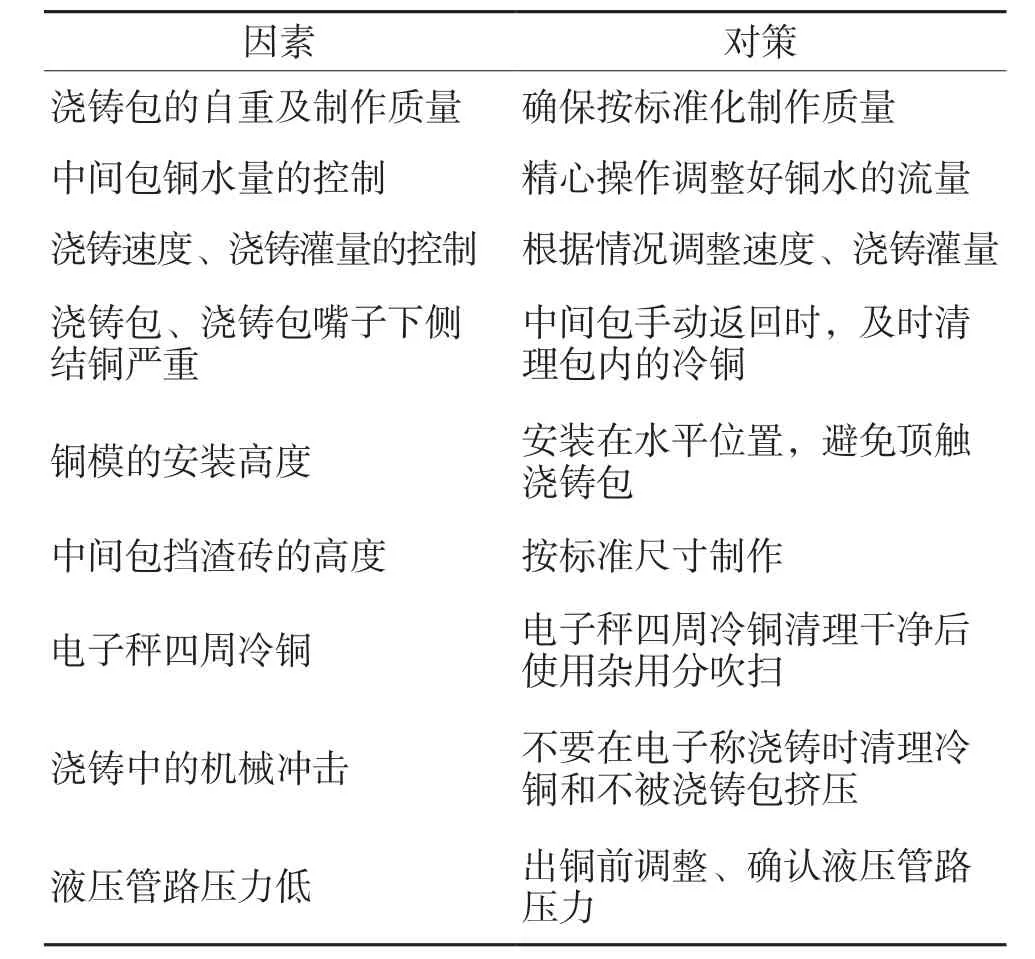
表3 影響機械電子稱的測量精度因素及解決對策及解決對策對照表
4.1.2 澆鑄速度和澆鑄灌量的控制
在圓盤定量澆鑄過程中,電子秤的測量精度與系統動態數據采集的實時性、澆鑄的速度曲線均對陽極板重量起至關重要的作用。銅液澆鑄速度曲線以模擬銅水傾倒的特性而設計,遵循“先慢后快再慢”的控制理念,可通過澆鑄速度設定畫面的15個澆鑄設定段的速度調整[4]。在澆鑄前期采用較慢的澆鑄速度,以控制銅水飛濺等。在澆鑄過程中,澆鑄速度加快以縮短澆鑄時間。在澆鑄后期,澆鑄速度減慢以精確控制陽極板的澆鑄重量。澆鑄包主要功能是準確地稱量每次澆鑄所給的銅水重量,并澆鑄出合格的陽極板。陽極板澆鑄過程是中間包向澆鑄包傾斜,待澆鑄包內的銅水重量達到設定值時,澆鑄包便會向模內灌注銅水。澆鑄液位的調整每一次變化±15kg,最大的變化量是±45kg。當澆鑄包內澆鑄灌量過大時,澆鑄包邊框上就會粘結冷銅從而增加包子自重,使澆鑄包內銅水量超出電子秤的秤量范圍,沖出澆鑄包的銅液是不計量的,澆鑄出的陽極板超重。當澆鑄包內澆鑄灌量過少時,就會發生中間包內銅水飛濺,灼傷工作人員,延長圓盤等待時間,澆鑄包內易結冷銅,從而影響電子秤的精度和正常澆鑄速度。另外中間包也具備自動調整澆鑄包液位的功能,液面過高或過低時,經過電子稱重信號和PLC運算控制后,造成陽極板前后重量偏差較大。針對上述原因,控制合理的澆鑄速度和澆鑄灌量相對比較重要,保證陽極板重量合格相應的對策有:(1)澆鑄前對圓盤進行模擬澆鑄,調整好澆鑄速度、澆鑄灌量。(2)在澆鑄過程中使用自動澆鑄盡量避免手動澆鑄。(3)中間包、澆鑄包、溜槽一定按照標準尺寸制作,以防頻繁調節和大起大落的調節澆鑄速度、澆鑄灌量。(4)澆鑄包的清理,應盡量小心清理,防止過大的力干擾稱重,可在中間包返回后,澆鑄包手動清理澆鑄包冷銅。
4.1.3 中間包、澆鑄包的標準化制作
中間包、澆鑄包的標準化制作對澆鑄陽極板單重起著重要作用。在生產實踐中發現中間包向澆鑄包傾倒銅水時,擋渣磚制作的太低銅液經常從擋渣磚上沿溢出,從而使銅水灌注到澆鑄包時銅水能沖到銅模內,當流量控制過大時,澆鑄包制作的太淺,銅液經常從澆鑄包前、后方溢出澆鑄包,澆鑄包內、嘴子下方易結冷銅,從而影響電子秤的精度。車間加強了對中間包、澆鑄包制作標準的優化,澆鑄包的制作襯磚的砌筑的要求(如圖1所示)修改為,邊框厚度70±10mm,嘴子有效寬度520±10mm,澆鑄包有效深度260±10mm,修改了澆鑄包三個邊的澆鑄料厚度縮小為≤50mm,從而增加了澆鑄包內灌注銅水的體積,澆鑄包嘴子磚內坡度由陡坡修改制作為緩坡,減少澆鑄時銅水對陽極鑄模的沖擊力。中間包的制作襯磚的砌筑的要求(如圖2所示)修改為,邊框厚度為100±10mm,檔渣磚高度40±5mm,修改了中間包擋渣磚銅水出口高度控制在35~45mm,擋渣磚位置由原來直角修改為倒角口,中間包嘴子由圓形結構修改為方形,從而增加銅水的橫切面積,中間包后方加裝鐵塊,以達到平衡、減少緩沖作用即能滿足中間包傾倒澆鑄包內的灌注量,又能有效的阻擋中間包內的懸浮渣,銅水更加清澈。在制作好的澆鑄包嘴子下方,涂抹一層硫酸鋇防止澆鑄包嘴子下方易結冷銅。通過問題的優化,能有效的確保銅水的外溢,電子秤的精度有了很大的提高。
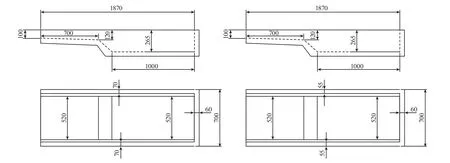
圖1 澆鑄包的制作尺寸標準前后對比

圖2 中間包尺寸優化前后的對比
4.1.4 黃模報警的設置和澆鑄報表的打印
在澆鑄過程中澆鑄出澆鑄重量偏差較小的陽極板時,澆鑄操作工用肉眼無法鑒別其是否合格,設備維護人員通過優化PLC程序控制,當出現澆鑄陽極板重量不符合設定值時(設定值為±25kg),輸出黃模報警。在報表打印畫面中,在報表打印畫面中(如表4所示)重量小于等于5kg,5~10kg,10kg在報表中均有區分統計,(如表5所示)操作人員可以很快知道澆鑄的情況,適時調整澆鑄狀況,為澆鑄速度、澆鑄包液位控制、也為生產的統計分析提供了依據[5]。
4.2 陽極板物理規格尺寸的控制
4.2.1 噴涂系統的改進
噴涂系統是在陽極澆鑄時往母模內噴灑脫模劑的關鍵設備,如果噴涂系統出現量少或者不均勻、會導致陽極板粘模、斷耳、飛邊毛刺,噴多了或不均勻導致澆鑄時銅模不干燥,高溫銅液遇水汽放炮、威脅安全生產。生產實踐中發現噴涂系統故障主要有,吸嘴孔、噴嘴孔、隔膜泵經常堵塞,導致噴壓低,噴扇面積小,噴涂效果不理想[6]。故障發生后,處理困難,修復時間長,對生產影響大。通過長時間的摸索對噴涂系統噴涂方式進行了改進,由原來的圓形小噴嘴(13個)改為中央大噴嘴(圖3所示),再由中央大噴嘴(1個)改為(如圖4所示)扇形小噴嘴(2個),改為通過氣缸控制擺動次數的“移動式噴涂系統”(圖5所示)。通過氣缸的工作原理的特性,使氣缸桿體作用力于軸承和噴涂支架上,做往復運動。軸承與噴涂支架形成一定的角度,能夠使安裝在噴涂支架上的兩個噴頭作往復運動,噴涂面積覆蓋整個模面,已達到噴涂均勻噴刷整個模面的效果。噴涂量的大小可通過擺動次數即(氣缸的運動次數)來控制。
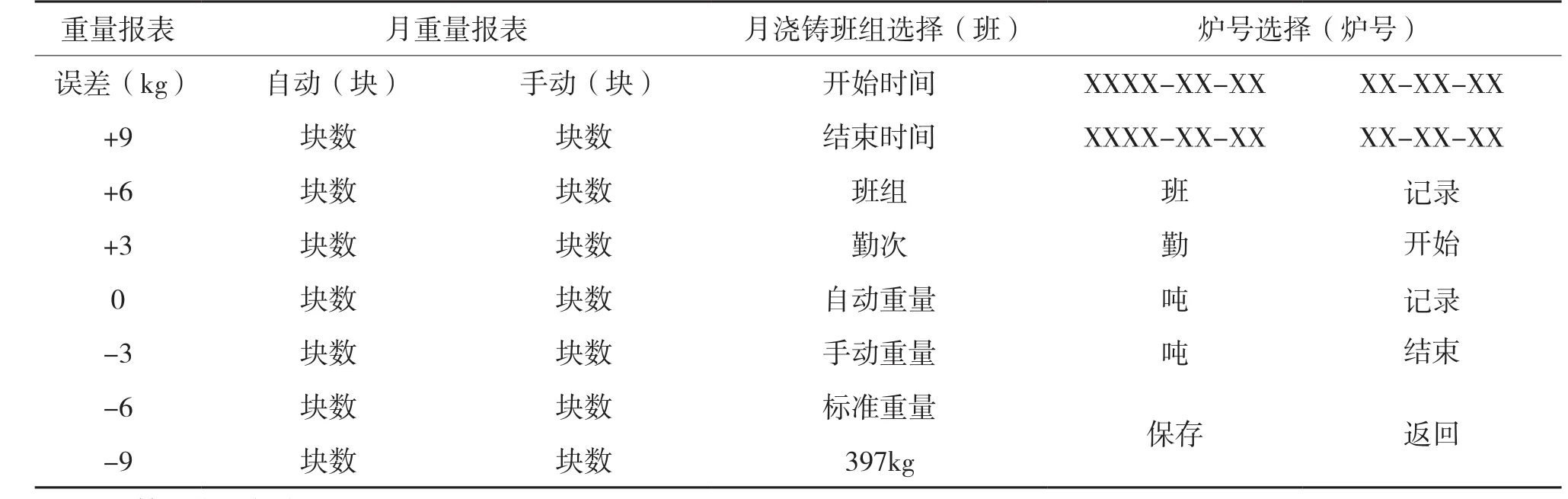
表4 澆鑄報表的打印前
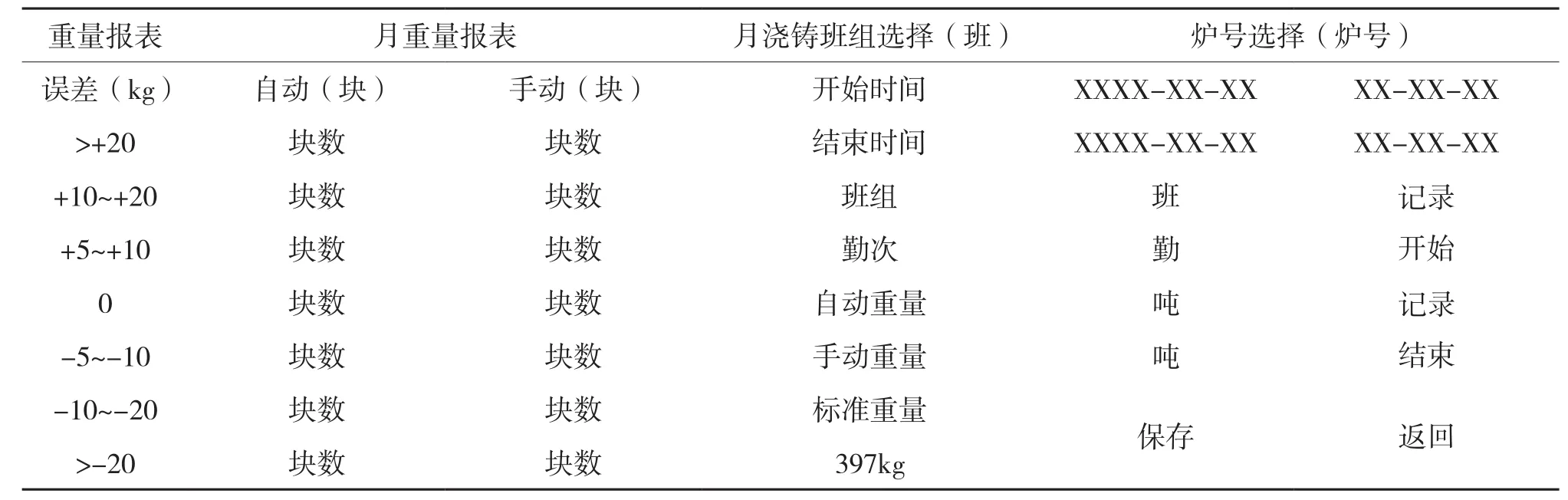
表5 澆鑄報表的打印后
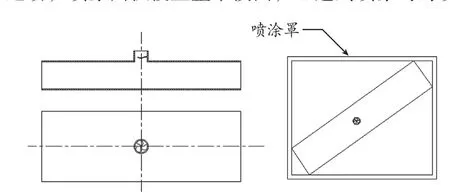
圖3 固定式中央大噴嘴噴涂系統
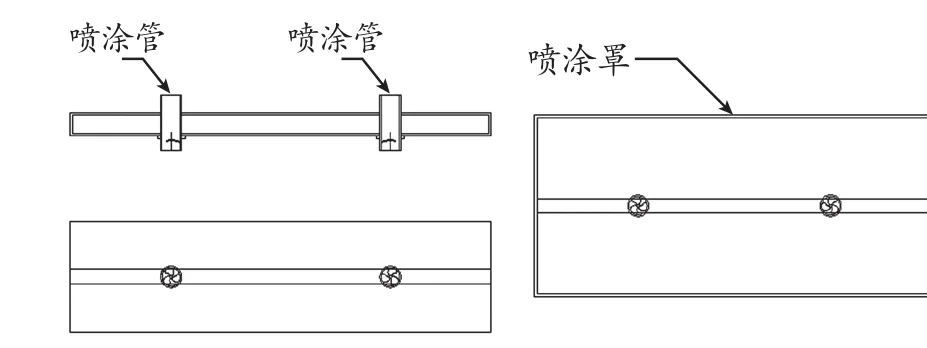
圖4 兩個扇形小噴嘴噴涂系統
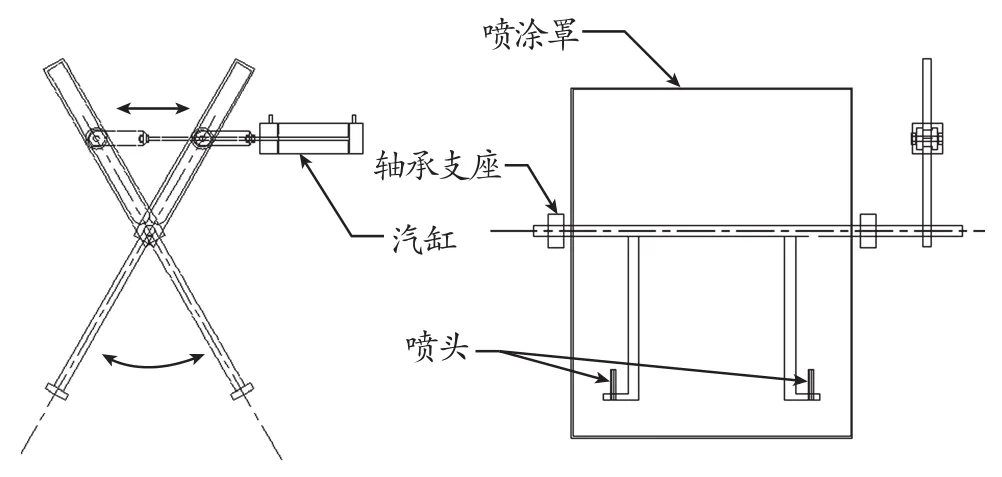
圖5 移動式噴涂系統
接口處安裝鐵絲過濾網能有效的過濾噴涂灌內的雜質,確保噴涂運行正常。通過改進后,故障率大幅降低,噴涂的噴扇面積增大,噴壓高,霧化效果好,性能穩定完全能滿足工藝生產和安全的要求,陽極板的質量有明顯的改進,母模的壽命明顯改善,通過改進后的陽極板技術指標(如表6所示)。自檢率平均下降了0.71%,銅模壽命平均提高了1.01%,日常維護跟檢修量有所下降,減輕了噴涂崗位員工的勞動強度,經濟指標也明顯好轉。
表6 改進前后陽極板14個月平均技術經濟指標
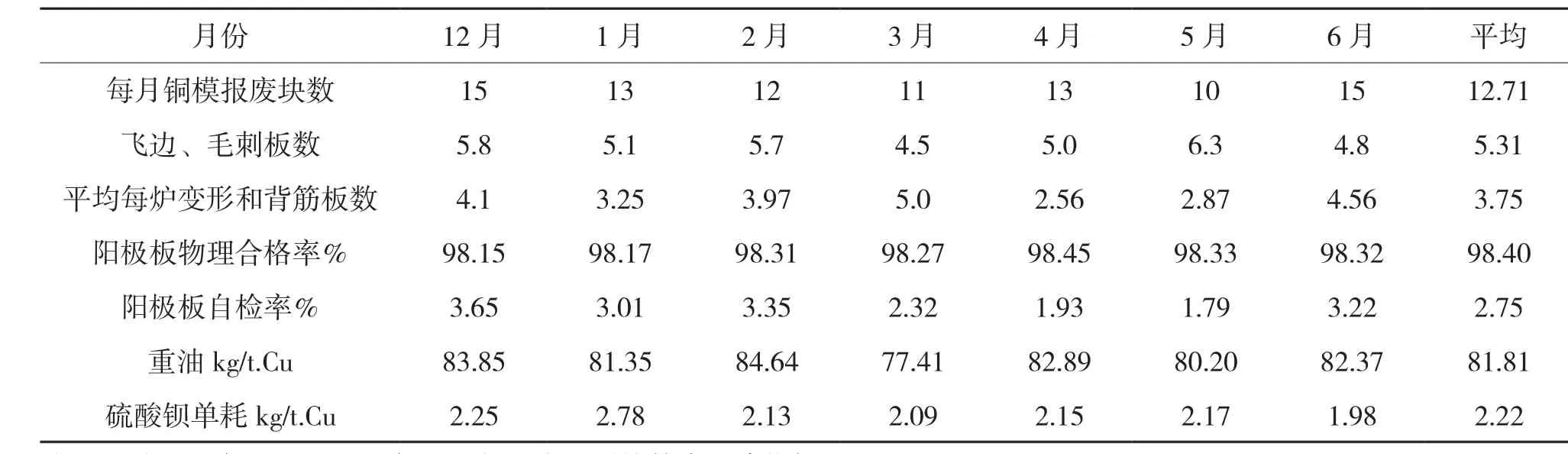
改進前(2011年12月-2012年6月)七個月平均技術經濟指標
改進后(2012年7月-2013年1月)七個月平均技術經濟指標
4.2.2 噴淋冷卻水的控制與改進
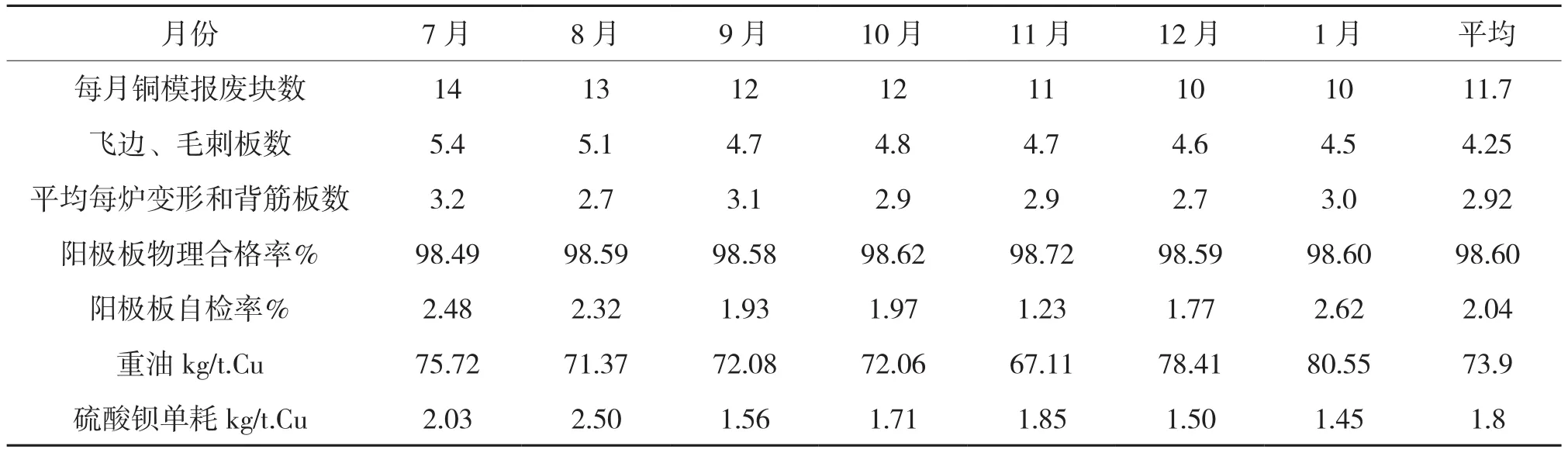
冷卻水的控制實質就是銅模溫度的控制,冷卻水的正確控制對陽極板的質量跟銅模的壽命均具有決定性的作用。當澆鑄好的陽極板進入噴淋區域后,需要通過冷卻系統對模子及模內的陽極板從上、下兩方向進行強制冷卻。安裝在冷卻水管上的氣動閥可通過PLC按照預先設置好的程序,根據紅外線測溫裝置對溫度的不同反饋來控制冷卻水閥門進行開啟或者關閉。陽極板變形嚴重、背筋大的主要原因是噴淋冷卻水控制不當,長期模溫偏高。攻關小組查找原因后發現,工業用水中經常有泥沙、小石子堵塞噴頭造成冷卻效果差。經對噴頭進行徹底改進,將原來蜂窩狀噴頭(如圖6所示),改進為類似傘狀“蓮花瓣”螺旋式噴頭(如圖7所示),在噴淋總管上加裝過濾網,對底部水噴頭進行固定,底后部水增加噴淋頭并將冷卻水控制改裝成在線自動控制。已達到均衡冷卻的效果。
圖6 蜂窩狀式噴頭
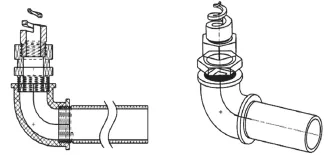
圖7 螺旋狀式噴頭
通過改進后,因銅模的變形和開裂,引起的陽極板變形或背筋板塊數由原來的平均七塊降到今年平均三塊,有效的防止了銅模變形與開裂,同時減少了變形陽極板的產生[7]。為了延長銅模使用壽命,澆鑄前應對銅模進行徹底檢查,有背筋、龜裂的銅模可進行錘打,對變形、破損、龜裂嚴重的模子進行報廢更換。
4.3 圓盤澆鑄機運行的平穩性
圓盤澆鑄機運行的平穩性對于澆鑄出合格的陽極板是至關重要的。我車間圓盤澆鑄機采用中心驅動、周邊調頻轉動方式,焊接鋼結構,每個圓盤中心安裝一個中心軸承與16根徑向梁成輻射狀聯結,徑向梁下安裝了環形支撐軌道,有17個托輥支撐圓盤行走。經長時間的生產運行,托輥損耗嚴重導致圓盤晃動不穩定,利用大修的機會對部分托輥進行了更換,托輥和軌道附近的冷銅和噴涂料進行了清理。圓盤的穩定性有了很大的提高。
4.4 增設銅模頂桿捶打裝置
銅模頂桿凸起有縫隙,在澆鑄過程中,銅模運行至噴涂系統時,噴涂料經常會噴進頂桿縫隙,造成縫隙越來越寬,澆鑄陽極板時銅水易灌頂桿,不利于生產順行,在噴涂裝置上方增設氣缸,連接大錘制作捶打裝置(如圖8所示),在澆鑄過程中捶打裝置通過氣缸自動對每塊銅模的頂桿捶打一次,使銅模與頂桿接觸緊密,防止灌頂桿造成陽極板耳彎,并且降低了噴涂崗位勞動強度。
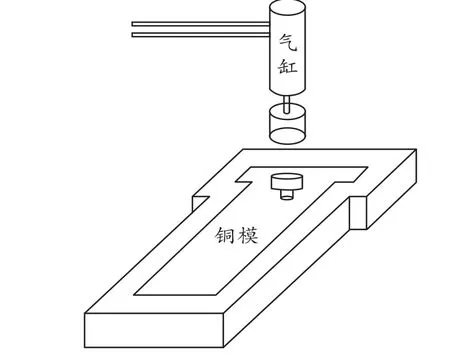
圖8 頂桿捶打裝置
5 結束語
通過上述技術改進和過程控制,不僅降低了工人勞動強度,銅陽極板質量也得到明顯提高,陽極板物理合格率由原來的98.43%提高到98.72%(如圖9所示),創下歷史最好水平。接下來我們會不斷摸索創新,進一步提高澆鑄陽極板質量。在澆鑄前期和后期,澆鑄灌量不好控制,從而影響陽極板的重量,正考慮在PLC上設置澆鑄包傾倒至銅模后反饋值的方法從而調整中間包灌量。
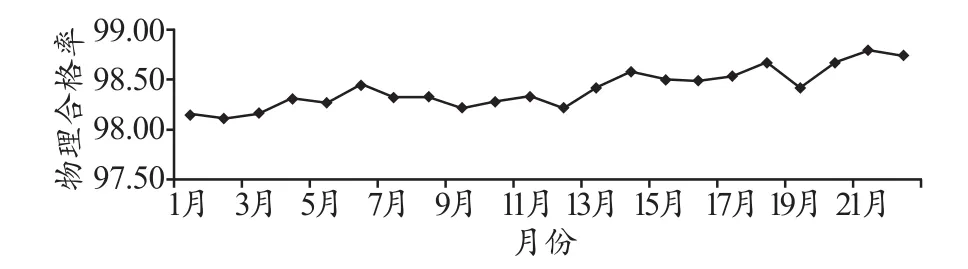
圖9 固定式陽極爐2013年1月-2014年10月(22)個月平均物理合格率分布圖
[1]王文祥, 劉志宏. 影響電解銅質量因素分析[J]. 有色礦冶, 2001, 17(5):26-27.
[2]周建民. 影響銅陽極板物理規格的因素及對策探討[J]. 有色冶金設計與研究, 2013, 34(3):26-34.
[3]張貴華. 提升陽極板合格率的措施[J]. 銅業工程, 2006(1):34-36.
[4]梁國美, 付鵬飛. 新型圓盤定量澆鑄控制系統的開發與應用[J]. 有色設備, 2010(2):09-12.
[5]貴溪冶煉廠傾動爐車間崗位培訓教材 2008:105-106.
[6]蔣曉敏, 夏柳飛. 雙圓盤澆鑄機噴涂系統改進[J]. 銅業工程, 2009(3):41-43.
[7]李洪臻. 提高陽極板質量的生產實踐[J]. 山西冶金, 2013(6):56-57.
Production Practice of the Single Disc Copper Anode Quality Improvement
LI Wen-feng, FU Yu, LIU Jun
(Guixi Smelter, Jiangxi Copper Corporation, Guixi 335424, Jiangxi, China)
Introduced current situation of casting anode quality from single disc casting operation in JCC Guixi Smelter's (Abbreviated Guixi Smelter) tilting furnace workshop. Base on the Guixi Smelter's standard of "copper anode physical size standard", analyzed and researched the influence factors, the anode quality was obvious improved through technology improvement and process optimization.
casting;anode plate;quality;mold;electronic scales
TF811
B
1009-3842(2015)03-0009-06
2015-03-19
李文峰(1986-),男,青海貴南人,主要從事雜銅冶煉工藝的相關研究。E-mail: 383774574@qq.com
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
